
国際特許分類[B30B11/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691) | モールド内の材料を押圧するためのラムを使用するもの (374)
国際特許分類[B30B11/02]の下位に属する分類
固定したモールドと協働するもの (17)
回転台によって運ばれるモールドと協働するもの (83)
回転ドラムの円周上にあるモールドと協働するもの
回転台または回転ドラム以外の可動搬送台上のモールドと協働するもの (1)
国際特許分類[B30B11/02]に分類される特許
231 - 240 / 273
粉末成形金型装置と粉末成形体の成形方法

【課題】 成形サイクルの短縮が可能で、成形型本体とパンチとによる原料粉末の圧縮を円滑に行うことができる粉末成形金型装置を提供する。
【解決手段】 ダイ2に形成した成形部6に原料粉末Mを充填し、成形部6に下パンチ4を嵌合して原料粉末Mを圧縮した粉末成形体101を成形し、前記成形部6を冷却する冷却液通路14を備える。螺旋状に設けた冷却液通路14により成形部6を冷却することにより、成形部6の温度上昇に伴う熱膨張による不具合を解消し、ダイ2と下パンチ4とによる原料粉末Mの圧縮を円滑に行うことができる。
(もっと読む)
粉末成形金型装置と粉末成形体の成形方法

【課題】 成形部を均一に加熱することが可能な粉末成形金型装置を提供する。
【解決手段】 内部に成形部6を形成するダイ2を備えた粉末成形金型装置において、ダイ2は、ダイ外周部2Sに非磁性金型材を用い、成形部6を形成する内周面7を有するダイ内周部2Uに磁性金型材を用いる。また、そのダイ2の周囲に低周波誘導加熱コイルヒータ11を設ける。内周面7を有するダイ内周部2Uが、低周波加熱誘導コイルヒータ11により加熱され、一方、低周波加熱誘導コイルヒータ11側の磁性金型材からなるダイ外周部2Sは発熱せず、ダイ2の成形部6側を均一に加熱することができる。また、成形部6を形成する部分である内周面7が誘導加熱により直接的に加熱されるから、その温度管理も容易に行うことができる。
(もっと読む)
粉末成形装置、粉末成形装置用の金型部材、及び粉末成形装置用の金型部材の製造方法
【課題】 被覆層の剥離を防止し、金型部の前記対向面における摩耗や原料粉末の噛み込みを防止できる粉末成形装置、粉末成形装置用の金型部材、及び粉末成形装置用の金型部材の製造方法を提供することを目的とする。
【解決手段】 ダイ3と上パンチ25と下パンチ27とコアロッド28とを少なくとも具備する金型部29により形成されたキャビティ33内で圧粉体P2を成形する粉末成形装置21であって、金型部29は、キャビティ33を形成する複数の対向面A,D,E,Fを備えており、コアロッド28の対向面Dの縁部を除く一部に、対向面Dから一段後退する凹部28dを設けると共に、この凹部28dを溶射材Sで被覆した被覆層L4の表面を対向面D(コアロッド28の外周面28a)と面一と為した。
(もっと読む)
粉末成形用金型の製造方法
【課題】 硬度の高い材質で構成された金型素材であっても、その外周面に適正な歯形を有する成形部を形成することができる粉末成形用金型の製造方法を提供する。
【解決手段】 ダイの中の空間内に充填された成形用粉末材をパンチにより圧縮して所望形状のギヤ材を成形する粉末成形用金型の製造方法であって、ギヤ材の歯形を形成するための成形部7は、柱状の金型素材12の外周面を放電加工することによって形成されてなり、放電加工に使用される加工電極11は、外周面に電極歯11Aが形成され、加工電極11の電極歯11Aを金型素材12の外周面に対向させ、金型素材12に対して加工電極11を相対的に公転及び自転させながら金型素材12の径方向内側に送り込むことにより、加工電極11の電極歯11Aの形状を金型素材12の外周面に転写することを特徴とする。
(もっと読む)
錠剤の超音波成形方法及びその装置
【課題】凸型及び/又は凹型に著しい摩耗が生じたり、凸型、凹型、超音波振動工具のうち少なくとも2つが互いに点状に溶着されてしまうといったようなことが生じず、手間がかからない上、安価な超音波成形装置及び超音波成形方法を提供すること。
