
国際特許分類[C04B41/89]の内容
化学;冶金 (1,075,549) | セメント;コンクリート;人造石;セラミックス;耐火物 (33,771) | 石灰;マグネシア;スラグ;セメント;その組成物,例.モルタル,コンクリートまたは類似の建築材料;人造石;セラミックス;天然石の処理 (33,771) | モルタル,コンクリート,人造石またはセラミックスの後処理;天然石の処理 (2,235) | セラミックスのみの (1,631) | 被覆または含浸 (1,445) | 異なった組成を有する少なくとも2つの積層された被覆を得るためのもの (254)
国際特許分類[C04B41/89]の下位に属する分類
被覆の少なくとも1つは金属であるもの (61)
国際特許分類[C04B41/89]に分類される特許
21 - 30 / 193
ヒータの製造方法および成膜装置
【課題】SiC膜のエピタキシャル成長に使用可能なヒータの製造方法を提供する。
【解決手段】ヒータは、通電により発熱する発熱体を備える。発熱体は、所定の形状と電気比抵抗を有するSiC焼結体1を得た後、SiC焼結体1の表面を複数層のSiC薄膜2〜5で被覆することにより得られる。複数層のSiC薄膜2〜5は、それぞれ異なる成膜温度で形成され、外側の層ほど高い成膜温度である。各成膜温度は、1400℃±50℃、1600℃±50℃、1800℃±50℃、2000℃±50℃とすることが好ましい。
(もっと読む)
耐プラズマ特性を備えたグラファイト部材

【課題】 耐プラズマ特性を備え、かつパーティクルの発生が少ないグラファイト部材を提供する。
【解決手段】 本発明のグラファイト部材は、グラファイト部材の表面全体あるいは一部を下地となる緩衝膜で覆い、さらに前記緩衝膜の表面全体あるいは一部を保護膜で覆われていることを特徴とする。
膜密着強度が10kg/cm2以上500kg/cm2未満であること、前記緩衝膜が、5μm以下の厚さであること、前記保護膜の粒子径が、3μm以下であること、前記保護膜はが、CVD法により成膜された窒化アルミニウムであること、がそれぞれ好ましい。
(もっと読む)
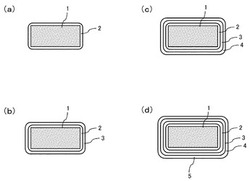
ボーンチャイナ製品及びその製造方法
【課題】人工オパールの脱離を防止でき、審美性に優れたボーンチャイナ製品及びその製造方法を提供すること。
【解決手段】人工オパール粒子45を装着してなるボーンチャイナ製品1である。ボーンチャイナ素地2とその表面に配された下地釉薬層3とこの上に配された表面釉薬層4とを有する。表面釉薬層4には、人工オパール粒子45が分散されている。ボーンチャイナ製品1は、第一焼成工程と第二焼成工程とを行って製造する。第一焼成工程においては、ボーンチャイナ素地2に下地釉薬を塗布して焼成し、下地釉薬層3を形成する。第二焼成工程においては、下地釉薬層3上に、釉薬中に人工オパール粒子を分散してなるオパール釉薬を塗布し、さらに表面釉薬を塗布して焼成する。
(もっと読む)
耐環境コーティングを製造するための溶剤系スラリー組成物及び該組成物からなる耐環境コーティング
【課題】ガスタービンエンジンに存在する高温水蒸気環境での使用に適したセラミック部品用の耐環境コーティングを提供する。
【解決手段】耐環境コーティング12を製造するための有機溶剤系スラリー組成物は、約6.8wt%〜約96.1wt%の溶剤、約3.9wt%〜約93.2wt%の主要材料、及びスラリー焼結助剤からなる。
(もっと読む)
耐環境コーティングを製造するための水系スラリー組成物及び該組成物からなる耐環境コーティング
【課題】ガスタービンエンジンに存在する高温水蒸気環境からCMCを保護するための耐環境コーティングを提供する。
【解決手段】耐環境コーティング12を製造するため、約1wt%〜約99.9wt%の水、約0.1wt%〜約72wt%の主要遷移材料、約0.1wt%〜約59.3wt%のLnb希土類金属スラリー焼結助剤、及び約0.1wt%〜約20.6wt%のSiO2スラリー焼結助剤からなる遷移層スラリーから製造される少なくとも1つの遷移層16と、選択的に、約1wt%〜約99.9wt%の水及び約0.1wt%〜約72wt%の主要外部材料からなる外層スラリーから製造される外層20と、約1wt%〜約99.9wt%の水及び約0.1wt%〜約72wt%の主要柔軟材料からなる柔軟層スラリーから製造される柔軟層18のいずれか1つ以上とからなる構成とする。
(もっと読む)
高温セラミック部品用の溶剤系耐環境コーティング
