
国際特許分類[G01N21/892]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 材料の化学的または物理的性質の決定による材料の調査または分析 (128,275) | 光学的手段,すなわち.赤外線,可視光線または紫外線を使用することによる材料の調査または分析 (28,618) | 特殊な応用に特に適合したシステム (7,977) | きず,欠陥,または汚れの存在の調査 (6,670) | 動いている材料,例.紙・織物,の中の (1,103) | 調査されるきず,欠陥,または対象物の特質に特徴付けられるもの (942)
国際特許分類[G01N21/892]の下位に属する分類
ピンホール (51)
透明材料の内部または表面の光学的欠陥,例.歪・表面のきず (71)
織地またはパターン表面,例.織物・木材,の不規性 (21)
国際特許分類[G01N21/892]に分類される特許
781 - 790 / 799
印刷物検査装置

【課題】 印刷物の検査を行うために、その画像を撮影するときに、枚葉紙のバタつきを押さえる印刷物検査装置を提供することを目的とする。
【解決手段】 印刷物の被検査面の画像を撮影する撮影手段を設けるとともに、撮影される検査位置に対し、搬送方向の前方斜め上より空気を吹付ける第1吹付け手段4と、搬送方向の後方斜め上より空気を吹付ける第2吹付け手段5と、少なくとも前記第1吹付け手段4及び前記第2吹付け手段5から排出された空気を、双方の吹付け手段に挟まれた前記検査位置の上方より吸気する吸気手段6とを配する
(もっと読む)
製品又はサンプルを製造又は処理するための装置及び方法
本発明は、分配工程を経て、複数の試料を処理するための、又は複数の製品を生産するための装置及び方法を提供する。この装置及び方法は、製品/試料のリアルタイムの監視を行い、かつ、リアルタイムの制御を行うことができる。この装置及び方法は、液体を、担持基部に添加する前及び添加した後の両方において、監視することができる。この装置及び方法は、処理される各製品/試料の監視を行うことができる。 (もっと読む)
材料のウェブ上の欠陥の自動マーキング用装置および方法
ウェブ上の異常領域の識別を第1の時間および場所で行うことが可能であるとともに、実際の欠陥の定位およびマーキングが第2の時間および場所で可能であるウェブ(30)の特徴付けのためのシステム(20)。 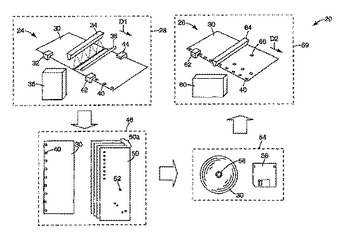 (もっと読む)
(もっと読む)
照明形成物を生成するための光学システム

本発明は、形成物に対して相対的に動く材料(03)の表面(02)の上で照明形成物(1)を生成するための光学システムに関するものである。本発明によると、制御装置(23)によりパルス駆動される複数の光源を備える照明装置(06)が、前記形成物を生成するための光(7)を放出し、検出装置(8)が前記照明装置(06)の前記光源から放出される光を検出し、前記制御装置(23)は個々の光源(07)又は1つのグループの光源を制御し、少なくとも1つの光源のターンオン時間(t3)が前記検出装置の露光時間(t1)と同期化されており、前記光源(07)の前記ターンオン時間(t3)は前記検出装置(08)の前記露光時間(t1)よりも短く設定されている。 (もっと読む)
ラバーシート内の結合部を検出するための装置
負荷されていない状態で、シート部品の少なくとも1つの結合部またはスプライス接続部における欠陥を検出するための方法、および/または結合部またはスプライス接続部の幾何学的特徴を検出するための方法であって、
a.前記結合部またはスプライス接続部を非一方向電磁放射線に当て;
b.前記結合部またはスプライス接続部によって反射または屈折された放射線の二次元検出を行い;
c.前記二次元検出に対応する出力信号を形成し;
d.当該出力信号を分析することによって、前記結合部またはスプライス接続部の少なくとも一部の生じている可能性のある欠陥または幾何学的特徴を定める、
ステップを有している、
