
国際特許分類[G01B5/20]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | 機械的手段の使用によって特徴づけられた測定装置 (1,646) | 輪郭または曲率測定用 (357)
国際特許分類[G01B5/20]の下位に属する分類
複数の固定した同時作動の変換器を使うもの, (5)
曲率半径測定用 (3)
球面計
国際特許分類[G01B5/20]に分類される特許
71 - 80 / 349
形状測定装置
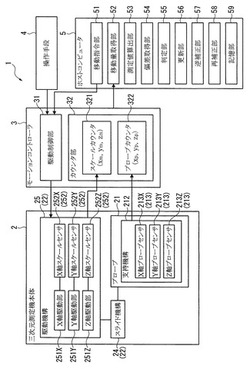
【課題】測定子の位置を適切に制御することができ、測定子が非接触か否かを適切に判断することができる形状測定装置の提供。
【解決手段】三次元測定機1は、測定子を有するプローブ21と、プローブ21を移動させる移動機構22と、ホストコンピュータ5とを備える。ホストコンピュータ5は、測定子の移動量を取得する移動量取得部52と、測定子を非接触とした状態における基準位置からの測定子の移動量を偏差として取得する偏差取得部54と、偏差取得部54にて取得される偏差が第1の閾値より大きいか否かを判定する判定部55と、判定部55にて偏差が第1の閾値より大きいと判定されると、基準位置と、偏差とを合成した位置に基準位置を更新する更新部56とを備える。
(もっと読む)
工作機械用測定方法

【課題】本発明は、工作機械上の被加工物を測定する方法及び装置を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。また、いくつかの方法で前提の機械位置の値と実際の値との間の誤差を補償する。
(もっと読む)
切断形状検査方法、切断形状測定器具、及び切断形状検査システム
【課題】パイプの先端切断形状について短い時間で簡易に検査することができる切断形状検査方法、切断形状測定器具、及び切断形状検査システムを提供する。
【解決手段】第1、第2球体20a、20bと、一組の球体20a、20b間に被接合物の湾曲面と同形状の接触面28が形成されたダミー体22と、取付けによってパイプPの先端部を接触面28に案内する取付部24と、を備えた切断形状測定器具12に、パイプPを取付けて検査空間に配置する。その後、第1、第2球体20a、20bの中心点位置をそれぞれ測定し、測定した第1、第2球体20a、20bの中心点位置とパイプPの配置状態から、切断形状測定器具12の位置状態を特定することで、パイプPの先端切断形状を判別する。
(もっと読む)
筒状体形状測定装置および筒状体形状測定方法
【課題】筒状体の軸方向及び周方向の全面の外径と肉厚を同時に測定し、その内径および内外径中心線のずれである位置度を測定する装置及び方法を提供する。
【解決手段】筒状体形状測定装置10は、筒状体1の外面を軸方向および周方向に三次元座標を測定するための三次元測定用プローブと、この三次元測定用プローブと所定の距離を隔てて配置され、筒状体1の厚さを測定するための探触子と、この三次元測定用プローブおよび探触子を搭載したプローブユニット12を走査させる走査手段13,14と、走査手段13,14を制御して前記筒状体の軸方向および周方向にわたる外面を走査し、前記筒状体の周方向および軸方向の外径と肉厚とを計測し、この計測結果に基づいて前記筒状体の周方向および軸方向の内径と、前記筒状体の内外径中心線のずれである位置度を算出する三次元・厚さ測定器11を具備する。
(もっと読む)
光学素子測定用治具、並びに、光学素子形状測定装置及び方法
【課題】 形状測定装置において被測定物である光学素子を高精度に保持し、偏芯測定を可能にする光学素子測定用治具を提供すること。
【解決手段】 光学素子測定用治具10において、外形基準検知手段40が3つの球面部30を基板20上の光学素子OEの外縁部PAに付勢しつつ当接させるので、光学素子OEの外形基準を精度よく測定できる。この際、当接その球形状の球面部で構成されているので高精度に加工し易い形状となっているため更に測定精度を高めることができる。
