
国際特許分類[F16L11/11]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 管;管の継ぎ手または取り付け具;管,ケーブルまたは保護管類の支持;熱絶縁手段一般 (15,571) | ホース,すなわち可とう管 (1,636) | ゴムまたは可撓性のプラスチックで作られたもの (1,524) | 波形の壁をもつもの (185)
国際特許分類[F16L11/11]の下位に属する分類
壁内に埋蔵した補強材をもつもの
壁内に埋蔵されない補強材をもつもの
特定の目的のための装置をもつもの,例.電気伝導性をもつもの
国際特許分類[F16L11/11]に分類される特許
1 - 10 / 185
可撓性ホース及びその製造方法
【課題】 接続相手部材との接続を容易かつ確実なものとできるような軟質接続部を有するような可撓性ホースを提供する。そのようなホースを高品質で効率的に製造する。
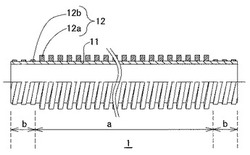
【解決手段】 可撓性ホース壁11と、螺旋状補強体12とを有する可撓性ホース1において、可撓性ホースのホース端部を除いたホース中央部分aにおいては、螺旋状補強体12aがホース壁11からホース外側に突出するよう、第1の断面形状に設けられる一方で、可撓性ホースの少なくとも一方のホース端部bにおいては、螺旋状補強体12bが第2の断面形状に設けられる。第2の断面形状は、第1の断面形状と比べホース半径方向の高さが低く、かつ、螺旋状補強体のホース内周側部分がホース壁と接合される部分の形状が、第1の断面形状と第2の断面形状で実質的に同じとされて、第2の断面形状が、実質的に第1の断面形状からホース外周側の部分を除去した形状とされている。
(もっと読む)
経路維持部材付コルゲートチューブ及びワイヤーハーネス

【課題】より低コストで、電線を覆いつつその経路を一定に維持できるようにすることを目的とする。
【解決手段】経路維持部材付コルゲートチューブCは、コルゲートチューブ20と、経路維持部材30とを備える。コルゲートチューブ20は、長手方向に沿って環状凸部と環状凹部とが交互に形成されている。経路維持部材30は、長手方向に沿って少なくとも一部が曲げられた形状を維持するように金型成型された長尺部材であり、コルゲートチューブ20にその長手方向に沿って取付けられている。
(もっと読む)
コルゲートチューブおよびその製造方法
【課題】生産性を落とすことなく可撓部と剛性部とを備えたコルゲートチューブを得る。
【解決手段】押出機21からチューブ原料を単位時間当たり一定の供給量でコルゲートユニット22へ供給する。コルゲートユニット22において一定の速度でコルゲートチューブCTを成形する。コルゲートユニット22におけるコルゲートチューブ成形過程において、第1の蛇腹高さを有し可撓性を備える可撓部と、第2の蛇腹高さを有し剛性を備える剛性部を形成する。
(もっと読む)
ホースアッセンブリ
【課題】 ホースと口元部材を樹脂の射出によって一体化したホースアッセンブリにおいて、ホースがその内周面に螺旋状の凹凸条を備えるものであっても、射出された樹脂がホース内部へ漏れ出すことを防止又は抑制する。
【解決手段】 可撓性のホース2と口元部材1を、樹脂の射出成形を利用して一体化したホースアッセンブリAであって、ホース2はホース本体2bとリップ2rとを含んで構成され、ホース本体2bは、内周面に凹溝と凸条を螺旋状に備えるホース壁を備え、リップ2rは凹溝を覆うように螺旋状に設けられ、リップ2rの片側の側縁が凸条に一体化されている。
(もっと読む)
コルゲートチューブおよび保護チューブ付き光ファイバ
【課題】対象物を保護しつつ、その曲げを規制可能な技術を提供する。
【解決手段】コルゲートチューブ2は、軸方向に沿って交互に連なる大径部21と溝部22とを備え、この大径部21と溝部22とが、コルゲートチューブ2の曲げを規制可能な形状に形成される。例えば、大径部21と溝部22とは、コルゲートチューブ2が直線状態から屈曲されていく場合に、屈曲部の内側において溝部22を挟んで隣り合う大径部21同士が当接するとともに屈曲部の外側において溝部22が伸びきった曲げ規制状態を形成可能な形状に形成される。
