
国際特許分類[F16H55/08]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 伝動装置 (51,171) | 運動伝達用の歯または摩擦面をもつ要素;伝動機構用のウォーム、プーリまたは綱車 (3,176) | 歯のあるもの,ウォーム (2,062) | 歯形 (262)
国際特許分類[F16H55/08]に分類される特許
81 - 90 / 262
動力伝達装置
【課題】トルク伝達カップリングを設けながら無理のないコンパクト化が可能であり、プロペラ・シャフトの配置設計も容易にすることを可能とする。
【解決手段】分配ケース5に回転自在に支持され相互に平行に配置されてヘリカル・スパー・ギヤ25,26により連動可能な連結中空軸7及び伝達中間軸9と、分配ケース5に回転自在に支持され伝達中間軸9に交差して配置されリング・ギヤ27及びピニオン・ギヤ32により伝達中間軸9に対して連動しプロペラ・シャフトへ出力可能とした後輪側出力軸11とを備え、伝達中間軸9のヘリカル・スパー・ギヤ26を、連結中空軸7のヘリカル・スパー・ギヤ25に対して大径とし、ヘリカル・スパー・ギヤ26の内径側と伝達中間軸9との間に、ヘリカル・スパー・ギヤ26から伝達中間軸9への駆動力伝達を制御するトルク伝達カップリング93を設けたことを特徴とする。
(もっと読む)
チェーン用スプロケット

【課題】スプロケットの歯形及び歯形ピッチ角の最適化により、チェーンがスプロケットの歯と噛み合うときに発生する振動及び騒音を低減すると共に、標準チェーンのスプロケットからの噛み外れが円滑であり、かつ、製造が容易で摩擦音を低減できるチェーン用スプロケットを提供すること。
【解決手段】チェーン用スプロケット100において、複数の歯105が、大きさの異なる複数種類の歯形ピッチ角を有し不規則に配列され、標準スプロケットの歯形ピッチ角より小さい歯形ピッチ角を有する歯105Sの歯数よりも標準スプロケットの歯形ピッチ角より大きい歯形ピッチ角を有する歯105Lの歯数の方が多く設けられ、焼結によりスプロケット全体と一体に成形されていること。
(もっと読む)
同期ベルト・スプロケット
歯付ベルトに係合する少なくとも一つの溝を備え、前記溝がフランク面を有し、前記フランク面の溝先端丸み半径(R1)が、前記歯付ベルトがラック形状とされるときのベルト歯元丸み半径(R8)の約105%〜約125%の間にあり、前記溝先端丸み半径が直線フランク部(202)により溝弧状共役フランク部(200)に接合され、前記直線フランク部が溝中心線(CL)に関して約18°〜約24°の角度(Φ)で配置されるとともに、その長さがスプロケット溝深さ(h)の約20%以上であるスプロケット。 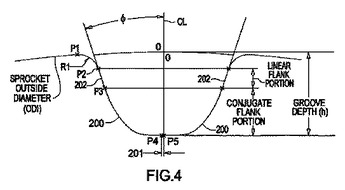 (もっと読む)
(もっと読む)
電動パワーステアリング装置
【課題】ウォームホイールの外径をそのままにしながら、ウォームホイールが耐えることができる接線荷重と伝達トルクを大きくすることができる電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、操舵入力に応じて電動モータを駆動し、電動モータの動力を減速機構6を介してステアリング系に伝達することにより車両の転舵を行う装置である。減速機構6は、1条ウォームギヤ61と、この1条ウォームギヤ61と噛み合うウォームホイール62とを有する。1条ウォームギヤ61は、この1条ウォームギヤ61の軸直角方向の断面において、ウォーム噛合点Aの接線Cと軸直角方向で、1条ウォームギヤ61の回転中心Dを通る直線Eが、1条ウォームギヤ61の外周61bと交わるように形成されている。
(もっと読む)
車両用ドライブプレートおよびその製造方法
【課題】製造コスト低減等のために外周部のリングギヤを転造成形によって形成する場合に、切削加工等の後加工を必要とすることなく噛合エラーが発生しないようにする。
