
国際特許分類[G05B19/418]の内容
物理学 (1,541,580) | 制御;調整 (21,505) | 制御系または調整系一般;このような系の機能要素;このような系または要素の監視または試験装置 (12,533) | プログラム制御系 (7,632) | 電気式 (7,631) | 総合的工場管理,すなわち,複数の機械の集中管理,例.直接または分散数値制御 (2,978)
国際特許分類[G05B19/418]に分類される特許
71 - 80 / 2,978
アスファルト混合物の納品管理方法
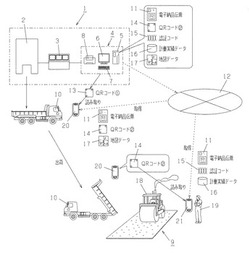
【課題】 アスファルトプラントにて製造・出荷される製品を出荷先の舗装現場に納品する際の納品管理に伴う作業を簡略化して手間を軽減できるように図る。
【解決手段】 製品の出荷時に発行される納品伝票を電子化してWebサーバ機能を有するコンピュータ本体5に記憶格納すると共に、このコンピュータ本体5へのURL情報が記録された第一、第二のQRコード13、14を発行する。搬送車両10の運転手は携帯端末20にて第一のQRコード13を読み取って第二のQRコード14を取得し、舗装現場9の現場管理者19が携帯端末21にて運転手の携帯端末20に表示される第二のQRコード14を読み取ることにより、電子納品伝票11と納品確認用の認証コード15´とを取得する。そして、この認証コード15´を運転手の携帯端末19に入力・記憶させ、帰着した運転手は前記コンピュータ本体5に認証コード15´を入力・照合して納品確認を行う。
(もっと読む)
工程計画方法、工程計画支援システム及び工程計画支援装置

【課題】工程計画の各フェーズをプロセスとして管理し、プロセスを実施した際に得られたノウハウ等を蓄積することで、共有、再利用可能な工程計画方法を提供する。
【解決手段】ナレッジ管理手段が、ワークフローの各プロセスにおいて、そのプロセスに対応するナレッジをデータ蓄積手段から取得する。ナレッジ管理手段が、取得したナレッジを編集する。ナレッジ管理手段が、シミュレーション結果を受信する。シミュレーション結果に基づきモデルが最適であると判断されたとき、ナレッジ管理手段が、モデル、設定データ及びシミュレーション結果をナレッジとしてデータ蓄積手段に格納する。テンプレート管理手段が、ワークフローに含まれる全てのプロセスが実施されたとき、そのプロセスに対応するナレッジを組合せたものをテンプレートとしてデータ蓄積手段に格納する。
(もっと読む)
電子メールによる調達情報へのアクセス・システム及び方法
【課題】調達情報システムを提供する。
【解決手段】電子メール・インターフェース102は、通信リンク108を通じて情報要求を受信し、情報要求に関する検索情報を、該通信リンクを通じて転送する。プロセッサ104は、検索情報を決定するために情報要求を処理し、データベース106から検索情報を検索する。プロセッサは、情報要求が受信された時点において出荷のために入手不可能な第1品目についての価格見積もりの要求を情報要求が含んでいる場合、又は、情報要求が不適切又は不確実である場合、検索情報に、情報要求が受信された時点において出荷のために入手可能な第2品目についての価格見積もりを含ませる。
(もっと読む)
生産計画立案装置、及び、生産計画立案方法
【課題】連続して投入された液状体を凝固させて製品を生産する設備において、投入する液状体の成分調整を容易に行い、且つ、生産効率の高い、すなわち、ロス部分が少ない生産計画を立案することを目的とする。
【解決手段】生産計画立案装置は、含まれる成分の割合が互いに異なる複数の液状体を順次投入し、投入された液状体を凝固させてそれぞれの液状体から製品を製造する設備の、生産計画を立案する生産計画立案装置であって、後に投入しようとする液状体に含まれる各成分の目標値と、先に投入される液状体に含まれる各成分の量とに基づいて、後に投入しようとする液状体を投入した場合に製造されると推定される製品ロス量を算出し、製品ロス量が最も大きくなる成分を、成分調整を行うべき第1成分として選択する。
(もっと読む)
管理装置、管理方法および管理プログラム
【課題】 製品の品質を低下させる等の要因を推定又は特定することができる稼働情報を算出する管理装置を提供する。
【解決手段】 本発明の管理装置は、記憶手段と、生産プロセスの期間中に制御手段が制御機器群に出力した制御情報と、生産プロセスの期間中にセンサ群が検出した検出情報を取得する情報取得手段と、制御情報に含まれる第1制御機器に出力された代表制御情報から、生産プロセスの基準期間を決定し、基準期間に属している検出情報に基づく代表値と、基準期間に属している制御情報に基づく代表値を算出し、算出した各々の代表値を生産プロセスの特定情報と関連付けて、記憶手段に記憶する。
