
国際特許分類[G05B19/4093]の内容
物理学 (1,541,580) | 制御;調整 (21,505) | 制御系または調整系一般;このような系の機能要素;このような系または要素の監視または試験装置 (12,533) | プログラム制御系 (7,632) | 電気式 (7,631) | 数値制御 (2,851) | パートプログラミングに特徴のあるもの,例.パートプログラムと呼ばれるNC機械の制御情報を得るための,技術図面から得られる幾何学的情報の取り込み,これと機械加工および材料の情報との結合 (313)
国際特許分類[G05B19/4093]に分類される特許
1 - 10 / 313
工作機械
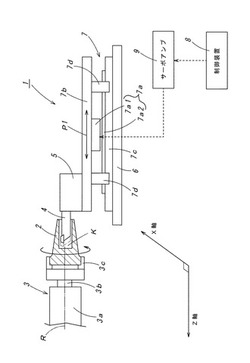
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
レーザ加工方法、装置及びプログラム

【課題】加工経路を最短にした場合であっても、熱による穴径のバラツキ量を最小限に抑え、加工品質を向上させる。
【解決手段】レーザ光を走査させる前記プリント基板を複数のスキャンエリアに分割し(S1)、スキャンエリア内の穴あけの順番を走査経路の距離が最短となるように並べ替え(S2)、並べ替えられた穴のうち、第N番目の穴と第N+1番目の穴(ただし、Nは、「1≦N≦あける穴の最大数−1」の整数)との距離が予め設定された閾値未満と判断され、かつ第N+1番目の穴が前記あける穴の最大数でないと判断された場合、第N+1番目の穴と第N+2番目の穴との順序を入れ替え(S3)、N番目の穴と入れ替えられた第N+1番目の穴との距離が閾値未満と判断された場合、第N番目の穴を加工した後、予め設定された放熱時間Tだけ加工を停止させ、その後、加工する(S4)。
(もっと読む)
自動プログラミング装置および自動プログラミング方法
【課題】簡単な操作で、回転軸を含む多軸制御による加工機での面取り加工面に近似した直交3軸制御による加工機での面取り加工の工具経路を生成し、操作時間が短縮でき加工能率が向上する自動プログラミング装置および自動プログラミング方法を得る。
【解決手段】加工領域形状データと予め記憶されている加工条件データとに基づいて工具パスデータを生成する際に基準とする基準点列の形状データを生成する基準点列生成部121と、基準点列の形状データと予め記憶されている加工条件データおよび使用工具データとに基づいて面取り加工工具が面取り加工を施しながら通過する際の工具位置を決定するための工具基準位置データを生成する工具基準位置生成部122と、工具基準位置データと予め記憶されている使用工具データとに基づいて面取り加工工具の工具パスデータを生成する工具パス生成部123とを備える。
(もっと読む)
切断製品の吸着搬送格納方法及び装置
【課題】板状のワークに切断加工された複数のパーツを同時に吸着搬送して、個別の製品パレットに各パーツをそれぞれ格納することにより、板材加工機における切断加工の停止時間をより短時間にすることのできる方法及び装置を提供する。
【解決手段】複数の吸着具を備えた吸着搬送手段の吸着搬送装置によって、切断加工された複数の製品を吸着する工程と、前記吸着搬送装置によって吸着された各製品を各製品に対応した製品格納部へ搬送する工程と、各製品に対応した製品格納部へ各製品を搬送する毎に、当該製品格納部に対応した製品のみの吸着を解除して当該製品を当該製品格納部に格納する工程、の各工程を備え、前記吸着搬送装置による複数の製品の吸着は、1枚のワークに対する複数の製品の切断加工が全て終了した後に、又は、1枚のワークにおける所定領域内の複数の製品の切断加工が終了し、前記所定領域外の製品の切断加工の継続時に、前記所定領域内の複数の同時吸着を行う。
(もっと読む)
工具経路生成装置及び方法
【課題】複数の工具を用いて加工を行う場合に、工具への負荷を軽減できる工具経路生成装置及び方法を得ること。
