
国際特許分類[F17C1/06]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | ガスまたは液体の貯蔵または分配 (3,916) | 圧縮,液化または固化ガスの収容または貯蔵用容器;一定容量のガスタンク;圧縮,液化または固化ガスの容器への充填,または容器からの放出 (3,537) | 圧力容器,例.ガスボンベ,ガスタンク,取り替え可能カートリッジ (546) | 補強部材を含むもの (268) | 補強覆い (242) | 巻きつけた帯材または繊維状材料,例.針金,により組み立てられるもの (180)
国際特許分類[F17C1/06]に分類される特許
31 - 40 / 180
ガス容器及びガス容器製造方法
【課題】繊維強化樹脂の硬化状態にムラが生じるのを防ぐことができるガス容器製造方法を提供する。
【解決手段】合成樹脂製のライナ10を調製するライナ調製工程と、ライナ10の開口部11に口金20を取り付ける口金取付工程と、ライナ10及び口金20の外面に不織布30を貼り付ける不織布貼付工程と、繊維強化樹脂30を不織布30の外側に巻き付ける繊維強化樹脂巻付工程と、口金20に形成された連通孔24を介して外部から不織布30にガスを供給しながら繊維強化樹脂30の熱硬化性樹脂を加熱して硬化させる樹脂硬化工程と、を備えるガス容器製造方法である。
(もっと読む)
ガスタンクの製造方法

【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて効率よく、より十分に繊維強化樹脂層の熱硬化を行う。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。その際、誘導加熱コイル40と繊維強化樹脂層21の繊維は、同じ方向に巻かれている。
(もっと読む)
ガスタンク及びその製造方法
【課題】強度と耐熱性に優れ、ガス透過性を抑制したガスタンク、及びその製造方法を提供する。
【解決手段】ガスバリア性を有する内殻と、該内殻を覆うように設けた耐圧性のFRP製外殻とを有するガスガスタンクであって、前記外殻は、(A)補強繊維束、(B)熱硬化性樹脂、並びに(C)エラストマー粒子及び/又は熱可塑性樹脂粒子からなり、かつ、(B)熱硬化性樹脂中に分散した(C)エラストマー粒子及び/又は熱可塑性樹脂粒子が(A)補強繊維束内に存在することを特徴とする。
(もっと読む)
圧力容器の製造法および圧力容器
【課題】強化樹脂に微細なクラックが発生することを抑制し、良好な作業環境において高速製造を可能にする圧力容器の製造法、および該製造法によって製造した圧力容器を提供する。
【解決手段】強化繊維2を金属ライナー1の側面に巻き付ける工程と、強化繊維2が巻き付けられている金属ライナー1を拡径すると共に、該拡径された状態において強化繊維2に樹脂4を含浸する工程と、含浸された樹脂4が硬化した後、前記拡径を中止する工程と、を有する。
(もっと読む)
圧力容器の製造方法
【課題】所望の耐圧性能を有する圧力容器を精度よく作製する。
【解決手段】円筒状の直胴部38と、直胴部38の両端に接続され、その頂部に口金部36,37を有するドーム部40,41と、を備えるライナ32の外周上に、樹脂液を含浸させた繊維束を、口金部36,37間の距離を調整しながら巻き付ける工程を含む。口金部36,37間の距離は、支持部42に設けられた口金部可動機構50により調整することができる。
(もっと読む)
高圧ガスタンクとその製造方法および製造装置
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により強度補強用のカーボン繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成する。この繊維強化樹脂層の形成の際に、最外表層とそれ以前の複数層の層をなすようカーボン繊維をFW方により巻回する場合、熱硬化性樹脂含浸のカーボン繊維を加熱しつつ巻回する。これを経て繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。
(もっと読む)
圧力容器及びその製造方法
【課題】耐圧強度が極めて高いトロイダル形状の圧力容器を提供する。
【解決手段】緯線方向の強化繊維層32を積層することで、圧力容器1の緯線方向の強度を高めることができる。しかも、この積層した緯線方向の強化繊維層32を構成する強化繊維32aを連続させることで、例えば各層で強化繊維が分断される場合と比べて、圧力容器1の緯線方向の強度をさらに高めることができる。
(もっと読む)
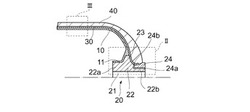
圧力容器
【課題】受熱しても内部にまで熱が伝わり難い圧力容器を提供する
【解決手段】内部が貯蔵室20となるライナー21と、ライナー21の外表面に形成された繊維強化プラスチックからなる補強層22と、補強層22の外表面に形成され、ガラス繊維23bとガラス繊維23bとの間に熱発泡性樹脂層23aを介在させてなる保護層と、保護層の外表面に形成された防水層とを備える。保護層は、ガラス繊維23bの束を液状の熱発泡性樹脂溶液に浸して含浸させた後に補強層22の外表面に巻き付けて固化して形成する。
(もっと読む)
タンクの製造方法
【課題】タンクタンクの製造方法について、熱硬化性樹脂全体をより短時間で硬化することのできる技術を提供することを目的とする。
【解決手段】流体を内部に貯蔵するためのタンクの製造方法であって、(a)当該タンクの内殻をなすタンク本体の内部に電解質溶液を封入する工程と、(b)熱硬化性樹脂を含浸した繊維である樹脂含浸繊維であって、導電性を有する樹脂含浸繊維をタンク本体に巻き付ける工程と、前記電解質溶液が封入され、前記導電性を有する樹脂含浸繊維が巻き付けられたタンク本体を誘導加熱により加熱し、熱硬化性樹脂を硬化させる工程と、を備えるタンクの製造方法。
(もっと読む)
31 - 40 / 180
[ Back to top ]