
国際特許分類[B30B11/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691) | モールド内の材料を押圧するためのラムを使用するもの (374)
国際特許分類[B30B11/02]の下位に属する分類
固定したモールドと協働するもの (17)
回転台によって運ばれるモールドと協働するもの (83)
回転ドラムの円周上にあるモールドと協働するもの
回転台または回転ドラム以外の可動搬送台上のモールドと協働するもの (1)
国際特許分類[B30B11/02]に分類される特許
251 - 260 / 273
粉末打型装置
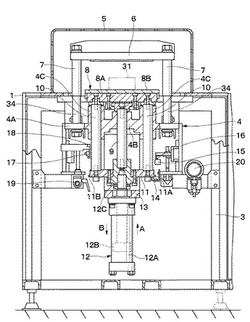
【課題】 打型圧力を広い圧力範囲で細かく制御でき、種々の処方に対応した打型品を製造する上で品質の安定化を図ることができるようにする。
【解決手段】 昇降ロッド9と各ガイドロッド10の下端側を連結プレート11により油圧シリンダ12のロッド12Cに連結する。昇降ロッド9と各ガイドロッド10の上端側には可動台8を固定して設ける。また、油圧シリンダ12は油圧ポンプとの間を油圧閉回路により接続する。そして、油圧ポンプを駆動するサーボモータは、油圧シリンダ12の位置センサ14〜18、圧力センサ等からの検出信号に基づいて制御する。これにより、油圧シリンダ12のロッド12Cを伸長,縮小させ、可動台8とプレス台6との間で金型31内の粉末化粧料を、多様な打型パターンをもって圧縮成形できるようにする。
(もっと読む)
希土類焼結磁石の製造方法、磁場中成形装置、金型

【課題】 薄型磁石を形成する場合であっても、クラックや欠けの発生を有効に抑制することのできる希土類焼結磁石の製造方法、磁場中成形装置、金型を提供することを目的とする。
【解決手段】 下パンチ30を外周側パンチ30Aと内周側パンチ30Bとからなる二重構造とし、微粉砕粉を金型キャビティCに供給するときには、内周側パンチ30Bを上昇させ、外周側パンチ30Aの上面よりも上方に突出させておくことで、金型キャビティCの外周側に、より多くの微粉砕粉を供給するようにした。これにより、磁場中成形によって形成される成形体の密度を、特に外周部において従来手法よりも高め、クラックや欠けの発生等を低減する。
(もっと読む)
磁場中成形装置、磁場中成形方法
【課題】 リング形状の磁石の製造工程において、磁石粉の配向性を向上させることのできる磁場中成形装置、磁場中成形方法を提供することを目的とする。
【解決手段】 下部コイル15および上部コイル16によって磁場を印加しつつ、上パンチ14で金型キャビティC内の磁石粉Pを加圧することで円筒状の成形体を成形する過程において、上部コイル16を臼型11の上面11bに当接させる。さらに、下部コイル15および上部コイル16の周囲に下部ヨーク21および上部ヨーク22を設け、下部コイル15側においては臼型11から下部コイル15を回り込み下パンチ12まで、上部コイル16側においては臼型11から上部コイル16を回り込み上パンチ14まで、エアギャップが存在することなく連続した磁路を形成するようにした。
(もっと読む)
圧粉成形方法
【課題】粉末を圧縮成形する圧粉成形方法において、寸法精度が優れた圧縮成形体を得る。
【解決手段】枠体44に導入された鉄系合金粉末PWは、該枠体44が、ダイ34、下側パンチ38及びコアロッド82によって形成されるキャビティ36上に変位された際、該枠体44の開口した下面からキャビティ36に移送される。この際の粉末移送量を、例えば、枠体44の前進端位置(変位終了点)を設定することによって調整する。
(もっと読む)
潤滑性非晶質炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製金属粉末プレス成形金型
【課題】高速プレス成形において優れた耐摩耗性を発揮する表面被覆超硬合金製金属粉末プレス成形金型を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる金型本体の少なくとも成形面に、マグネトロンスパッタリング装置にて、磁場中成膜された、窒化クロム層および炭窒化クロム層のいずれか、または両方の積層からなり、かつ0.1〜5μmの平均層厚を有する密着接合層を介して、同様の方法で成膜された、W:5〜20原子%、Cr:5〜20原子%、窒素:0.5〜18原子%、を含有し、残りが炭素と不可避不純物からなる組成を有すると共に、晶質体の素地に、結晶質炭窒化クロム系化合物の微粒が分散分布した組織を示し、かつ1〜15μmの平均層厚を有する潤滑性非晶質炭素系被膜を有する金型。