【解決手段】複数の工具の各々に関して加工を行うことが可能な凸部の最小曲率半径を決定する最小曲率半径決定部4と、複数の工具の中から加工に使用する選択工具を選択する工具選択部3と、現在までに工具経路生成の対象となっていない工具経路未生成領域から、凸部の曲率半径が工具選択部が選択した選択工具に関しての最小曲率半径以上となる工具経路生成対象領域を除去した部分を、新しく工具経路未生成領域として記憶する加工領域抽出部5と、選択工具の情報とポケット加工における加工条件とから、選択工具が工具経路生成対象領域の凸部に内接するように、工具経路生成対象領域に対する工具経路を生成する工具経路生成部7とを備える。
(もっと読む)
NC工作機械における加工方法
【課題】多大な手間をかけずに、任意のワーク座標系に基づいて加工を行うことができるNC工作機械における加工方法を提供すること。
【解決手段】NC工作機械において、予め、標準ワーク座標系15b(標準ワーク座標系1〜6)とは別に複数の拡張ワーク座標系15c(拡張ワーク座標系101〜400)を作製しておき、拡張ワーク座標系指定工程において複数の拡張ワーク座標系15cのうちのいずれかの拡張ワーク座標系15cが指定されると、ワーク座標系書込工程では、指定された拡張ワーク座標系15cを複数の標準ワーク座標系15bのいずれかに書き込む。そして、加工工程では、ワーク座標系書込工程で拡張ワーク座標系15cが書き込まれた標準ワーク座標系15bに基づいて工作機械本体80でワークWに加工を行わせる。
(もっと読む)
NCデータ補正装置
【課題】軸切込み深さを一定とする等高線加工において、半径切込み深さを補正して、加工能率が大きくてびびり振動の発生しないNCデータを作成できるNCデータ補正装置を提供する。
【解決手段】所定の軸切込み深さにおける、主軸回転速度に対するびびり振動発生の限界となる工具接触角度である限界工具接触角度を演算し、NCデータのデータ区分毎に工具接触角度が限界工具接触角度より大きいか否かを判定し、大きいと判定された不安定NCデータ区分がある場合は、不安定NCデータ区分における工具刃先経路の半径切込み深さを小さくすることで、工具接触角度を小さくしてびびり振動の発生しないNCデータを作成する。
(もっと読む)
制御方法及び制御装置
【課題】産業用ロボットなどの制御対象の周期的な挙動幅(往復移動の振幅)を、減速機にバックラッシュがない場合と同じにする、又は位置指令信号の振幅と同じにすることできる制御方法及び制御装置を提供する。
【解決手段】周期的な運動を行うアーム5のバックラッシュを補償しつつアーム5の位置制御を行う制御装置3において、アーム5の位置を指示する位置指令信号にバックラッシュを補償するバックラッシュ量信号をシフトしたうえで加算し、最終位置指令信号を生成して、生成した最終位置指令信号に基づいてアーム5の位置制御を行う制御部15を備える。
(もっと読む)
複数部品からなるプレス成形品の最適分割位置決定方法及び装置
【課題】本発明は薄板をプレス成形して形成された複数の部品を接合して構成される製品における、該製品における最適な分割位置を決定する方法及び装置得る。
【解決手段】本発明の最適分割位置決定方法1は、薄板をプレス成形して形成された複数の部品を接合して構成される製品における、該製品における最適な分割位置を決定する方法であって、製品CAD情報の分割可能領域内において分割位置候補を複数設定し、分割位置候補のひとつで製品を分割した場合の各部品の展開形状を計算し、該展開形状に必要な余裕代を設ける余裕代展開形状を計算し、各余裕代展開形状を含む最小の板材寸法を計算し、該板材寸法等から全部品の合計材料費を計算し、他の分割位置候補についても同様に合計材料費を計算し、材料費が最小になるような分割位置候補を最適分割位置として決定することを特徴とするものである。
(もっと読む)
加工装置および加工方法
【課題】ワークの加工精度を向上した加工装置を提供する。
【解決手段】ワーク5と工具10との相対運動によって、ワーク5に対して曲線を含む加工を施す加工装置1であって、ワーク5と工具10とが接触するまでの相対運動をクロソイド曲線に沿った運動に制御する制御手段4を備える。
(もっと読む)
1 - 10 / 313
[ Back to top ]