
国際特許分類[B65H54/28]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | 線条材料の巻取り,内巻きまたは折重ね (690) | リール,ボビン,管または同様のパッケージ巻芯または巻枠に材料を巻取り,トラバースすること (536) | トラバース装置;パッケージ形成装置 (193)
国際特許分類[B65H54/28]の下位に属する分類
一定のストロークで往復動または振動する糸ガイドをもつもの (29)
可変ストロークで往復動または振動する糸ガイドを持つもの (14)
補助巻きを作るためのもの,例.トランスファテール (19)
糸ガイドの漸進または漸昇機構,例.コップ形成装置 (2)
国際特許分類[B65H54/28]に分類される特許
21 - 30 / 129
糸巻取機
【課題】糸ガイド部に素早く糸を案内可能であって、パッケージ端部の品質低下を防止可能な糸巻取機を提供する。
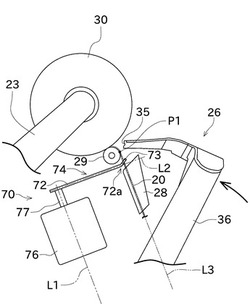
【解決手段】自動ワインダは、巻取ボビンを回転可能に支持するクレードル23と、パッケージ30と接触して回転する接触ローラ29と、トラバースアーム74と、トラバースアーム74を回転駆動するトラバース駆動モータ76と、を備える。トラバースアーム74の先端側には、糸を案内するための糸ガイド部73が配置されており、この糸ガイド部73によって糸を綾振りする。糸ガイド部73は、先端側で糸を規制する終端部と、当該終端部に糸を案内するようにトラバースアーム74の基端側に開口している開放部と、を有する。そして、接触ローラ29の軸方向で見たときに、トラバースアーム74の回転軸線L1と、綾振りの端部における糸ガイド部73近傍の糸道を延長した糸道線L3と、が鋭角をなして交わるか平行である。
(もっと読む)
糸巻取機

【課題】パッケージ端部の品質低下を防止しつつ、綾振アームと糸案内手段との衝突を確実に防止できる糸巻取機を提供する。
【解決手段】自動ワインダは、給糸部と、クレードル23と、接触ローラ29と、トラバースアーム74と、トラバース駆動モータ76と、スプライサ装置と、上糸捕捉部材26と、を備える。クレードル23は、巻取ボビンを回転可能に支持する。接触ローラ29は、パッケージ30と接触して回転する。トラバースアーム74は、その先端側の糸ガイド部73によって糸を綾振りする。トラバース駆動モータ76は、トラバースアーム74を回転駆動する。スプライサ装置は、糸端同士を繋ぐ。上糸捕捉部材26は、パッケージ30側の糸端を捕捉可能である。接触ローラ29の軸方向で見た場合、トラバースアーム74の回転軸線L1と、綾振り幅の端部における糸ガイド部73近傍の糸道を延長した糸道線L3と、が鋭角をなして交わるか平行である。
(もっと読む)
糸巻取機
【課題】様々なボビン形状に対応して高品質なコーン巻きパッケージを形成することができる糸巻取機を提供する。
【解決手段】自動ワインダは、クレードルと、接触ローラ29と、トラバース装置と、を備える。クレードルは、糸のパッケージ30が巻き取られる巻取ボビン22を回転可能に支持する。接触ローラ29は、パッケージ30と接触回転する。トラバース装置は、接触ローラ29とは独立して設けられ、パッケージ30の表面に糸をトラバースする。また、接触ローラ29は、テーパ形状に形成される。そして、当該接触ローラ29の大小径比(d2/d1)は、巻取ボビン22の大小径比(D2/D1)よりも小さくなっている。
(もっと読む)
紡績機に用いられるドラフト機構
本発明は、紡績機であって、該紡績機のドラフト機構が、第1のボトムローラ(22)と、第1のトップローラ(21,41,71)とから成る第1のローラ対を備えたドラフト機構ユニット(35,65,95)を含み、該ドラフト機構ユニット(35,65,95)は構成アッセンブリとして形成されており、該構成アッセンブリは固定装置(11,59)を用いて紡績機に着脱自在に固定されている形式の紡績に関する。ドラフト機構ユニット(35,65,95)は有利には1つの紡出部のために設計されているか、または2つの隣接し合った紡出部のためのツインドラフト機構ユニットとして設計されている。このドラフト機構ユニットは、第1のローラ対と共にドラフト機構のドラフトゾーンを形成する別のローラをも有することができる。  (もっと読む)
(もっと読む)
線材の巻回装置
【課題】線材繰出手段の繰り出した線材と端板との接触を高い信頼性で検出し、線材と端板との実際の接触後に、線材繰出手段の相対移動の方向を所望のタイミングで反転させる。
