
国際特許分類[G01B5/20]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | 機械的手段の使用によって特徴づけられた測定装置 (1,646) | 輪郭または曲率測定用 (357)
国際特許分類[G01B5/20]の下位に属する分類
複数の固定した同時作動の変換器を使うもの, (5)
曲率半径測定用 (3)
球面計
国際特許分類[G01B5/20]に分類される特許
101 - 110 / 349
眼鏡形状測定装置
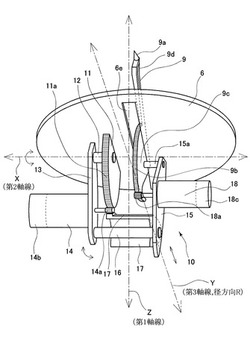
【課題】 装置自体を大型化させず、測定誤差を発生しにくくしたり、眼鏡枠の変形防止などの複合機能を備える眼鏡形状測定装置を提供する。
【解決手段】 眼鏡枠の玉型形状を測定する眼鏡形状測定装置において、眼鏡枠に直交する第1軸線を中心に回転するとともに眼鏡枠に対峙したテーブル6に設けられ、接触子9aを径方向に移動自在に支持する接触子移動機構10とを備え、接触子移動機構は、第1軸線と直交する第2軸線を軸心とするテーブルに設置された支持軸12と、支持軸に軸着され、第1軸線、第2軸線と直交する第3軸線の方向に揺動自在となした主動アーム13と、主動アームに連結軸16を介して連結され、連結軸を軸心として第3軸線の方向に揺動自在となした従動アーム15と、従動アームに軸着され、接触子9aをテーブル6の表面から眼鏡枠に向けて突出させる接触アーム9とを有し、接触アームを眼鏡枠に接触させることを特徴とする。
(もっと読む)
形状測定方法及び形状測定装置

【課題】段差が形成されている被測定面の面形状を安定して高精度に測定し、測定時間を短縮すること。
【解決手段】ステップS101では、被測定面に対して第1プローブを走査させ、第1プローブの3次元位置データを含む測定データを取得する。ステップS102では、ステップS101で得られた測定データに基づき、被測定面の段差位置を示す段差位置データを演算により求める。ステップS103では、第1プローブよりも高分解能で測定可能な第2プローブの走査条件を、ステップS102で得られた段差位置データに基づき、被測定面の位置に対応して決定する。ステップS104では、被測定面に対して第2プローブをステップS103で決定した走査条件で走査させ、第2プローブの3次元位置データを含む測定データを取得する。ステップS105では、ステップS104で得られた測定データに基づき、被測定面の面形状を示す面形状データを演算により求める。
(もっと読む)
形状測定装置
【課題】容易にワークの形状測定を行うことのできる形状測定装置の提供。
【解決手段】NC加工装置1のCAD/CAM装置51は、加工情報中の測定点における加工ツール25の姿勢ベクトルが、CAD/CAMデータ中の当該点における法線ベクトルと一致した場合、加工情報中の加工ツール25のワークWに対する姿勢を、そのまま使用して測定用NCデータを形成する。加工ツール25の姿勢ベクトルがワークWの法線ベクトルと一致しない測定点があった場合、測定精度に基づいてプローブの測定姿勢に精度順位を設け、各測定点において、精度順位が高いものから優先的にワークWに対するプローブの測定姿勢を設定して測定用NCデータを形成する。優先順位が同等であるプローブの複数の測定姿勢については、各測定姿勢に到達するまでに必要とするマシニングセンター2の駆動軸27、28の移動量が少ないものを、プローブの測定姿勢データとして設定する。
(もっと読む)
表面性状測定装置および真円度測定装置
【課題】測定プログラムを停止させることなく検出器の測定力を変更することにより、連続測定を可能とし、かつ、小型で安価な検出器を備えた真円度測定装置を提供すること。
【解決手段】真円度測定装置は、接触部42を先端に有するスタイラス40と、被測定物との接触に伴ってスタイラス40を移動させて接触部を変位させる保持部材50と、弾性力により接触部42を被測定物に向けて押す線ばね60と、接触部の変位方向を回転させるために保持部材50を回転自在に支持する検出器ホルダ28と、保持部材50の回転用モータ80とを備える。弾性力調整部材90は、保持部材50と同軸に回転支持され、保持部材50との位置関係によって弾性変形量を増減させる。回転用モータ80は、保持部材50の第一の回転範囲にて接触部の変位方向を回転させるとともに、第二の回転範囲にて保持部材50に対して弾性力調整部材90の相対的な回転動作をおこなう。
