
国際特許分類[C23C2/06]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 被覆材料に特徴があるもの (1,087) | 亜鉛もしくはカドミウムまたはそれらを基とする合金 (854)
国際特許分類[C23C2/06]に分類される特許
61 - 70 / 854
合金化溶融亜鉛めっき鋼板の製造方法
【課題】本発明は、加工性に格段に優れ、めっきムラもなく外観に優れた合金化溶融亜鉛めっき鋼板の製造方法を提供することを目的とする。
【解決手段】鋼板表面にNi、Co、Feのうち一種含む合金のいずれかを含む第一のプレめっきを施し、この鋼板を焼鈍した後、更にその表面にNi,Co,Cu,Snのうち一種以上を含む第二のプレめっきを施し、次いで無酸化または還元雰囲気でめっき浴温−20℃以上、500℃以下の板温まで30℃/sec以上の昇温速度で急速加熱を行ったのち、Alを0.05〜0.25質量%含有するZnめっき浴中に浸漬して溶融めっきを行い、その後加熱合金化処理を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法である。
(もっと読む)
高強度合金化溶融亜鉛めっき熱延鋼板およびその製造方法
【課題】曲げ加工性及びめっき性に優れ、1470MPa以上のTSを有する高強度合金化溶融亜鉛めっき熱延鋼板及びその製造方法を提供する。
【解決手段】質量%で、C:0.26〜0.35%、Si:0.4%以下、Mn:1.0%以下、P:0.03%以下、S:0.01%以下、Al:0.07%以下、N:0.01%以下、Ti:0.05%以下、V:1.2〜1.8%を含み、残部がFeおよび不可避的不純物からなる組成を有し、マトリックス全体に占めるフェライト相(F相)の面積率が90%以上であり、F相にはVCが析出しているミクロ組織を有し、かつVCの全個数のうち大きさが10nm未満のVCの個数の割合が85%以上であり、鋼中の固溶V量が0.30質量%以下である高強度合金化溶融亜鉛めっき熱延鋼板;ここで、VCの大きさとは、TEMによりマトリックスであるF相の[001]方位から観察される正方板状のVCにおいて、21/2×L(L:正方板の1辺の長さ)で表せるVCの大きさの平均値のことである。
(もっと読む)
高張力溶融亜鉛めっき鋼帯の製造方法
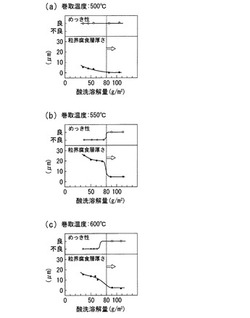
【課題】表面めっき品質に優れた、引張強さ:590MPa以上の高張力溶融亜鉛めっき鋼帯の製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.20%、Si:0.5〜1.8%、Mn:1.5〜3.5%、P:0.1%以下、S:0.01%以下、Al:0.02〜0.1%、N:0.005%以下を含む組成の鋼素材に、粗圧延、仕上圧延からなる熱間圧延を施し熱延鋼帯とし、540〜640℃の範囲の温度で巻取ったのち、溶解量を80〜200g/m2とする酸洗処理を施す。その後に、冷間圧延、焼鈍処理、溶融亜鉛めっき処理を施して、溶融亜鉛めっき鋼板とする。このような工程とすることにより、冷間圧延性の低下を防止でき、冷延薄鋼帯の製造が可能となり、さらに不めっき、黒シミ等の表面めっき欠陥の原因となる粒界腐食層が除去できる。これにより、優れた表面めっき品質を有する、高張力溶融亜鉛めっき鋼帯を容易に、しかも安定して製造することが可能となる。
(もっと読む)
合金化溶融亜鉛めっき鋼板およびその製造方法
【課題】引張強度が極めて高く曲げ性及び伸びフランジ性に優れる高強度合金化溶融亜鉛めっき鋼板及びその製造方法を提供する。
【解決手段】鋼板は、質量%で、C:0.07%超0.15%以下、Si:0.001%超0.80%以下、Mn:2.1%超3.5%以下、P:0.02%以下、S:0.01%以下、sol.Al:0.001%以上0.40%以下、Ti:0.030%以上0.25%以下、B:0.0015%超0.010%以下およびN:0.01%以下を含有する化学組成を有し、面積%で、フェライト:20%以上60%以下および残留オーステナイト:0.5%以上3.0%以下を含有し、未再結晶フェライトが0.5%未満である鋼組織を有し、合金化溶融亜鉛めっき鋼板は、引張強度(TS)が980MPa以上である機械特性を有する。
(もっと読む)
溶融亜鉛めっき鋼材
【課題】 めっき層の組成が、RoHS指令で規制された範囲内であるPb濃度:0.1質量%以下、Cd濃度:0.01質量%以下であっても、不めっきが生じにくく、かつ、黒変性の低い溶融亜鉛めっき鋼材を提供する。
