
国際特許分類[B31B3/14]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 一枚のシート,ブランク,またはウエブを折りたたんで箱またはカートンを製造する点を特徴とする機械類 (113) | 加えて切断のための,例.ミシン目を入れ,穴をあけ,切り裂き,切り整えるための,手段をもつもの (14)
国際特許分類[B31B3/14]に分類される特許
1 - 10 / 14
カス取り装置
【課題】カス部用ピンをカス部の細部にまで行き渡らせることが可能で、カス部をきわめて良好に取り除くことができるカス取り装置を提供する。
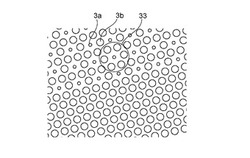
【解決手段】カス取り装置は、複数の製品部が配設された被打ち抜き用シートから製品部とカス部とを分離する装置であり;上型に上下動および固定可能に取り付けられ、テンプレートにより退避位置と該カス部に対応した作業位置とに区別される多数の打ち抜き用上型ピン3a,3bと;下型に上下動および固定可能に取り付けられ、テンプレートにより退避位置と該製品部に対応した作業位置とに区別される多数の打ち抜き用下型ピンと;を備える。打ち抜き用上型ピンのうち、少なくともカス部の作業位置に配置されるピンは、相対的に小径の第1ピン3aと相対的に大径の第2ピン3bとを有し、少なくとも1つの第2ピンが第1ピンに隣接するよう配置されている部分33を有する。
(もっと読む)
段ボールシート製造装置

【課題】後続の段ボールの先端が第1の切断部から加工部まで搬送される間における先行する段ボールの搬送速度の加速度をカットオフ装置の限界加速度以下に決定することにより、不良な段ボールシートの発生を低減する。
【解決手段】カットオフ装置40は、段ボールを切断するための回転体の回転速度が限界加速度MUA以下で加速可能な構成を有する。第1および第2の駆動部は、先行する段ボールおよび後続の段ボールを搬送する。搬送制御部は、先行する段ボールと後続の段ボールとの間にギャップGP1が生じるように両駆動部を制御する。搬送制御部は、ロータリーシャ20とスリッタスコアラ30との間の距離L4、ギャップの長さ、および後続の段ボールの搬送速度VF1に基づいて、後続の段ボールの先端が距離L4だけ搬送される間に先行する段ボールの搬送速度を加速する搬送加速度αを限界加速度以下に決定する。
(もっと読む)
段ボールシートの打抜き加工方法
【課題】段ボールシートに打抜き加工を行っても、打抜き範囲の外側に割れの発生を防止する。
【解決手段】打抜きによって、段ボールシート9にスリット91、手持ち用孔92等の切込み90を施す打抜き工程の前に、水分付与装置7に対して段ボールシート9を通過させることにより段ボールシート9に湿り気を与える水分付与工程を有し、打抜き工程の際に段ボールシート9の打抜き刃当接部の外側に割れの発生を抑える。打抜き工程の前に、段ボールシート9に湿り気を与えため、打抜き工程の際に刃が段ボールシート9に段ボールシート9が食い込んで、食い込み輪郭部の周囲に内向きの引っ張り力が生じても段ボールシート9表面のライナーが延びて、割れを生じることを防ぐことができる
(もっと読む)
包装充填方法
【課題】過不足無く、正確にタンク内の製品残量を設定できる包装充填方法を提供する。
【解決手段】ブランクスから紙容器に成形し、搬送手段によって縦列的に搬送される紙容器に、充填ステーションで容器の上部開口から液体食品を容器内に充填手段によって迅速に充填し、上部開口を閉じてヒートシールし、液体食品充填容器の製品を製造する包装充填方法であって、製造を終了するに際して、所定の関係式に従って、タンク34dのカウントダウン開始レベルで、製造終了へのカウントダウンを開始し、カウントダウン数に到達した時点で、充填を終了して、タンク内、定量ポンプ内及び流路内の変更前の液体食品の残量にし、液体食品の充填容器の製品の製造を停止する。
(もっと読む)
エアセルラーシート製袋の製造方法
