
国際特許分類[C08J9/18]の内容
化学;冶金 (1,075,549) | 有機高分子化合物;その製造または化学的加工;それに基づく組成物 (224,083) | 仕上げ;一般的混合方法;サブクラスC08B,C08C,C08F,C08GまたはC08Hに包含されない後処理 (26,873) | 多孔性または海綿状の物品または物質にするための高分子物質の処理;その後処理 (4,816) | 発泡性粒子の製造 (454) | 発泡剤を重合体粒子に含浸させるもの (268)
国際特許分類[C08J9/18]に分類される特許
21 - 30 / 268
ポリオレフィン系樹脂発泡粒子の製造方法
【課題】ポリオレフィン系樹脂発泡粒子の製造方法において、従来よりも気泡径の大きい、発泡倍率が高くても、気泡径の均一性が向上した発泡粒子を得ることができる、ポリオレフィン系樹脂発泡粒子の製造方法を提供することを目的とする。
【解決手段】ポリオレフィン系樹脂(A)と、次式(I)で表される硫酸塩無水物(B)とを押出機内で溶融混練してポリオレフィン系樹脂溶融物とし、該樹脂溶融物を造粒してポリオレフィン系樹脂粒子を得、該樹脂粒子を密閉容器内において水性分散媒に分散させるとともに、加熱下で該樹脂粒子に物理発泡剤を含浸させて発泡性樹脂粒子とした後、該発泡性樹脂粒子を水性分散媒と共に密閉容器内の圧力よりも低圧下に放出して発泡させて、発泡粒子とするポリオレフィン系樹脂発泡粒子の製造方法。
MIMIII(SO4)2・・・・・(I)
上記式(I)中、MIは1価の陽イオン、MIIIは3価の金属イオンである。
(もっと読む)
帯電防止性を有する発泡性スチレン系樹脂粒子、その製造方法、予備発泡粒子及び発泡成形体
【課題】帯電防止性に優れた発泡性スチレン系樹脂粒子を提供することを課題とする。
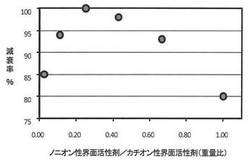
【解決手段】スチレン系樹脂粒子に、界面活性剤の存在下で、発泡剤を乾式含浸させて発泡性樹脂粒子を得るに際して、前記界面活性剤が、前記スチレン系樹脂粒子100重量部に対して、1〜4重量部使用され、かつ重量比1:0.03〜0.8の割合でカチオン性界面活性剤と非水溶性のノニオン性界面活性剤とを含むことを特徴とする帯電防止性を有する発泡性スチレン系樹脂粒子の製造方法により上記課題を解決する。
(もっと読む)
盛土用構造物及びその製造方法

【課題】圧縮強度に優れた盛土用構造物を提供する。
【解決手段】盛土用構造物が、ポリスチレン系樹脂成分と、スチレン単量体と分子中に3〜10個のビニル基とエステル基を有する単量体に由来するトルエン不溶ゲル分とを含む複数の発泡樹脂粒子の融着体からなる発泡成形体であり、前記発泡成形体が、1〜70質量%の割合のトルエン不溶ゲル分を含み、ATR法赤外分光分析により測定された前記発泡樹脂粒子界面付近の赤外線吸収スペクトルから得られる1735cm-1及び1600cm-1での吸光度比(D1735/D1600)が0.1〜2の範囲であり、前記発泡樹脂粒子中心の吸光度比(D1735/D1600)が、前記発泡樹脂粒子界面付近の吸光度比(D1735/D1600)より、0.6以上低いことを特徴とする盛土用構造物により上記課題を解決する。
(もっと読む)
帯電防止性を有する発泡性スチレン系樹脂粒子、その製造方法、予備発泡粒子及び発泡成形体
【課題】帯電防止性に優れた発泡性スチレン系樹脂粒子を提供することを課題とする。
【解決手段】スチレン系樹脂粒子に、界面活性剤の存在下で、水性媒体中において発泡剤を湿式含浸させて発泡性樹脂粒子を得るに際して、前記界面活性剤が、前記スチレン系樹脂粒子100重量部に対して、0.3〜1.5重量部使用され、かつ重量比1:5〜400の割合でアニオン性界面活性剤と非水溶性のノニオン性界面活性剤とを含むことを特徴とする帯電防止性を有する発泡性スチレン系樹脂粒子の製造方法により上記課題を解決する。
(もっと読む)
複合樹脂粒子、発泡性複合樹脂粒子、予備発泡粒子および発泡成形体
【課題】高倍数を有し、耐衝撃性にも優れた発泡成形体を得ることができる複合樹脂粒子を提供することを課題とする。