【解決手段】揺動体手段13が、線材繰出手段7に揺動自由に支持され、線材繰出手段7における前記相対移動の方向に対する線材Lの繰り出し角度αの変化に応じて、線材繰出手段7の繰り出した線材Lにより繰り出し角度αの変化した方向へ案内されて揺動位置を変化させる。そして、光路形成手段(光ファイバ)15a〜15d,16a〜16dが、揺動体手段13の揺動位置の変化に応じて揺動体手段13による遮断状態が変化する光路P1〜P4、を形成する。さらに、接触検出手段9が、光路P1〜P4の遮断状態の変化に基づいて、線材Lと端板103との接触を検出し、移動方向反転手段11が、接触検出手段9が前記接触を検出したとき、線材繰出手段7の相対移動の方向を反転させる。
(もっと読む)
光ファイバの巻取り方法
【課題】ボビンの鍔周辺の盛り下がりがなくなり、これに起因した巻段差・巻き不良の発生を低減させることができる光ファイバの巻取り方法及び巻取り装置を提供する。
【解決手段】光ファイバ11をボビン17に巻き取る光ファイバの巻取り方法において、ボビン鍔41におけるトラバース反転位置を、巻取り層数の増大に応じてボビン鍔41の外側方向に移動させる。トラバース反転位置は、巻取り層数と比例関係となるように移動させる。
(もっと読む)
レベルワウンドコイル、レベルワウンドコイルの梱包体
【課題】LWCの質量が大きい場合、複数積み重ねられている場合、並びに巻き層数及び1層あたりの巻き数が多い場合においても、ETS方式によるアンコイルの際に管の折れ、変形及び擦り疵が発生せず、引っ掛かりなく巻き解くことができ、あんこ変色が発生しないレベルワウンドコイル及びレベルワウンドコイルの梱包体を提供する。
【解決手段】レベルワウンドコイル110を構成する銅又は銅合金管1は、外表面にシリコン油を含む油が塗布された後焼鈍されたものである。高周波グロー放電発光分光分析法により分析したときの管の表面から20nmまでの表層部におけるSi濃度の最大値が0.3乃至30原子%である。レベルワウンドコイル110は、底部における内層側からその1層外層側への巻き層移行部の移行開始端の位置が、外層側への巻き層の増加に伴ってレベルワウンドコイルの巻き方向と逆方向に推移していく。
(もっと読む)
ベルト式トラバース装置
【課題】ロータ−ベルト間結合関係の変化、即ちベルトの歯飛びをピンポイントに検出する技術を提供する。
【解決手段】ベルト式トラバース装置34は、無端ベルト42に取り付けられている糸ガイド33が原点センサ50の正面に至ったことを検出可能な原点センサ50と、ACサーボモータ44のロータの角度位置を検出するためのエンコーダ49と、無端ベルト42の糸ガイド33が原点センサ50の正面に至ったことを原点センサ50が検出したときの上記の角度位置に変化があるかを判定する変化判定部63と、を備えている。
(もっと読む)
トラバース装置の制御装置
【課題】パッケージの密度の軸方向における不均一性を解消する技術を提供する。
【解決手段】トラバース装置34のトラバース制御部80は、糸ガイド33の位置と、その位置における前記糸ガイド33の走行速度と、の関係である位置−速度パターンを供給する位置−速度パターン生成部60と、位置−速度パターン生成部60によって供給された位置−速度パターンと、エンコーダ49によって検知された前記糸ガイド33の現在位置と、に基づいて前記糸ガイド33の目標とする走行速度を計算する目標速度計算部61と、前記目標速度計算部61によって計算された走行速度に基づいて前記糸ガイド駆動手段の動作を制御する駆動制御手段と、を備える。
(もっと読む)
トラバース装置の制御装置
【課題】実際の折り返し点をパッケージの軸方向で揃えるための技術を提供する。
【解決手段】時間−速度制御の進入パターンPsを供給する進入パターン生成部72と、時刻tを供給する時刻供給部74と、前記進入パターン生成部72によって供給された進入パターンPsと、前記時刻供給部74によって供給された時刻tと、に基づいて前記糸ガイド33の目標走行速度Vt1を計算する進入目標速度計算部73と、前記進入目標速度計算部73によって計算された目標走行速度Vt1に基づいて糸ガイド駆動手段の動作を制御する進入駆動制御手段と、を更に備える。進入パターンPsのうち、前記糸ガイド33が目標の折り返し点Bへ到達する予定の時刻tの直前の期間としての到達直前期間(時刻t(b)〜時刻t(c、d))では、前記糸ガイド33の目標走行速度Vt1が一定に設定される。
(もっと読む)
21 - 30 / 129
[ Back to top ]