
国際特許分類[B32B37/10]の内容
処理操作;運輸 (1,245,546) | 積層体 (52,471) | 積層体,すなわち平らなまたは平らでない形状,例.細胞状またはハニカム状,の層から組立てられた製品 (52,471) | 積層の方法または装置,例.硬化結合または超音波結合によるもの (722) | プレス技術に特徴のあるもの,例.真空または流体圧力の直接作用を用いるもの (131)
国際特許分類[B32B37/10]に分類される特許
41 - 50 / 131
フレームラミネート用ポリウレタンフォーム
【課題】優れた通気性と熱融着性を併せ持つフレームラミネート用ポリウレタンフォームを提供すること。
【解決手段】亜リン酸エステルを含み、且つ110〜300(cc/cm2/秒)の通気度を有することを特徴とするフレームラミネート用のポリウレタンフォーム;及びフレームラミネート用のポリウレタンフォームの表面に通気孔を有する表皮が融着されていることを特徴とする積層体。
(もっと読む)
積層体の製造方法
【課題】一対の基板間に挟持され、密封された硬化性樹脂組成物を硬化させて積層体を製造する方法において、減圧雰囲気を解除した時点で密封空間内の硬化性樹脂組成物層中に残留している空隙の径を小さくすることができ、それにより、該硬化性樹脂組成物層で中に残留している空隙が消滅するまでに要する時間を短縮することができる新規の方法の提供。
【解決手段】一対の基板間に挟持され、密封された硬化性樹脂組成物を硬化させて積層体を製造する方法において、一対の基板間に硬化性樹脂組成物が挟持された積層前駆体の形成を、雰囲気圧力Pが0.1〜1000Paであって、かつ、該雰囲気圧力の圧力勾配(ΔP/ΔT(Pa/sec))が、−1(Pa/sec)≦ΔP/ΔT≦0(Pa/sec)を満たす減圧雰囲気で実施すること、前記積層前駆体の形成から、前記減圧雰囲気のよりも雰囲気圧力が高い第2の圧力雰囲気下に前記積層前駆体を置く直前までの該雰囲気圧力の圧力変化量(ΔP(Pa))を、−1(Pa)≦ΔP≦2(Pa)に保持すること、および、前記積層前駆体を第2の圧力雰囲気下に置く際、該積層前駆体を加圧すること、を特徴とする積層体の製造方法。
(もっと読む)
包装材料積層体の製造方法、包装材料積層体及びそれを用いた包装体
【課題】接着剤及びアンカーコート剤を使用することなくシーラント層が積層された包装材料積層体の製造方法、包装材料積層体及びそれを用いて作製された包装体を提供する。
【解決手段】金属箔、金属または金属酸化物の蒸着膜、ガスバリア性を有する樹脂組成物層からなる群の中から選択された1つ以上のガスバリア層と、ヒートシール性を有する基材とを含む包装材料積層体及びその製造方法であって、該包装材料積層体10は、その片面に露出された第1の基材1と、それに隣接する熱可塑性樹脂フィルムからなる第2の基材3とが、接着剤及びアンカーコート剤を介することなく積層されてなるものであり、第1の基材1の接着面2と第2の基材3の接着面2のいずれか一方には、大気圧プラズマ処理装置を用いた表面改質により熱接着性改質層が形成され、他方にはエアコロナ処理がされた表面改質層または前記熱接着性改質層が形成されている。
(もっと読む)
ラミネート装置、及び画像記録体の作製装置

【課題】互いに圧接するロール対を支持する支持板の変形を抑制するラミネート装置を提供すること。
【解決手段】例えば、ラミネート装置として、一対の無端ベルト31で構成されるベルトニップ方式の装置を採用すると共に、第1支持板41Aにおける第2ロール群301Bのロール(第2加熱加圧ロール34B)に圧接される第1ロール群301Aのロール(第1加熱加圧ロール34A)を支持する支持部の周囲と第2支持板41Bにおける第1ロール群301Aのロール(第1加熱加圧ロール34A)に圧接される第2ロール群301Bのロール(第2加熱加圧ロール34B)を支持する支持部の周囲とを連結し、当該支持部の周囲における第1支持板41Aと第2支持板41Bとが離間する方向の移動を規制する規制連結部材43を設ける。
(もっと読む)
合わせガラスの予備接着装置
【課題】湾曲ガラス板間に中間膜を挟んで積層させ、該湾曲積層ガラス板の両外側面より押圧挟持して、湾曲ガラス板同士を中間膜によって接着させる。
【解決手段】前記湾曲ガラス板の上面に沿って一列に並設した複数の独立した上部ロール毎に湾曲ガラス板を上面側より押圧する上部ロール押圧手段と、湾曲ガラス板の下面に沿って一列に並設した複数の独立した下部ロールによって、湾曲ガラス板の下面側より押圧する下部ロール押圧手段と、前記複数の下部ロールの各頂部に当接する屈曲自在な下部側の屈曲自在ロールと、該下部側の屈曲自在ロールを回転駆動させる下部側のロール駆動手段とからなり、前記下部ロール押圧手段により下部ロールを介して下部側の屈曲自在ロールをガラス板の下面に押圧させて、上部ロールと下部側の屈曲自在ロールで前記湾曲ガラス板同士を挟持して接着させる。
