
国際特許分類[B31B43/00]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 折りたたみ以外の方法で,圧力をかけてシート材を成形し容器を製造する点を特徴とする機械類 (38)
国際特許分類[B31B43/00]に分類される特許
21 - 30 / 38
シート材の折り曲げ成形装置

【課題】シート材を所望の形状に確実に折り曲げ成形することができるシート材の折り曲げ成形装置を提供する。
【解決手段】シート材Wが置かれる台座5と、この台座5に置かれたシート材Wを押え付ける押し部材13と、台座5上に伏されている状態から押し部材13に向けて所定の順番で立ち上げられる複数の起伏部材38a〜38hとを備えるものとする。シート材Wの折り曲げるべき部位に宛がわれる縁部31aを有する可撓性の板体31を押し部材13に付設するのが良く、また起伏部材38a〜38hを押し部材13へと押し付ける押付け機構50を設けるのが好ましい。
(もっと読む)
シールのような物品を得るための装置および方法、並びに容器のシール
合成樹脂から物品(11;111;211;311)を成形するための装置は、前記物品(11;111;211;311)の縁部領域(14)を成形するための、その内側領域(19)の周りに延びる凹所(22)を有した成形手段(16)と、ピストン装置(35;135)と協働して前記凹所(22)に前記合成樹脂を供給する、前記凹所(22)に連続する位置で前記内側領域(19)につながっている管路(34)とを備える。 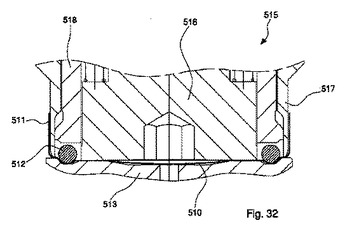 (もっと読む)
(もっと読む)
トレーの成形供給方法及びトレーの成形供給装置

【課題】菓子等の梱包ラインに、トレーを迅速に供給することができる、トレーの成形供給方法及びトレーの成形供給装置を提供する。
【解決手段】片面に熱可塑性樹脂がコーティングされた紙製のシート材料Sをホッパー40に貯留し、このホッパー40からシート材料Sを取出して加熱加圧してトレー形状に成形し、成形されたトレー1の熱可塑性樹脂の樹脂コーティング面に気体を吹付けて、加熱軟化した熱可塑性樹脂を急冷硬化させ、こうして成形されたトレー1を搬送コンベヤ20に載せて、トレー20に製品を載せて梱包するラインに供給する。
(もっと読む)
パッケージ容器を形成する方法及びパッケージ容器
パッケージ容器を形成する方法において、容器形状のパッケージ容器が、底部と、その底部から上方向に延びる側壁(7)とを有し、ボール紙素材(A)で形成される。圧縮モールドの最後の段階で、型の内側の対向面を、それと向き合う面から後方に移動させることにより、リムに対応するモールドキャビティ(5)を形成するように型を閉じ、その後、そのモールドキャビティ(5)内にモールド材料を注入することにより、前記側壁(7)の上部に、横方向に延びるモールド材料のリム(8)がモールドされる。 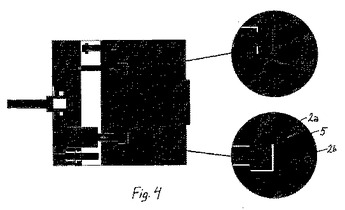 (もっと読む)
(もっと読む)
紙製段ボール材の成形品及びその成形方法
【課題】紙製段ボール材を切断加工又は打ち抜き加工する際に生じるブランク材における紙粉の発生を防止すると共に、ブランク材を使用した完成品の取り扱い時に生じる紙粉の発生をも防止することのできる紙製段ボール材の成形品とその製造方法を提供する。
【解決手段】紙製段ボール材をカッター等の切断手段で所定の形状に切断又は打ち抜き加工して型取りされたブランク材1の切断手段によって生じた切断面の開口部を封止する。必要に応じて、切断手段による紙製段ボール材の切断又は打ち抜き加工域には、接着剤を塗布する。
(もっと読む)
サーボ駆動成形プレス