【解決手段】樹脂成分として、ポリエチレン系樹脂100質量部とポリスチレン系樹脂200〜900質量部とを含み、前記ポリエチレン系樹脂が、0.900〜0.916g/cm3の密度、190℃、2.16kgの荷重下で測定される1.0〜5.0g/10分のメルトフローレートおよび88〜95℃のビカット軟化温度を有することを特徴とする複合樹脂粒子により課題を解決する。
(もっと読む)
シード重合用ポリエチレン系樹脂粒子、複合樹脂粒子、それらの製造方法、発泡性複合樹脂粒子、予備発泡粒子および発泡成形体
【課題】微粒子と凝集粒子の含有量の少ない複合樹脂粒子の製造方法を提供することを課題とする。
【解決手段】ポリエチレン系樹脂を少なくとも含む樹脂組成物を210〜320℃の溶融混錬温度で押出し、得られた押出物を50〜80℃の水流温度の水流中で切断することによってポリエチレン系樹脂粒子を製造することを特徴とするシード重合用ポリエチレン系樹脂粒子の製造方法により課題を解決する。
(もっと読む)
シード重合用ポリプロピレン系樹脂粒子の製造方法、シード重合用ポリプロピレン系樹脂粒子、複合樹脂粒子の製造方法、複合樹脂粒子、発泡性複合樹脂粒子、予備発泡粒子および発泡成形体
【課題】微粒子と凝集粒子の含有量の少ない複合樹脂粒子を得ることができるシード重合用ポリプロピレン系樹脂粒子の簡便な製造方法を提供することを課題とする。
【解決手段】ポリプロピレン系樹脂を少なくとも含む樹脂組成物を230〜280℃の溶融混練温度で押出し、得られた押出物を50〜70℃の水流温度の水流中で切断することによってポリプロピレン系樹脂粒子を製造することを特徴とするシード重合用ポリプロピレン系樹脂粒子の製造方法により課題を解決する。
(もっと読む)
シード重合用ポリプロピレン系樹脂粒子、その製造方法、複合樹脂粒子、発泡性複合樹脂粒子、予備発泡粒子および発泡成形体
【課題】高倍数を有し、黒色で外観に優れ、高い遅燃性を有する発泡成形体を得ることができるシード重合用ポリプロピレン系樹脂粒子を提供することを課題とする。
【解決手段】樹脂成分としてポリプロピレン系樹脂を含む樹脂粒子100質量部中にカーボンブラックを2〜10質量部の割合で含み、前記樹脂粒子表面の10μm×10μmの部分を2000倍で撮影した透過型電子顕微鏡写真において、平均面積が1.0×104〜9.9×104nm2である前記カーボンブラックの分散構造を有することを特徴とするシード重合用ポリプロピレン系樹脂粒子により課題を解決する。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】リサイクル樹脂などの発泡剤を含まない樹脂を混合して押出発泡した場合でも高発泡倍数の発泡成形体が得られ、また押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】熱可塑性樹脂に炭素数6以下の炭化水素からなる発泡剤が6〜20質量%含有された加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に炭素数6以下の炭化水素からなる発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、前記発泡剤含有熱可塑性樹脂粒子を製造する方法。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】発泡剤が含有された熱可塑性樹脂粒子であって、安息角が25°〜45°の範囲内であり、且つ粒子径の変動係数(CV値)が20%以下であることを特徴とする加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、安息角が25°〜45°の範囲内であり、且つ粒子径の変動係数(CV値)が20%以下である加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子を得る製造方法。
(もっと読む)
21 - 30 / 268
[ Back to top ]