
国際特許分類[C21C7/076]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 銑鉄の処理,例.精製,錬鉄または鋼の製造;鉄系合金の溶融状態での処理 (3,894) | グループ1/00〜5/00に包含されない溶融鉄系合金,例.鋼,の処理 (1,907) | 処理剤の添加による不純物の除去 (1,038) | 処理剤としてのスラグまたは溶剤の使用 (159)
国際特許分類[C21C7/076]に分類される特許
1 - 10 / 159
連続鋳造におけるモールドパウダー評価方法、該評価方法を用いた連続鋳造方法
【課題】長時間操業によるモールドパウダーの微妙な変化をとらえ適切な連続鋳造を可能とする連続鋳造におけるモールドパウダ評価方法、該方法を用いた連続鋳造方法を提供する。
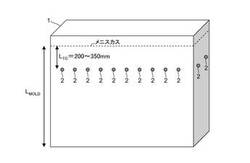
【解決手段】鋳型銅板におけるメニスカス位置から下方200〜350mm位置で、かつ鋳型銅板溶鋼側表面から5〜15mmの深さに埋没設置した熱電対の熱電対2温度を用いて、下式で与えられる現在時刻から過去10秒間の平均熱電対温度T_TC10と現在の熱電対温度T_TCの温度勾配ΔT_TCを求め、該温度勾配ΔT_TCが、0.05回/min以上の頻度でΔT_TC>10(℃/sec)となる場合をモールドパウダー異常であると評価することを特徴とする。ΔT_TC=(T_TC10-T_TC)/Δt。但し、Δt:サンプリング時間(sec)。
(もっと読む)
溶鋼中炭素濃度の調整方法

【課題】RH式真空脱ガス処理中に、その処理後の溶鋼中C濃度を0.010〜0.050%の範囲とする溶鋼のC濃度調整方法であって、そのRH処理後のC濃度を目標値±0.001%以内に制御する方法を提供することである。
【解決手段】RH式真空脱ガス処理中に、その処理中溶鋼のC濃度を0.005〜0.010%高める加炭処理を行うことによって、その加炭処理後の溶鋼中C濃度を0.010〜0.050%の範囲とする。その加炭処理開始前にその溶鋼中のAl濃度を0.01%〜0.10%とし、かつ、そのRH真空槽内雰囲気圧力を67〜1330Paとしてから、炭剤粉末とCaO粉末とを混合した加炭剤粉末を、そのRH真空槽内に設置した上吹きランスを通じて、C質量換算速度を加炭対象溶鋼のトン当たり0.024〜0.058kg/minとして、その溶鋼へ上吹き添加する。
(もっと読む)
溶鋼ならびに溶融鉄合金の脱硫方法
【課題】難脱硫鋼の脱硫技術に関し、溶鋼やステンレス鋼などの溶融鉄合金をCaO−SiO2系スラグを用いてスラグ−メタル間反応により溶融金属中の硫黄濃度を低減する脱硫処理において脱硫率を向上させる脱硫方法を提供する。
【解決手段】溶融金属表面に、CaO、SiO2、Al2O3を合計で80%以上含有し、それら以外の成分としてMgO、Cr2O3、MnO、鉄酸化物の一種または二種以上を合計で20質量%以下含有するスラグを形成させ、溶鋼とスラグとを攪拌し脱硫処理を行う。この際に、スラグ中のCaO,SiO2、Al2O3の各濃度が(1)式:(%CaO)/(%Al2O3)≧2.3と,(2)式:0.4≦(%CaO)/(%SiO2)≦3.5とを同時に満足するように調整し、かつ溶鋼中のSi濃度[Si]≧0.1質量%、もしくはAl濃度[sol.Al]≧0.005質量%に調整した後、スラグ中BaO濃度が(3)式:4≦(%BaO)≦20を満足するようにスラグにBaOを添加する。
(もっと読む)
高Mn鋼の連続鋳造用モールドフラックス及び連続鋳造方法
【課題】鋳型内で溶鋼との反応を抑制し、安定した操業が可能であり、かつ、鋳片の表面品質を良好に保つために、モールドフラックスを用いて、C含有量が0.1〜1.1%であるとともにMn含有量が10〜30%である高Mn鋼を連続鋳造する。
【解決手段】Mn含有量が10〜30%である高Mn鋼の連続鋳造用モールドフラックスである。高Mn鋼のMn含有量(Mn)に対する連続鋳造用モールドフラックスのMnO含有量(MnO)の比{(MnO)/(Mn)}は、0.25〜1.2であるとともに、塩基度(T.CaO/SiO2)が0.80〜1.6である。
(もっと読む)
鋼の連続鋳造用発熱型モールドパウダー
【課題】本発明の目的は、鋼の連続鋳造用モールドパウダーを溶鋼上に散布した時に、炎や煙、及びボイリングの発生量やそれに伴う発塵が極めて軽微で、モールド内の観察が容易で、溶融速度を遅延しすぎることがなく、金属を添加したモールドパウダーに発生し易い溶融不良等を起すことがなく、且つ発熱性を付与した鋼の連続鋳造用発熱型モールドパウダーを提供することにある。