【解決手段】車両用ドライブプレート10のリングギヤ12の噛合歯16は、正面側端面40の後側角部に半径が0.70mm程度の凸円弧面50が設けられているため、噛合エラーを発生すること無くピニオン30がリングギヤ12に速やかに噛み合わされるようになる。その場合に、上記凸円弧面50は、正面側端面40、前側歯面42、および後側歯面44を一体の歯付ダイス74によって転造成形する際に同時に転造成形されるため、車両用ドライブプレート10を簡単且つ安価に製造できるとともに歩留りが向上し、ピン角にするための切削加工やバリ取り等の後加工が不要になることと相まって製造コストが低減される。
(もっと読む)
まがりばかさ歯車及び歯車装置
【課題】まがりばかさ歯車において、相互に噛合する歯面の接触面積を大きくして、歯打ち音を低減し、歯部の強度を高める。
【解決手段】まがりばかさ歯車の歯部15の歯直角断面Tの歯形形状は、歯直角断面が歯すじHに沿って小径端部側から大径端部側に移動するのに従って(a),(b),(c)に示すように、徐々に大きくなる。これに対応して、噛み合い側の歯面17と歯先面16との接続部21に歯先円弧部Sを設ける。この歯先円弧部Sは、曲率半径rが、歯直角断面Tの2つの歯面17,18と歯先面16とに内接する内接円の半径Rを超えない範囲内で、徐々に大きくなる、ように形成されている。歯先円弧部Sは、相手歯車の歯面に当接して弾性変形する際の接触面積を大きくすることができる。
(もっと読む)
ウォームギヤ
【課題】 従来の樹脂成形されたウォームと比べて高強度で且つ低コストの樹脂成形されたウォームを備えたウォームギヤを提供すること。
【解決手段】 ウォームホイール10と樹脂成形された円筒ウォーム20とから構成されるウォームギヤ1であって、円筒ウォーム20の歯元部21は、第1歯面22と第2歯面23を形成し、歯元部21の歯厚24は噛合中心部25から円筒ウォーム20の軸方向26に沿って漸次大きくなる。
(もっと読む)
ハス歯歯車及びその製造方法
【課題】ハス歯歯車を精度良く製造できるハス歯歯車の製造方法を提供することを解決すべき課題とする。
【解決手段】ブランクの外周面に歯切りを行い粗加工歯車を形成する歯切り工程と、前記粗加工歯車の粗加工歯面に対し転造型を押圧することにより歯面を形成する歯面形成工程と、を有する歯車の製造方法であって、前記粗加工歯面が前記転造型にて塑性変形を受ける部分の歯幅方向における長さ(加工部分長さT)は、前記粗加工歯面の歯幅Wの長さよりも短いことを特徴とする。
(もっと読む)
相似二世代歯車
【課題】回転効率を飛躍的に高めることのできる、相似二世代歯車を提供する。
【解決手段】円の外周を半円の凹凸に加工すると、大歯車の一世代歯車(1)となり、一世代歯車の外周を半々円の凹凸に加工すると、小歯車の凹先端二世代歯車(2)と凸先端二世代歯車(3)の相似二世代歯車となる、相似二世代歯車は小歯車の個数を2×2、4×2、8×2、16×2、32×2、64×2と増やすに従い、双方の歯車の噛み合わせはより円滑になり、より高い回転効率が得られる相似二世代歯車とする。
(もっと読む)
揺動型歯車装置および揺動型歯車装置の加工方法
【課題】噛合時前後の干渉を避けることができる形状のクラウニングを第2歯車および第3歯車の凹溝の壁面に設けることなく、第2歯車および第3歯車の凹溝と転動体とに生ずる噛合時前後の干渉を避けることができる揺動型歯車装置を供給する。
【解決手段】転動体g12にクラウニング加工が施されており、転動体g12は厳密には略樽型形状となっている。フェースギアである第2歯車g2が、傘歯車である第1歯車g1に噛合する際に生じる回転軌道半径の違いを原因とする干渉は、このクラウニング加工された転動体g12が吸収する。
(もっと読む)
81 - 90 / 262
[ Back to top ]