ことを特徴とする方法。  (もっと読む)
(もっと読む)
動かされる布を監視する装置
繊維機械において動かされる布(100)を光で監視する装置(1)はハウジング(2)を持ち、このハウジング内に、布(100)をその幅に沿って光で監視する少なくとも1つの光電子行センサ(31.1〜31.3)が設けられている。ハウジング(2)内にアナロクセンサ信号をディジタルセンサ信号に変換する少なくとも1つのアナログ/ディジタル変換器(41)も設けられている。更にハウジング(2)内に、ディジタルセンサ信号を動作開始出力信号に処理するディジタル電子回路(5)が設けられている。動作開始信号は、布に関係する動作例えば布の駆動装置の停止を開始することができる。装置(1)は、完全なデータ処理又は信号を分散して最低レベルで行う。それにより装置は安価で、場所を節約し、幾何学的にも価格的にも基準化可能である。 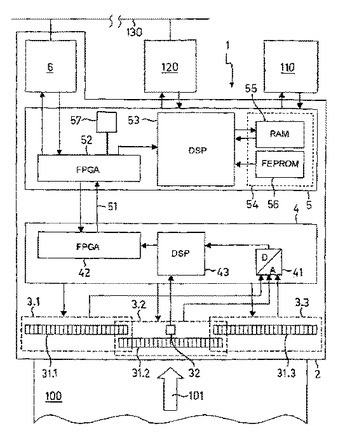 (もっと読む)
(もっと読む)
縫い糸又は織り糸の2次元分析を含む、光学式分析装置
【解決手段】 繊維機械に供給される縫い糸又は織り糸(F)の2次元分析を含む、光学式分析装置であって、少なくとも1個の発光素子(3、4)と、少なくとも1個の受光素子(5)とを備える。発光素子(3、4)は、受光素子(5)により検知される前に、糸(F)に当たる光信号を発生し、受光素子の検知に基づいて、発光素子(3、4)と受光素子(5)間での、移動、停止、寸法的な欠陥又はその他の寸法的な特徴等の、糸(F)の特徴を明らかにする。光信号が、糸(F)と関係を持った後で、光信号により照射を受け、糸ガイドとして機能する、光透過手段(6)を介在させる。 (もっと読む)
表面凹凸の測定・評価方法およびシステム、表面凹凸評価装置並びに表面凹凸の測定・評価方法のプログラム
【課題】 人間の感性に頼ることなく、定量的かつ再現性の良いローピングなどの程度の測定・評価評価が可能となる測定・評価方法等を提供する。
【解決手段】
所定の入射角で、メタルイハライド光源12が測定対象の表面に光を照射する工程と、入射角に略等しい反射角に対応させた角度上で表面から反射される光をCCDカメラ15が受光し、反射光を光の強度の分布のデータに変換する工程と、そのデータに基づいて、表面の光の強度変化を指標として演算装置17が算出する工程とを有するものである。
(もっと読む)
ウェブに基づく物品の歩留まりの最大化
ウェブの検査およびこれに続く当該ウェブの一種以上の製品への加工を制御する技術を記載している。例えば、システムは撮像装置と、解析用コンピュータと、加工制御システムと、を含んでいる。撮像装置は、ウェブを撮像してデジタル情報を提供する。解析用コンピュータは、デジタル情報を処理して異常を含むウェブ上の領域を識別する。続いて加工制御システムは、デジタル情報を解析して、どの異常が複数の異なる製品における実際の欠陥を表わすかを決定する。加工制御システムは、各製品について少なくとも1個の製品選択パラメータの値を決定し、ウェブを加工すべく各々の決定された値に基づいて製品の一つを選択する。例証的な製品選択パラメータには、ウェブの使用率、生産される製品単位、推定売上または利益、工程時間、設備能力、および異なる製品に対する需要が含まれる。  (もっと読む)
(もっと読む)
複合構造の欠陥特性を測定するためのシステムおよび方法
単位面積当たりおよび/または累積的欠陥密度などの複合構造の欠陥特性を測定するためのシステムおよび方法。1つの好ましい実施例では、複合構造の欠陥特性を測定する方法は一般に、複合構造の第1の基準点から欠陥までの第1の距離を測定するステップと、複合構造の第2の基準点から欠陥までの第2の距離を測定するステップと、複合構造の基準領域を確立するために第1の距離および第2の距離を用いるステップと、基準領域内で検知された各欠陥を考慮し、そこから複合構造を表す欠陥特性を生成するステップとを含む。  (もっと読む)
(もっと読む)
781 - 790 / 799
[ Back to top ]