(もっと読む)
製造工期予測装置、製造工期予測方法、及びコンピュータプログラム
【課題】 製造実績データから、各通過工程パターンに属する製品が少数しか得られなくても、製造工期の予測を精度よく行えるようにする。
【解決手段】 各製品iの実績工期tiの尤度p(ti|pi,μ,v)が、実際に通過した工程の工期分布(正規分布)の平均μj、分散vjを積算することにより得られる平均μi〜、分散vi〜を有する正規分布N(μi〜,vi〜)に従うものとする。このような各製品iの実績工期tiの尤度p(ti|pi,μ,v)の積が最大となるときの工程別工期分布600を求める。そして、通過工程パターンにおいて通過していることが示されている工程の工期分布(平均μj、分散vj)の値を足し合わせることで通過工程パターン別工期分布の平均μk^と標準偏差σk^を求め、これらを用いて、通過工程パターン別工期分布PΔ(tΔ|k)を求める。
(もっと読む)
製造制御システム
【課題】技術的専門性の異なる業務領域の業務や知識を連携、結合し、プロセス制御に関わる機能が効果的に相互動作する方法を提供する。
【解決手段】第1の業務モジュールと、第2の業務モジュールは異なる業務領域業務領域で共用する業務機能部品呼出部を介して、業務機能部品や、他の業務モジュールを呼び出し、業務の一部を移譲する。この際、業務機能部品呼び出し付帯情報を呼び出し先に送付する。業務を委譲された業務機能部品、他の業務モジュールは結果を委譲先に返送する。この結果を受け、第1の業務モジュールは業務機能部品呼び出し付帯情報を更新し、次の処理に関わる業務機能部品を呼び出す。
(もっと読む)
最適指標生成装置、最適指標生成方法、最適指標生成プログラム及び最適指標生成サーバ
【課題】従来法では達成されていなかったQ−time制約割れが起こりやすい状況に対しても、Q−time制約を確実に遵守し、良品スループット向上とコスト低減および環境負荷低減を達成することが可能な最適オペレーション管理条件を提供することを目的とする。
【解決手段】複数の装置に関する指標情報を供給する最適指標生成装置11であって、生産実行システムに含まれる複数の装置に関する情報を生産管理システム10を介して入力する情報入力部12と、入力された情報から複数の装置による加工工程間の滞在時間の上限値や下限値を示すQ−time制約を分析するQ−time構造分析部14と、入力された情報およびQ−time構造に基づいて、品種別の最適なカンバン枚数およびバッファサイズを計算して指標情報として出力する指標算出部17と、を備え、指標算出部17により算出された最適な指標情報を生産管理システム10に供給する。
(もっと読む)
工票作成プログラム、工票作成システム
【課題】工票の入力が簡単であり、作業者の負担を軽減できる工票作成プログラム、工票作成システムを提供する。
【解決手段】管理プログラム41は、管理サーバ30に、封筒排出検出部15の稼働情報の出力に基づいて、封入機10の稼働状況を判定する稼働状況判定処理S7と、判定した稼働状況に基づいて、勤務時間内の経過時間及び稼働状況を対応付けて表示することにより、封入機10の非運転時間を、視認可能な態様で工票画面70aに表示する稼働状況表示処理S9と、各非運転時間の非運転理由を、作業者に対して、封入機操作部12で入力操作するように促す入力指示表示を、工票画面70aに表示する入力指示画面表示処理S31,S111と、非運転時間と、入力された非運転理由とを対応付けて非運転時間・理由記憶部43−1bに記憶させる非運転理由記憶処理(S33,S113)とを実行させる。
(もっと読む)
処理設備
【課題】処理装置の制御負荷の増加を回避しながらも、処理作業効率の向上を図ることができる処理設備を提供する。
【解決手段】複数の処理装置1及び処理対象物を貯留する貯留装置Qを経由する搬送ラインに沿って走行して処理対象物を搬送する搬送車3を管理する搬送管理手段HCが、処理装置1から主管理手段JCに対して通信される処理進行情報を監視して、複数の処理装置1のうちで、処理対象物の処理が終了した又は終了間近である処理装置1を、主管理手段JCから搬送指令情報が通信されてくる以前に、事前搬送元として抽出し、その処理装置1から処理対象物を搬出するために、事前搬送元として抽出した処理装置1に対して搬送車3を走行させる事前搬送制御を実行するように構成されている。
(もっと読む)
71 - 80 / 2,978
[ Back to top ]