(もっと読む)
測定方法及び測定装置
【課題】現場等での測定が可能でありながら、迅速な測定を行える測定装置及び測定方法を提供する。
【解決手段】ゼロ点誤差Δzは、始点と終点におけるプローブMPの傾斜の差αN0から容易に求めることができ、これにより、被測定面全体の形状を精度良く求めることができる。即ち、水準器ELで2回傾斜を読み取るのみでゼロ点誤差Δzを得ることができるから、測定時間の短縮を図ることができ、例えば現場等での作業も容易である。
(もっと読む)
三次元測定装置及び該装置を用いた測定方法
【課題】測定精度を低下させることなく測定時間を短縮した三次元測定装置及び該測定装置を用いた測定方法を提供する。
【解決手段】本発明の三次元測定装置1は、被測定物を撮像する撮像手段と、撮像結果から被測定物に付着した異物3の有無を検知する異物検知手段と、被測定物に測定子161を接触させて測定する測定手段と、検知された異物3を低減・除去する異物除去手段と、を備えている。そして、異物3検知時には測定手段での測定前に異物除去手段で異物3を除去・低減するものである。これにより、異物3の検知時間を短縮できて、全体の測定時間を短縮することができ、且つ測定子161を用いて測定するため被測定物を正確に測定することができる。
(もっと読む)
グレーチングパネルの自動歪み修正装置
【課題】 グレーチングパネルのねじれ・そりの歪みを修正する方法で、従来治具や機械を使用した手作業で行われているものを、本発明により自動計測自動修正を可能とするものである。現在人海戦術で行われている作業の機械化を確立するものである。
【解決手段】 グレーチングパネルをクランプする機構、ねじれを修正する機構、そりを修正する機構が一つのフレーム内に構成された新規の装置である。
(もっと読む)
真円度測定装置
【課題】本発明の解決すべき課題は、切り欠きを有する被測定物、あるいは小径穴の内面測定を行う際にも測定プログラムを停止することなく連続測定を行うことのできる真円度測定装置を提供することにある。
【解決手段】被測定物を載置する回転テーブル14と、
前記被測定物24の略円形測定面に傾斜接触する接触式スタイラス26と、
前記スタイラス26を所定ストローク範囲内で傾斜角変更可能に保持する保持手段40と、
前記スタイラス26と前記測定面との接触に伴う、前記スタイラス26の傾斜角変位を検出する変位検出手段42と、
前記変位検出手段42の出力に基づき、前記スタイラス26先端位置を推測し、該スタイラス位置における最適ストローク範囲を保持手段に指示する制御手段32と、
を備えたことを特徴とする真円度測定装置。
(もっと読む)
三次元測定装置
【課題】 ある点の測定後のスタイラス(測定ヘッド)のセンター(原位置)への復帰を瞬時に自動的に正確に行える三次元測定装置を提供すること。
【解決手段】 スタイラス(測定ヘッド)を原位置に復帰せしめるべくプローブユニット内に配設される、スタイラスと同軸上に延在するセンターピンと同一部材から製造されるとともにセンターピンと平行に延在する一対のストッパーピンを挟持して前記センターピンの外径と同一間隔を規定する、相対向し水平移動する一対のリミッタと、該リミッタをその背面から押圧付勢する圧縮ばねからなるセンターピンX方向復帰機構およびY方向復帰機構をZ軸方向に二層に配設したセンターピン復帰機構を有してなる三次元測定装置。
(もっと読む)
真円度測定機
【課題】測定領域が制限されることなく、スタイラスを自動交換できる真円度測定機を提供する。
【解決手段】真円度測定機において、被測定物Wの測定部位に対応して用意された複数種のスタイラス31を格納可能に収容したスタイラスストッカ50と、制御装置60とを備える。スタイラスストッカは、回転テーブル20および検出器駆動機構40の移動範囲によって決まる測定領域の外に配置されている。検出器駆動機構は、検出器30を測定領域の外へ移動可能に構成されている。制御装置は、測定指令が与えられた際、回転テーブルおよび検出器駆動機構の動作を制御しながら、被測定物の真円度測定を実行するとともに、スタイラス交換指令が与えられた際、検出器駆動機構を制御しながら、検出器本体とスタイラスストッカとの間でスタイラス交換動作を実行する。
(もっと読む)
101 - 110 / 349
[ Back to top ]