【解決手段】超音波発振器と、超音波振動工具4と、粒子状、顆粒状又は多粒子状の薬剤を充填するための凹型2とを備え、前記薬剤を超音波により成形して錠剤19を製造するための超音波成形装置において、前記超音波振動工具4を、成形中において、前記薬剤に直接接触させる一方、前記凹型2には直接接触させないよう構成した。 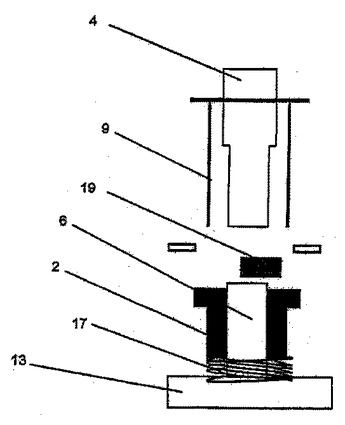 (もっと読む)
(もっと読む)
金属原料用のブリケットの圧縮成形機、その製造装置、及びその圧縮成形方法
【課題】効率良く再資源化用の材料を圧縮成形してブリケットを製造することができるブリケットの圧縮成形機を提供する。
【解決手段】材料を圧縮成形するための成形室が内部に形成された金型装置12と、成形室内に供給された材料を圧縮成形すべく軸方向に出退自在に設けられたプランジャー15とを備えている。金型装置12は、プランジャー15の先端面15aに対向する受圧面16aを構成する軸方向に固定の受圧部材16と、プランジャー15の外周面に摺接する摺接面を内部に有する外側金型44と、プランジャー15の押出方向前方への移動に連動して外側金型44が同方向前方へ移動するように当該外側金型44を支持する支持手段とを備えている。
(もっと読む)
所定の断面厚さを有する成形体を製造するための方法およびプレス機
【課題】 所定の断面厚さを有するブランクまたは成形体を特に単軸プレス機で製造するための方法を提供すること。
【解決手段】 充填装置の充填型20に成形材料を充填し、成形材料を重力方向に充填型からプレス機の成形型14内に放出し、成形型14の重力方向に対して垂直に延びる方向に並置される少なくとも二つの区画に、所定の断面厚さに対応して異なる量の成形材料を装入し、並置した成形型14の区画に対応して並置した充填型20の区画に、所定の断面厚さに対応して異なる量の成形材料を充填する。
(もっと読む)
粉体成形方法、粉体成形装置、および鍔付きピン状焼結体の製造方法
【課題】成形時の圧縮率をより均一化することができ、鍔付きピン状焼結体の生産性を高めることが可能な粉体成形方法等の提供を目的とする。
【解決手段】一端に鍔部1を有し、パンチ2の圧縮方向に長寸な鍔付きピン形状に粉体3を圧縮成形する粉体成形方法であって、 キャビティ4内に充填される粉体3の鍔部相当部5の基準圧縮量L1に応じて鍔部側のパンチ2Aを駆動させて鍔部相当部5を加圧し、 次いで、反対側のパンチ2Bを駆動させて長手方向に加圧し、鍔付きピン形状に圧縮成形する。 粉体成形装置は、鍔部側のパンチ2Aと、 反対側のパンチ2Bと、 前記鍔部側のパンチ2Aの駆動ストロークを粉体3の鍔部相当部5の基準圧縮量L1に規制する駆動規制手段8とを有する。
(もっと読む)
斜歯歯車の成形装置および成形方法
【課題】歯車部の一端に異形部を連設した異形部付き斜歯歯車の斜歯と異形部を成形体に亀裂などを発生させずに同時に成形することを可能にした斜歯歯車の成形装置を提供することを課題としている。
【解決手段】斜歯成形溝1aを有する下ダイ1と、下ダイから独立した上ダイ2と、歯車部の他端の外周側を成形する下第1パンチ3およびこの下第1パンチ3の内側に相対回転可能に配置される下第2パンチ4と、歯車の中心の軸穴を成形する非真円断面のコアロッド5と、上パンチ6と、各ダイと各下パンチとコアロッドを個別に昇降させる昇降機構12〜16とを有する斜歯歯車の成形装置であり、下ダイ1と下第2パンチが昇降可能かつ回転可能に支持され、原料粉末Aのパンチによる圧縮が上ダイ2と下ダイ1を固定してなされ、成形体Bの取り出しが下ダイ1を回転降下させてなされるようにした。
(もっと読む)
磁石成形体の製造装置
【課題】高い同軸度が得られ、また信頼性の高い磁石成形体を製造する。
【解決手段】成形ダイ12の一端側に、中空部12aに挿入される筒状パンチ16が配置される。筒状パンチ16の中心通孔16aにコアパンチ18が挿通される。成形ダイ12の他端側に、中空部12aに挿入される成形パンチ14が配置される。コアパンチ18の先端に突設した案内ピン22が挿入可能な案内孔14aが、成形パンチ14に穿設される。そして、磁石素形材20の通孔20aに挿通した案内ピン22を案内孔14aに挿入した状態で、成形パンチ14で磁石素形材20を圧下することで、該素形材20はコアパンチ18と成形ダイ12の内壁との間の空隙Sに押出される。このとき、コアパンチ18は磁石素形材20を挟む両側で支持されて、径方向への変位は防止される。
(もっと読む)
231 - 240 / 273
[ Back to top ]