【解決手段】 Pb:0.10質量%以下およびBi:0.10〜0.30質量%を含有する溶融亜鉛めっき皮膜を有することを特徴とする。
(もっと読む)
めっき密着性および摺動特性に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】Si含有量が多い場合でも、優れためっき密着性および摺動特性を有する合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】酸化処理し、還元焼鈍を経て製造される。酸化処理は、O2を1000ppm以上含み、残部がN2、CO、CO2、H2Oおよび不可避的不純物からなる雰囲気で鋼板を鋼板温度が600℃以上まで加熱し、次いで、酸素O2を1000ppm未満含み、残部がN2、CO、CO2、H2Oおよび不可避的不純物からなる雰囲気で鋼板温度が700℃以上になるまで鋼板を加熱する。還元焼鈍は、露点が5℃以上で、1〜15体積%のH2を含み、残部がN2および不可避的不純物からなる雰囲気で行う。
(もっと読む)
合金化制御方法及び合金化制御装置

【課題】合金化溶融亜鉛めっき鋼板を製造する操業の変動に追随し、鋼板上に設けられためっき層の合金化を安定して制御すること。
【解決手段】本発明に係る合金化制御方法は、溶融亜鉛めっきラインを搬送される鋼板の保熱帯近傍での放射率を測定する放射率測定ステップと、放射率の測定結果に基づいて、互いに隣り合う測定位置間での放射率の差分を算出する差分算出ステップと、算出された放射率の差分に基づいてめっき層が合金化したかを判定し、当該めっき層が合金化した合金化領域を特定する合金化判定ステップと、特定された合金化領域の位置に応じて合金化炉の出力を制御する合金化炉制御ステップとを含む。合金化炉制御ステップでは、合金化領域が所定の測定位置間よりも前段に位置する場合には合金化炉の出力を低減させ、合金化領域が所定の測定位置間よりも後段に位置する場合には合金化炉の出力を増加させる。
(もっと読む)
低温靭性と穴拡げ性に優れた高強度熱延鋼板及びその製造方法
【課題】穴拡げ性に優れるとともに、低温靭性にも優れた引張強度590MPa以上の高強度熱延鋼板及びその製造方法を提供する。
【解決手段】延性脆性遷移温度が−50℃以下であり、圧延面に平行で、圧延方向に平行な{211}<011>方位のX線ランダム強度比(ランダムサンプルの回折強度との比)が2.5以下であることを特徴とする低温靭性と穴拡げ性に優れた引張強度590MPa以上の高強度熱延鋼板である。平均結晶粒径を7.0μm以下とすることにより、延性脆性遷移温度を−50℃以下とすることができる。最終仕上圧延を960℃以上で行い、最終仕上圧延終了後1.0秒以内に80℃/秒以上の冷却速度で冷却を開始し、最終仕上圧延温度より50〜200℃低い温度まで前記冷却を継続し、450〜600℃で巻き取ることにより製造することができる。
(もっと読む)
連続溶融亜鉛めっき装置における炉内雰囲気調整方法
【課題】鋼板を連続的に熱処理する定常操業を行うに先立ち、若しくは定常操業中に炉内雰囲気中の水分濃度及び/または酸素濃度が上昇した際に、炉内雰囲気の露点を定常操業に適したレベルまで速やかに低減できるようにする。
【解決手段】
連続溶融亜鉛メッキ装置(CGL)の炉内雰囲気の露点を低減させる際に、無酸化性ガスを炉内に供給して炉内雰囲気の置換を行うとともに、これと並行して、鋼板を600℃以上に加熱し、その際、指数Qが、Q>2を満たすようにして鋼板を通板して、鋼中炭素と炉内雰囲気中の水分及び/または酸素を反応させ、炉内雰囲気の露点を低減させる。但し、Q=35.36×(−0.000000244×Te3+0.000707×Te2−0.5823×Te+148.96)×C×Ti0.5、Te:炉内の最高到達鋼板温度(℃)、Ti:鋼板温度が600℃以上の温度域にある時間(分)、C:鋼中C濃度(質量%)
(もっと読む)
亜鉛系めっき熱処理鋼材およびその製造方法
【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が10〜35%であり、めっき層の表面の中心線平均粗さRaが0.5〜2.5μmである亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に20%以下のFeを含有する亜鉛系めっき鋼材を、めっき層を溶解し得る溶液と接触させ、適宜水洗し乾燥させてから、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行うことにより、製造される。
(もっと読む)
61 - 70 / 854
[ Back to top ]