【課題】ガスタービンエンジンに存在する高温水蒸気環境内で使用するのに適したセラミック部品用の耐環境コーティングの提供。
【解決手段】高温セラミック部品用の耐環境コーティング12は、ボンドコート層14と;任意のシリカ層15と;少なくとも1つの遷移層16であって、希土類二ケイ酸塩又はドープ希土類二ケイ酸塩からなる該遷移層の約85〜約99容量%の主要遷移材料と、予め定義したドープ組成物からなる二次材料、及びそれらの混合物からなる群から選択される、該遷移層の1〜約15容量%の二次材料を含む、少なくとも1つの遷移層16とからなる。この遷移層は、少なくとも有機溶剤、主要遷移材料及び少なくとも1つのスラリー焼結助剤からなるスラリーとして部品に塗布され、スラリー焼結助剤と主要遷移材料の間の反応によって、その0%〜約15容量%の多孔率を有する遷移層が形成される。
(もっと読む)
焼結助剤を用いた耐環境コーティングの製造方法
【課題】ガスタービンエンジンに存在する高温水蒸気環境からCMCを保護するための耐環境コーティングの製造方法を提供する。
【解決手段】焼結助剤を用いた耐環境コーティング12の製造方法は、ボンドコート層14をセラミック部品10に塗布するステップと、少なくとも水と、希土類二ケイ酸塩又はドープ希土類二ケイ酸塩からなる主要遷移材料とを混ぜ合わせて遷移層スラリーを製造するステップと、同様に、希土類一ケイ酸塩とを混ぜ合わせて外層スラリーを製造するステップと、又同様に、BSAS又は希土類ドープBSASとを混ぜ合わせて柔軟層スラリーを製造するステップと、少なくとも遷移層スラリーと、外層スラリー及び柔軟層スラリーのいずれか1つ以上を塗布するステップと、部品を焼結させて、ボンドコート層、遷移層16、及び外層20又は柔軟層18のいずれか1つ以上を少なくとも有するステップとからなっている。
(もっと読む)
焼結助剤を用いた水系耐環境コーティングの製造方法
【課題】ガスタービンエンジンに存在する高温水蒸気環境からCMCを保護するための耐環境コーティングの製造方法の提供。
【解決手段】焼結助剤を用いた耐環境コーティング12の製造方法は、ボンドコート層14をセラミック部品10に塗布するステップと、遷移層スラリ、外層スラリー、及び柔軟層スラリーをそれぞれ製造するステップと、少なくとも遷移層スラリーと、外層スラリー又は柔軟層スラリーのいずれか1つ以上を部品10に塗布するステップと、該部品を乾燥させるステップと、焼結助剤溶液を塗布されたスラリー層に浸透させるステップと、部品を焼結させて、少なくともボンドコート層14、遷移層16、及び外層20又は柔軟層18のいずれか1つ以上を有する耐環境コーティング12を製造する。焼結中に、主要材料と焼結助剤の間の反応により、多孔率を有する遷移層、外層、及び柔軟層が形成される。
(もっと読む)
耐環境コーティングの表面粗度を向上させる方法及び表面粗度が向上した耐環境コーティングを有する部品
【課題】プラズマ溶射EBCの表面粗度を向上させる方法を提供する。
【解決手段】耐環境コーティング12の表面粗度を向上させる方法は、プラズマ溶射耐環境コーティングを有する部品10を用意するステップと、遷移層スラリー又は外層スラリーからなるスラリーを部品の耐環境コーティングに塗布するステップと、塗布されたスラリーを有する耐環境コーティングを乾燥させるステップと、部品を焼結させて、向上した表面粗度を有する部品を製造するステップとからなっており、スラリーは、溶剤と、主要遷移材料又は主要外部材料と、スラリー焼結助剤とからなる。
(もっと読む)
焼結助剤を用いた耐環境コーティングの製造方法
【課題】ガスタービンエンジンに存在する高温水蒸気環境からCMCを保護するための耐環境コーティングを提供する。
【解決手段】少なくとも水と、ムライト、BSAS、又はムライト/BSAS混合物からなる主要遷移材料とを混ぜ合わせて遷移層スラリーを製造するステップと、遷移層スラリーをセラミック部品10に塗布するステップと、少なくとも水と、BSASからなる主要外部材料とを混ぜ合わせて外層スラリーを製造するステップと、外層スラリーを塗布された遷移層スラリーを有する部品に塗布するステップと、部品を焼結させて、少なくとも遷移層16及び外層18を有する耐環境バリアコーティングを製造するステップとからなり、遷移層スラリー又は外層スラリーの少なくとも1つはスラリー焼結助剤を有しており、遷移層はその0〜約30容量%の多孔率を有し、外層はその0〜約15容量%の多孔率を有する。
(もっと読む)
21 - 30 / 193
[ Back to top ]