(もっと読む)
原料粉末の充填方法
【課題】 パンチの傾斜面に付着した原料粉末が、固定パンチと浮動パンチの摺動クリアランス内部に噛み込まれることのない原料粉末の充填方法を提供することにある。
【解決手段】 成形用穴Hの内部において、浮動パンチ5の傾斜面5a全体を、固定パンチ4の貫通孔4aから露出させる第1の工程と、フィーダー3をダイス1に載置させつつ、フィーダー3の開口部3bを成形用穴Hの上方に移動させる第2の工程と、傾斜面5a全体が貫通孔4aから露出された状態及びフィーダー3がダイス1上に載置された状態を維持しつつ、ダイス1及びフィーダー3を、成形用穴Hが画成されるように移動させ、成形用穴Hに原料粉末Mを吸引させる第3の工程とを有する。
(もっと読む)
粉末成形装置
【課題】 コアロッドの破損を防止できる粉末成形装置を提供する。
【解決手段】 金型本体内に配置されるコアロッド6の下端部に、このコアロッド6を金型本体の下方から上下移動させる駆動ロッド13が接続されると共に、コアロッド6の下降移動端でコアプレート10に当接されるストッパープレート11、コアロッド6の下降移動に対する衝撃吸収機構Dを設けている。衝撃吸収機構Dは、コアロッド6を摺動自在に貫通させると共に、ストッパープレート11がコアプレート10に当接される前にコアロッド6の軸方向の途中位置に形成されたフランジ部6eを下方から支持するピストン部材23と、このピストン部材23に流体抵抗を付与しつつ摺動可能に収容させる円筒状のシリンダ部22が設けられたハウジング21と、ピストン部材23の移動に対して、ピストン部材23を上方に付勢するバネ24とを備える。
(もっと読む)
給粉方法と粉末成形方法
【課題】原料粉末成形時の給粉方法を工夫して、端面に凹部があり、その凹部をパンチで成形して設ける粉末成形体を簡単な粉末成形装置を用いて各部の密度に大きな差を生じさせずに効率良く成形することを可能となす。
【解決手段】キャビティ5に充填した原料粉末Aを圧縮成形して上パンチ3によって成形された凹部21を上面に有する粉末成形体を得る。粉末成形装置のダイ1の上部にキャビティ5を横切る溝7を設け、さらに、原料粉末Aをキャビティ5に投入する給粉ボックス4に溝7に対応させた溝形状と相似形の粉末かき8を設け、給粉ボックス4を給粉後にダイ1上で溝7に沿って移動させるときに粉末かき8でキャビティ5に充填された原料粉末Aの一部をかき取って凹部形成領域の粉末量を調整する。
(もっと読む)
切削インサートを作製するためにクロスホール成形を行う方法および装置
冶金粉末(260)を用いてグリーン部品(110)が製造され、冶金粉末を楕円形状のコアロッド(235)のまわりに配置することによってグリーン部品内に開口部(25)が付与される、切削インサート(10)をクロスホール成形する方法および装置が開示されている。一軸プレス移動を伴うプレス(200)を用いて、空洞(210)内にコアロッドが配置され、かつ冶金粉末がコアロッドのまわりに配置され、そしてその後で圧縮されてグリーン部品を形成する。本発明は、このような処理を利用して形成された物品およびこのようなインサートを製作するために用いられる一軸プレスにも関する。  (もっと読む)
(もっと読む)
成形装置及び成形方法
【課題】 円滑な原料粉の充填及び成形を実現し、成形体におけるバリやクラックの発生や厚みのバラツキを抑制し得る成形装置、成形方法を提供する。
【解決手段】 本発明の成形装置は、鉛直方向に分割された上部金型1及び下部金型2を備えるとともに、これら金型に対して水平方向に移動可能な左右パンチ3,4と、略鉛直方向に磁界を印加する磁界印加手段(上下コイル6,7)とを有する。磁界印加手段により略鉛直方向に磁界を印加しながら、左右パンチ3,4により希土類磁石原料粉10を水平方向に加圧し成形する。成形に際しては、上部金型1に対して消磁を行った後、下部金型2に希土類磁石原料粉10を充填し、加圧成形を行う。
(もっと読む)
251 - 260 / 273
[ Back to top ]