(もっと読む)
歯車測定装置の校正方法
【課題】機械的な基準部材を用いることなく、測定子の位置の校正をする。
【解決手段】基礎円の接線方向走査方法により歯車の歯形を求めこのときの歯形こう配誤差α1と、基礎円の接線方向以外の走査方法により歯車の歯形を求めこのときの歯形こう配誤差α2との偏差である、歯形こう配誤差の差Δαを求める。歯形こう配誤差の差Δαと歯車の諸元を用いて、位置誤差Δxを求め、位置誤差Δxに応じて測定子の位置の校正をする。
(もっと読む)
歯車形状測定装置
【課題】歯車の全体に亘り、歯車形状の測定を容易に行なえる歯車形状測定装置を提供することを目的とする。
【解決手段】第1回転軸芯X1の周りに被検査歯車1を回転駆動可能に支持する支持台3と、被検査歯車1に係合しつつ第2回転軸芯X2の周りで回転可能なゲージ歯車2と、第1回転軸芯X1に対する第2回転軸芯X2の相対傾斜角度を調節設定し、且つ、第1回転軸芯X1に対する第2回転軸芯X2の距離を変更可能な軸間角度設定部9と、被検査歯車1に対してゲージ歯車2を付勢する付勢部材15と、第1回転軸芯X1と第2回転軸芯X2との距離を測定する軸間距離測定部17と、測定したデータを演算処理する計測データ処理部19とを備えた。
(もっと読む)
形状測定方法
【課題】高精度でなく安価な姿勢変更機構でも、被測定物を高精度に測定することができる形状測定方法を提供する。
【解決手段】被測定物Wを載置したテーブル14の姿勢を傾ける姿勢変更機構4を備え、プローブによって被測定物の形状を測定する形状測定方法。テーブル14の被測定物載置面14Aに3つの基準球21,22,23を互いに離間して配置し、この3つの基準球をプローブによって測定して各基準球の中心座標を求め、これら中心座標を含む姿勢変更前基準面を算出する。次に、姿勢変更機構を動作させてテーブルの姿勢を傾けたのち、3つの基準球をプローブによって測定して各基準球の中心座標を求め、これら中心座標を含む姿勢変更後基準面を算出する。そして、姿勢変更前基準面と姿勢変更後基準面とから姿勢変更機構により傾けられたテーブルの姿勢傾き量を算出する。
(もっと読む)
真円度測定機
【課題】作業能率の一層の向上が図れる真円度測定機を提供する。
【解決手段】真円度測定機において、被測定物Wの測定部位に対応して用意された複数種のスタイラス31を取出可能かつ格納可能に収容したスタイラスストッカ50と、制御装置60とを備える。制御装置は、測定指令が与えられた際、回転テーブル20の回転駆動機構23および検出器駆動機構40の動作を制御しながら、被測定物の真円度測定を実行する測定実行手段と、スタイラス自動交換指令が与えられた際、検出器駆動機構を制御しながら、検出器30とスタイラスストッカとの間でスタイラス交換動作を実行するスタイラス交換実行手段と、検出器自動ゲイン校正指令が与えられた際、スタイラスに予め設定された設定変位量を付与し、検出器によって検出されるスタイラスの変位と設定変位量とから検出器のゲインを校正するゲイン調整手段とを備える。
(もっと読む)
微小表面形状測定プローブ
【課題】プローブと被測定物との接触圧を従来よりもさらに微小に調整できる微小表面形状測定プローブを提供する。
【解決手段】微小表面形状測定プローブは、被測定物1と接触する接触子を2先端に有するプローブシャフトと、プローブシャフトに与える付勢力に対する反力が作用するようにプローブ本体に組み込まれた圧電センサと、圧電センサに作用する荷重を測定する荷重検出部と、荷重検出部により検出された荷重に基づいて、付勢装置による付勢力を調整する制御部と、接触子2を通して被測定物1との接触点へレーザ光を照射し、接触点で反射されたレーザ光を検出することで、接触子2と被測定物1との接触を感知する接触感知装置と、を備える。
(もっと読む)
71 - 80 / 349
[ Back to top ]