【解決手段】本発明に係る鋼の連続鋳造用発熱型モールドパウダーは、モールドパウダー用ベース配合物に対して、外掛けで7質量%以下の量で、弗素原子と炭素原子のモル比(F/C)が1≦F/C≦2の範囲内にあり、かつ水素原子と炭素原子のモル比(H/C)が0≦H/C≦1の範囲内にある弗素原子及び炭素原子含有化合物を配合することを特徴とする。
(もっと読む)
溶鋼の脱硫方法
【課題】 転炉出鋼後の低硫鋼の硫黄含有量が目標硫黄濃度の上限を外れた場合などに、RH真空脱ガス装置において、製造コストの上昇を抑え且つ安定して溶鋼中の硫黄濃度を目標上限値以下に低減する。
【解決手段】 RH真空脱ガス装置1の真空槽5の頂部に設けた上吹きランス13から真空槽内の溶鋼湯面に向けて、CaO及びAl2O3を主成分とするプリメルトフラックスを脱硫用フラックスとして搬送用ガスとともに吹き付けて溶鋼3を脱硫する、溶鋼の脱硫方法において、前記脱硫用フラックスの吹き付け前に、CaO及びMgOを主成分とするフラックス、または、CaOを主成分とするフラックスとMgOを主成分とするフラックスとを、CaO純分及びMgO純分の添加量をともに溶鋼トンあたり0.5kg以上2.5kg以下の範囲内として、真空槽内の溶鋼に添加する。
(もっと読む)
RH真空脱ガス装置を用いた溶鋼の脱硫方法。
【課題】RH真空脱ガス装置を用いた溶鋼の脱硫方法を提供する。
【解決手段】RH真空脱ガス装置の真空槽内の溶鋼に、該RH真空脱ガス装置に付設された投射ランスから脱硫フラックスを投射して、溶鋼の脱硫を行うにあたり、前記RH真空脱ガス装置に付設された真空排気装置のコンデンサーの冷却水を分析し、好ましくはpH値を測定し、この値をフィードバックして、脱硫フラックスの投射量を調整する。得られたコンデンサー冷却水の分析値に基づき、予め求めた、コンデンサー冷却水の分析値とコンデンサー冷却水中に溶解した脱硫フラックス量との関係から、さらに追加すべき脱硫フラックスの投射量を算出して、脱硫フラックスの投射量を調整することが好ましい。これにより、溶鋼中S量の的中率が向上し、溶鋼のS量ばらつきが低減して、溶鋼歩留りが顕著に向上する。
(もっと読む)
溶鋼の精錬方法
【課題】脱硫処理の開始から終了まで溶鋼中のAl含有量を高く保持して、溶鋼中のO活量の上昇を抑制することによって、脱硫反応の進行を促進し、低硫鋼を安定して得られる精錬方法を提供する。
【解決手段】真空脱ガス槽2の頂部に設けたランス7から酸化カルシウムおよび酸化アルミニウムを主成分とする脱硫用フラックス8を、キャリアガス,燃料ガス9および酸化性ガス10とともに噴射して真空脱ガス槽内の溶鋼3に吹き付ける精錬方法において、脱硫用フラックス8の供給速度を溶鋼トンあたり0.5〜0.8kg/分とし、かつ脱硫用フラックス8を吹き付ける前の溶鋼のAl含有量[%Al]MEを([%Al]SP+0.025M)以上とする。
(もっと読む)
非磁性鋼の連続鋳造を用いた製造方法
【課題】連続鋳造時に発生する鋳片表面欠陥を抑制しながら高マンガン系非磁性鋼を生産性高く製造する方法を提供する。
【解決手段】質量%で,C:0.45〜1.3%,Si:0.05〜0.5%,Mn:10〜19%,P:0.10%以下,S:0.02%以下,Al:0.003〜0.1%,N:0.005〜0.30%を含有する化学組成を有し,透磁率が1.1以下である高マンガン系非磁性鋼を連続鋳造法により製造する方法であって,鋳造温度Tが式(1)を満たすよう制御するとともに,鋳造速度Vc(m/min)を下記式(2)の範囲に選定することを特徴とする非磁性鋼の製造方法:
a≦T≦a+50 ・・・(1)
Vc≧0.02×(T−a) ・・・(2)
ここで,aは鋼の組成から下記式(3)により決定される値である。
a=1557-{53×(%C)+4.5×(%Mn)+45×(%P)} ・・・(3)
(もっと読む)
真空脱ガス装置を用いた溶鋼の脱硫方法
【課題】RH式真空脱ガス処理装置を用いた脱ガス処理において硫黄濃度を簡便かつ安価に低減する鋼の溶製方法を提供する。
【解決手段】質量%で、Mn:0.1%以上2%以下、Si:0.001%以上1%以下、S:0.0035%以下、Al:0.005%以上1%以下、その他合金成分を含む溶鋼にLa、CeおよびNdからなる群から選ばれる一種または二種以上を添加したのち、CaOを主体とするフラックスを真空槽内から上吹きランスを介さずに一括で1分以内に添加する。
(もっと読む)
1 - 10 / 159
[ Back to top ]