
国際特許分類[B65G43/08]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | 制御,例.安全,警報,調整装置 (526) | 供給され,運搬され,または,排出される物品または,物質によりコントロールされる制御装置 (219)
国際特許分類[B65G43/08]に分類される特許
1 - 10 / 219
コンベヤベルト装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
搬送設備インターロック方法
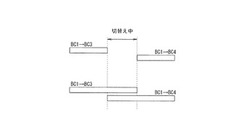
【課題】故障発生時にも適切なオンロード切替えを可能にする。
【解決手段】ダンパDA1、ダンパDA2、ベルトコンベヤBC3、及びベルトコンベヤBC4の少なくとも一つで異常が発生したときに、ベルトコンベヤBC1及びベルトコンベヤBC2のうち、異常が発生した箇所の上流側を認識し、停止させる。また、ダンパDA1又はダンパDA2の一方の搬送経路を切替えている途中で、異常が発生したら、ダンパDAの搬送経路を切替えている間は、搬送経路がベルトコンベヤBC3及びベルトコンベヤBC4の双方に接続されているものと認識し、異常が発生した箇所の上流側のベルトコンベヤBCを停止させる。
(もっと読む)
物品搬送方法及び物品搬送装置

【課題】物品や容器のサイズ或いは容器内への物品の詰め合わせ状態などに応じた複数の物品の供給形態に対応可能な物品搬送方法及び物品搬送装置を提供する。
【解決手段】所定間隔毎に搬送される物品搬送コンベヤ2上の複数の物品1を吸着手段で吸着し、所定間隔毎に搬送される容器搬送コンベヤ4の第一コンベヤ5上の容器3に各物品1を載置して該容器3と共に搬送する際に、指定手段により第一の制御プログラムに切り替えられた状態では複数の物品1の夫々に対応した位置に配備された吸着具が各物品1を夫々吸着してまとめて容器3の一つに載置し、また、指定手段により第二の制御プログラムに切り替えられた状態では物品1を夫々吸着している吸着具の間隔を容器搬送コンベヤ4の第一コンベヤ5上の複数の容器3の間隔に合わせて該複数の容器3に夫々の物品を載置する。
(もっと読む)
物品の供給方法
【課題】 複数の供給元ブロックにある多数の荷を一本の本流コンベアによってその下流にある複数の供給先ブロックへ要求順番通りに供給するとともに、各供給先ブロックに平等に1個ずつ同時並行的に且つ一定時間間隔に供給する。
【解決手段】 4基のストレージコンベアからなる供給元ブロックと、3基の出荷ラインからなる供給先ブロックとを一本の本流コンベアでもって連絡し、本流コンベアから出荷ラインへの移載装置を備え、コンピュータのプログラムとメモリーを使って本流コンベアの中間に仮想K点を設定し、各供給元ブロックのストレージコンベアと供給先ブロックとの対応性を記憶し、各供給先ブロックから選別された出荷ラインで複数のライン組を設定して記憶し、ライン組から同じ要求順番の荷を選択して仮想K点を通過する仮想荷列を作定し、ストレージコンベアの切出しと移載装置の移載を作定の荷列となるようにコンピュータCOMで制御する。
(もっと読む)
物品投入設備および物品投入方法
【課題】集品容器を搬送する搬送装置の加速中または減速中であっても、投入装置により、搬送される集品容器に間違いなく物品を投入することができる物品投入設備および物品投入方法を提供する。
【解決手段】搬送装置14の集品容器12を搬送する速度を加速中または減速中の場合において、集品容器12の現在位置と、投入装置15の動作時間Tnの経過後に集品容器12が現在位置Eから移動する予測距離Fを加算した投入目標位置E+Fを求め、投入目標位置E+Fが投入装置15による物品の投入位置Gに達したときに、投入装置15による物品の投入動作を開始させる構成とした。
(もっと読む)
搬送設備および被搬送物の位置追跡データの修正方法