【課題】 エアセルラーシートを重ね合わせた箇所を圧接した際の反発抗力を無くすることができ、しかも、溶着箇所を強固に接合して強度を向上せしめて切断加工をスムーズに行うことができ、その上、切り口を美しく仕上げることができるエアセルラー製袋の製造方法を提供すること。
【解決手段】 多数のエアセルラー11・11…が成形された長尺の熱可塑性樹脂製のシート材1における略中央部を長手方向に沿って折り返して二重に重ね合わせる一方、所定間隔で設けられた幅方向に亙る加工条部Lに沿ってエアセルラー11・11…を破裂せしめ、ヒートプレス装置により、前記加工条部Lに沿ってシート材1を圧潰して平坦化させ、一体に熱溶着した後、当該加工条部Lをプレス冷却して、加工条部L・L…に沿ってシート材1を次々と切断することにより、一対の加工条部L・Lの間に袋体Bを成形する。
(もっと読む)
鉤刃と段ボール
【課題】段ボールのジッパを形成するとき、鉤刃により段山が潰れて段ボールの強度劣化の要因となる。
【解決手段】段ボールのジッパを形成する鉤刃の2辺の内の1辺のみに刃を設ける。更に、ジッパの進行方向と平行でない辺に刃設ける。
(もっと読む)
切断加工用刃物
【課題】シート材の切断時における騒音および切断粉の発生を抑制できる切断加工用刃物を提供する。
【解決手段】
シート材を切断する切断加工用刃物1であって、扇形状の刃物本体部2と、刃物本体部2の外周部に沿って配置されるノコ歯状切断刃部3とを備え、ノコ歯状切断刃部3の側面には、刃物本体部2の外周部に沿って連続的に設けられる複数の凹部31が形成されており、互いに隣接する各凹部31間には、幅が0.2mm〜0.5mmの直線状の非凹み部が形成されている切断加工用刃物1。
(もっと読む)
包装容器
【課題】非流動性内容物又は半流動性内容物が充填された包装容器から、容易に内容物を取り出すことができる容器を提供する。
【解決手段】フラップ及びフィンを側壁、底面及び/又は頂面に折り畳み、断面多角形状に成形された包装容器14であって、縦シール21を有する最大面積の容器壁の中に縦シールを開始点として横断方向に容器壁の第1稜線24まで形成された平行な2本の第1弱め線25、26と、第1弱め線と連続し、第1稜線と隣接する第2稜線27まで形成された第2弱め線28、29と、開始点23に設けられ、第1弱め線の切断及び第1弱め線間の切断を容易にする切断容易手段と、を有することを特徴とする非流動性内容物又は半流動性内容物が充填された包装容器である。
(もっと読む)
デジタル制御工程でパッケージを製造する方法及び装置
パッケージがデジタル制御工程で製造される。デジタル印刷機101が、印刷済加工中製品を製造し、切断機104がそれらからブランク・パッケージ105を切断する。コンベア・ライン107が、この印刷済加工中製品をデジタル印刷機101から切断機104まで自動的に移送する。デジタル制御システム109が、少なくともデジタル印刷機101及び切断機104とデジタル制御情報を交換する。 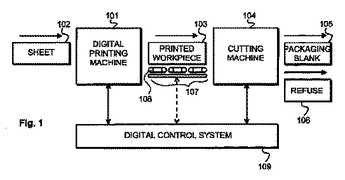 (もっと読む)
(もっと読む)
段ボール材の加工方法及び加工装置
【課題】段ボール原紙から段ボール材を分離する工程と接着液を段ボール材の切断面に塗布して、紙粉を段ボール材に固着させる工程を同時に行うことを可能にした段ボール材の加工方法と、該加工方法を用いた段ボール材の加工装置を提供することを課題とする。
【解決手段】段ボール原紙11に切断刃1を用いて切目線aを入れ、切目線に沿って形成されるブランク11とその周囲の抜きカス部分12とに区画する打ち抜き工程と、ブランクと平面がほぼ同一形状の雄型2、及び前記雄型が挿通可能であり、かつ、側壁4に凹部5が形成された雌型6を用いて、切目線に沿って形成されたブランクを段ボール原紙から分離する分離工程とを含み、分離工程は凹部5の側壁に沿って塗布液20を配置する塗布液配置工程を含むことを特徴とする。
(もっと読む)
1 - 10 / 14
[ Back to top ]