(もっと読む)
自動化ドレープ形成装置
従来技術では、ドレープ形成操作は主に手動で実行され、積層速度をきわめて高速にすることができなかった。
本発明は、積層繊維プリフォームであって、樹脂を含浸して、複合材料から構成される成形部を製造するプリフォームを形成するドレープ形成工程を実施するための自動化装置に関する。本発明は、より詳細には、パネル、特に、基本的に二次元に延びるきわめて厚いパネルなどの成形部を製造するためのプリフォームの製造に関する。本発明の装置は、布積層ヘッド(10)をスペースを介して移動させ方向づけることが可能なマニプレータ(1)を含み、ここにおいて、該布積層ヘッドは、表面に通じる一つの吸引口を含み、工具や布積層ヘッド(10)とは別の作業台で織布を一枚ずつ把捉することが可能な巻胴と、次いで、該織布を圧縮する手段及び加熱する手段を含み、この織布をプリフォーム(70)上に連続的に載せるよう設計される手段とを含む。
(もっと読む)
積層体の製造方法
【課題】対向するプレートの間にシーリングシートを配設した積層体を流路確保を図った上で簡便に製造できる新たな手法を提供する。
【解決手段】対向するセパレーター20と熱可塑性樹脂製のシーリングシート30を積層した電池セル10をホットプレスを経て製造する場合、ホットプレスに先だって、シーリングシート30の第1シート内流路42に予め流路閉塞部材212を挿入して流路を閉塞しておく。これにより、ホットプレスのプレス圧に抗して第1シート内流路42の流路形状を維持する。ホットプレス終了後には、流路閉塞部材212の内部を減圧してその外形形状を収縮させる。この収縮により、流路閉塞部材212の周壁と第1シート内流路42の周壁との間に間隙42Sを形成し、この状態で、流路閉塞部材212を第1シート内流路42から引き抜く。
(もっと読む)
媒体抵抗性内側層を有するホース、その用途および製造方法
本発明は、少なくとも以下の層構造、すなわち、媒体抵抗性を有するアミン結合ゴム混合物でできた内側層(2)と、内側層(2)の外側にある過酸化物結合ゴム混合物でできた接着層(3)とを有し、内側層(2)と接着層(3)が接着性結合を形成しているホース(1)に関する。本発明によるホース(1)では、内側層(2)が、未配合AEM、AEM配合物、未配合ACMまたはACM配合物をベースとするゴム混合物を含み、接着層(3)が、未配合のEPMまたは未配合のEPDMをベースとするゴム混合物を含むことを特徴とする。ホース(1)は、強化支持層(4)と、外部からの影響に対する抵抗性を有するゴム混合物でできた外側層(5)とを追加で有することが多い。外側層は、未配合EPM、EPM配合物、未配合EPDMまたはEPDM配合物をベースとする過酸化物結合ゴム混合物を含むのが好ましい。さらに、本発明は、この種のホース(1)の特別な適用例および様々な製造方法に関する。  (もっと読む)
(もっと読む)
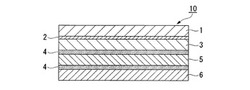
頑丈な包装積層材、包装積層材を製造する方法、及び、それから製造された包装容器
貫通孔、開口部又はスリット11aを備えた紙又は厚紙製のコア層11と、包装積層材10aの最も外側の面上に設けられたヒート・シール可能な熱可塑性材料製の第1の層と、包装積層材の最も内側の面上に設けられたヒート・シール可能な熱可塑性材料製の第2の層13と、コア層11と最も内側の熱可塑性層13との間に設けられた1つ又は複数のバリア層14とを備え、熱可塑性材料層12、13、及び、バリア層14の全ては、前記孔Haの領域内で相互に積層されて、バリア層と熱可塑性材料層との膜を形成する、包装積層材10a。包装積層材を製造する方法、及び、包装積層材から製作された包装容器。 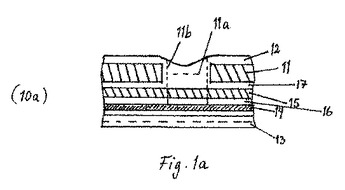 (もっと読む)
(もっと読む)
積層体の製造方法および製造装置
【課題】所望の垂直度・平行度の精度が悪化しないよう接着剤が完全に硬化した状態で積層体を取り出す積層体の製造方法および製造装置を提供する。
【解決手段】単板3を加熱する高周波加熱源5を外周に設けた保持ブロック体4の下方に、冷却回路15を有し、積層された単板3を側方加圧する複数の保持ブロックからなる保持ブロック体14を配置し、単板3を保持ブロック体14で加圧規制しながら溶融した単板3に塗布された接着剤を冷却回路15により溶融硬化反応温度まで下げ、接着剤を完全に固化させた後に、保持ブロック体14から接着積層された複数枚の単板3を順次押し出して積層体6を得る。
(もっと読む)
41 - 50 / 131
[ Back to top ]