板紙プレスウェアを製造する成形装置(10)は、サーボ駆動打抜きサブシステム(40)およびサーボ駆動製品成形サブシステム(60)と、タイミングおよび位置の精度を向上させるようにサーボ駆動サブシステム(20、40、60)を独立して制御するコンピュータによる制御システム(90)と、を有する。さまざまな構成要素サブシステムの独立した個々の電子制御により、製造および機械機能の遠隔制御および監視が可能になる。 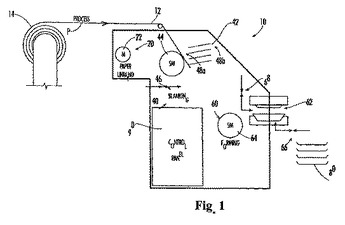 (もっと読む)
(もっと読む)
仕切付紙製容器の製造方法、仕切付紙製容器及び仕切付紙製容器の製造装置
【課題】 歩留まりよく仕切付紙製容器を製造することができる仕切付紙製容器の製造方法を提供する。
【解決手段】 紙製ブランク2を一対の金型3、4でプレス成形して仕切付紙製容器を製造する方法であって、一対の金型3、4を加熱して、この加熱した一対の金型3、4で紙製ブランク2を加熱しつつプレス成形して仕切付の紙製容器5を製造することにより前記課題を解決した。一対の金型が、メス金型3と、このメス金型3の上方に上下方向に移動可能に配置されたオス金型4とからなり、メス金型3が、オス金型4より高い温度に加熱されることが好ましい。また、紙製ブランク2が、100%パルプの紙基材を含むことが好ましい。
(もっと読む)
紙絞りトレー
【課題】容易な成形性、安価、及び軽量であるという従来の特徴を維持したまま、液漏れや、蓋材を封止する際に液噛みシールが防止できる紙絞りトレーを提供する。
【解決手段】紙絞りトレーにおいて、予め絞り成形部分に付与する罫線を側壁部罫線31Bとフランジ部罫線31Aとに分けて、底部11からフランジ部15へ向かう前記側壁部罫線31Bをフランジ部手前で分断し、前記フランジ部罫線31Aを前記側壁部罫線31Bの延長線から横方向へずらして設けることを特徴とし、また、上記側壁部罫線31Bのフランジ側の分断位置と、上記フランジ部罫線31Aの側壁側の位置が略同位置とし、さらに、上記側壁部罫線31Aのフランジ側の分断位置と、上記フランジ部罫線の側壁側の位置との間に罫線のない部分を設け、かつ、複数の上記側壁部罫線のフランジ側分断位置を結んだ位置へ液留め用罫線43を設けることも特徴とする。
(もっと読む)
ボード・トレイの製造方法、そのトレイ用のブランク、及びその方法によって得られたトレイ
本発明はボード・トレイ7を製造する方法、その方法に適したトレイ・ブランク、及びその方法で得られたトレイに関する。本方法は、プラスチック・コーティングされたボードのブランクを、底部3、側壁4及びリム・フランジ5を含むトレイ7に成形することを含み、ブランクはトレイの側壁及びリム・フランジを横断する方向に収縮される。本発明によれば、成形工程の間に被収縮部分でプラスチック・コーティングが二重に折り重なり、それ自体にシールされるようになることによって収縮部8を安定化するように、ブランクはプラスチック・コーティングの反対側の面を薄くされる。ブランクを薄くすることは、切欠き部が位置付けられる場所から繊維材の大部分を又は完全に除去するようにレーザ・ビームを用いてボード層を切削することにより、最も好都合に達成される。成形工程の結果、トレイのリム・フランジ5は、熱シールされた蓋でトレイを密閉することが可能な平滑なプラスチック表面を形成する。  (もっと読む)
(もっと読む)
紙製容器の製造法
【課題】本発明は紙製容器の底板を収容部内にアーチ状又は球状に膨入する湾曲形態を適切に形成できる紙製容器の製造法を提供する。
【解決手段】底板6と底板6から起立する四側板にて上方へ開口せる収容部を形成し、底板6が該収容部内にアーチ状又は球状に膨入した湾曲板から成る紙製容器1A(1B)の製造法において、上記四側板の内面を規制する四側面を有する型12A(12B)を用い、上記紙製容器1A(1B)の展開ブランク板1A′(1B′)の四側板を上記型12A(12B)の四側面に押し付けるように下方へ折り曲げて上記起立状態を形成すると共に、上記型12A(12B)に組み込んだ吸盤32で上記底板6を下方へ吸引することにより収容部内へアーチ状又は球状に膨入する湾曲状態に撓曲する紙製容器の製造法。
(もっと読む)
21 - 30 / 38
[ Back to top ]