【課題】搬送装置上の所定の被搬送物の実際の位置と位置追跡データとの不一致の修正を的確に行うことができる搬送設備および被搬送物の位置追跡データの修正方法を提供する。
【解決手段】集品容器の位置追跡データ12bから搬送方向につき下流側の一定距離の範囲の位置を搬送される物体を検知した場合、検知した物体を集品容器以外の物体13aとみなして、集品容器の位置追跡データ12bの置き換えを行わないようにした。
(もっと読む)
鋼板の精整ライン搬送方法
【課題】退避位置に鋼板を退避させ、また搬送経路を変更することもできる鋼板の搬送方法の提供。
【解決手段】剪断後の鋼板を搬送する精整ラインであり、第1渋滞判定ゾーンの鋼板占有率がA%未満の場合は第2搬送テーブル列に鋼板を搬送し、第1渋滞判定ゾーンの鋼板占有率がA%以上で且つ、第1搬送テーブル列の後方に設定された第2渋滞判定ゾーンの鋼板占有率がB%以上の場合は第1仮置場に鋼板を仮置し、第1渋滞判定ゾーンの鋼板占有率がA%以上、第2渋滞判定ゾーンの鋼板占有率がB%未満且つ、第2トランスファー以降第2搬送テーブル列前方に設定された第3渋滞判定ゾーンの鋼板占有率がC%以上の場合は第2仮置場に鋼板を仮置し、第1渋滞判定ゾーンの鋼板占有率がA%以上、第2渋滞判定ゾーンの鋼板占有率がB%未満且つ、第3渋滞判定ゾーンの鋼板占有率がC%未満の場合は第2搬送テーブル列に鋼板を搬送する。
(もっと読む)
大塊搬送物検知システム
【課題】大塊搬送物を好適に検知することが可能な大塊搬送物検知システムを提供する。
【解決手段】大塊ずり検知システム1は、ずり2を搬送するベルト12を有するベルトコンベア10と、ベルト12上のずり2に光を照射する照明部30と、光が照射されたずりを時間を空けて複数回撮影する撮影部40と、ずりに一方から光が照射された時刻t1に撮影された第一の画像とベルト12の走行によってずりに他方から光が照射された時刻t2(>t1)に撮影された第二の画像とに基づいて、大塊ずりを検知する大塊ずり検知部53bと、を備え、大塊ずり検知部53bは、ベルト12の速度をvとしたとき、v・(t2−t1)に基づいて第一の画像及び第二の画像の位置合わせを行って第一の画像及び第二の画像の論理積画像を生成し、論理積画像から大塊ずりを検知する。
(もっと読む)
スクリューコンベア装置
【課題】搬送物の瞬間輸送量及び累積輸送量を測定することができるスクリューコンベア装置を提供する。
【解決手段】トラフ2が、測定部Aのトラフ2Aと、搬送部Bのトラフ2Bとによって構成され、トラフ2Aとトラフ2Bとが、ジョイント部12において、弾性シール材16を介して弾性的に接続され、スクリュー3のシャフト8に、スクリュー3の送り速度を計測する速度検出器13が接続され、その計測値が積算計に送信されるように構成され、トラフ2Aと、これを支持する脚部5との間に、導入された搬送物の重量を計測するロードセル20が配置され、その計測値が積算計に送信されるように構成され、これらの計測値に基づいて、搬送物の瞬間輸送量が算出されるように構成した。
(もっと読む)
部品搬送装置
【課題】トレイに載置された電子部品の載置状態の検出を、迅速かつ適切に行うことのできる部品搬送装置を提供する。
【解決手段】トレイ検査装置は、トレイ18に載置されたICチップの載置状態を検査する。トレイ検査装置は、トレイ18を待機させる待機位置P1及びトレイ18との間でICチップの給排を行う作業位置P2の間でトレイ18を往復移動させるトレイ搬送装置C1〜C6と、トレイ搬送装置C1〜C6によるトレイ18の搬送路に設けられるとともに、トレイ18の幅に対応する検出範囲を有してICチップの載置状態を非接触にて検出するラインセンサー46と、ラインセンサー46による検出情報に基づいてICチップの載置状態の適否を判定するトレイ状態判定部とを備える。
(もっと読む)
1 - 10 / 219
[ Back to top ]