(もっと読む)
ホースの口元部材および口元部材を供えたホースアッセンブリの製造方法
【課題】 簡単な構造でありながら、インサート成形工程における成形樹脂の回りこみを改善し、接続部の成形不良を予防できる口元部材1を提供し、ホースアッセンブリの製造効率や品質を高める。
【解決手段】 可撓性ホース2の端部に接続一体化される口元部材1であって、口元部材1の一端には、接続されるべきホース端部を収容するリング状空間Sを画定する収容部12が設けられる。収容部12は、内筒部13と外筒部14と立上り部15とを備えて構成され、その立上り部15の近傍部分が、周方向の所定の部分において切り欠かれている。収容部12には、ホース1の端部が立上り部に当接することを阻止する突起17が設けられ、突起17は収容部が切り欠かれた位置に設けられる。口元部材1はいわゆるインサート成形を利用してホース2と接続一体化される。
(もっと読む)
自動車冷却水配管用アルミニウムコルゲートチューブ及びその製造方法
【課題】屈曲性と耐食性とを両立させた自動車冷却水配管用アルミニウムコルゲートチューブ及びその製造方法を提供する。
【解決手段】自動車冷却水配管用アルミニウムコルゲートチューブは、心材と、心材の一方の片面の犠牲材との2層からなる。心材は、Siを0.05%以上、0.9%以下、Feを0.2%以上、0.5%以下、Cuを0.1%以上、0.7%以下、Mnを0.5%以上、1.8%以下、Tiを0.05%以上、0.2%以下含有し、残部がAl及び不可避不純物よりなるアルミニウム合金である。犠牲材は、Znを0.2%以上、5%以下、Feを0.2%以上、0.5%以下を含有し、残部がAl及び不可避不純物よりなる。
(もっと読む)
吸気ホース
【課題】添加剤を少量とした場合であっても、高い耐油性及び高い機械的強度を有する内燃機関の吸気系に配される吸気ホースの提供。
【解決手段】内燃機関の吸気系に配される吸気ホース1にエラストマー組成物を含有させ、エラストマー組成物には、エラストマー樹脂と前記エラストマー樹脂中に分散しているナノカーボンとを含有させる。
(もっと読む)
シールド管、シールドケーブル、シールド管の製造方法
【課題】 ポリオレフィン製管体やポリブチレンテレフタレート製管体等に対しても適用可能であり、また、優れた電磁シールド性を有するシールド管およびこの製造方法を提供する。
【解決手段】 樹脂管体である樹脂管11としては、ポリオレフィン樹脂、ポリスチレン樹脂、ポリブチレンテレフタレートなどの汎用エンジニアリングプラスチックを用いることができる。樹脂管11の外表面の全面には溶射Zn層13aが形成される。溶射Zn層13aは、2本のZn(またはZn−Al合金などのZn合金)ワイヤーに直流の電気を流しアーク放電させて溶解し、これをエア又は他のガスにてアトマイズして母材に付着させることで形成される。溶射Zn層13aの外表面全面には必要に応じてストライクめっき層13bが形成される。ストライクめっき層13bの外表面には電解めっき層13cが形成される。
(もっと読む)
インナー管、外部配管へのインナー管の挿通方法および配管構造
【課題】 アウター管の内部に高い効率で収容可能であり、土圧にも対しても対抗可能なインナー管等を提供する。
【解決手段】 インナー管1は、可撓性を有する樹脂製の管体である。インナー管1は、外周部に山部3と谷部5とが軸方向に繰り返し形成される。山部3および谷部5は、インナー管1の軸方向にそれぞれ独立して形成される。山部3の端部の幅は、谷部5の底部の幅よりも狭い。山部3の高さ(谷部5に対する高さ)は、谷部5の深さ(山部3に対する深さ)と同一であるため、山部3の形状は谷部5の形状に嵌り込むことが可能である。すなわち、隣り合うインナー管1同士の互いの山部3の位置と谷部5の位置とを合わせて隣接させると、山部3と谷部5とが互いに噛み合う。したがって、山部3の端部(外周面)が谷部5の底部(外周面)に接触する。
(もっと読む)
1 - 10 / 185
[ Back to top ]