
国際特許分類[G05B19/418]の内容
物理学 (1,541,580) | 制御;調整 (21,505) | 制御系または調整系一般;このような系の機能要素;このような系または要素の監視または試験装置 (12,533) | プログラム制御系 (7,632) | 電気式 (7,631) | 総合的工場管理,すなわち,複数の機械の集中管理,例.直接または分散数値制御 (2,978)
国際特許分類[G05B19/418]に分類される特許
51 - 60 / 2,978
中央装置、情報処理システム、情報処理方法及びプログラム
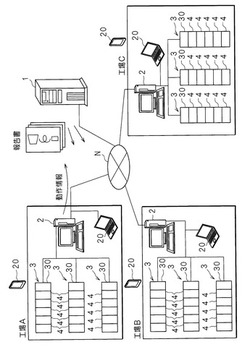
【課題】複数工場に配置された繊維機械の複数の動作情報を記憶でき、また工場別の繊維機械の複数の動作情報及び異常情報を含む報告情報を生成することが可能な中央装置等を提供する。
【解決手段】クライアントコンピュータ2は、工場識別情報、機械識別情報、及び、ユニット識別情報と、繊維機械3及びユニット4の動作状況に関する複数の動作情報をサーバコンピュータ1へ送信する。サーバコンピュータ1は受信した複数の動作情報を、工場識別情報、機械識別情報及びユニット識別情報に対応付けて記憶部に記憶する。サーバコンピュータ1は記憶部に記憶した動作情報が閾値を超える場合に異常と判断する。また、工場識別情報別に、各繊維機械3及び該繊維機械3のユニット4の動作情報と、異常と判断された動作情報を特定する異常情報とを含む報告書を生成する。
(もっと読む)
製造ライン設計装置および製造ライン設計方法

【課題】産業機械やモータ、タービンなどの個別受注製品の製造ライン設計に関して、工場レイアウトにおける仕掛り品置き場の仕掛り数(バッファ数)を適正化する製造ライン設計装置及び製造ライン設計方法を提供する。
【解決手段】製造ライン設計装置110は、製造ラインをシミュレーションにより、将来の生産能力や仕掛数を予測する生産シミュレーション実行部1112と、シミュレーション期間における最大バッファ数、平均バッファ数に対して、各工程のバッファ数の割合であるバッファ利用率を計算するバッファ利用率算出部1113と、バッファ利用効率が低い工程からバッファ数を順次削減させ、全体のバッファ数を最小化するまで繰返し演算し、工程間のバッファ数を決定するバッファ数削減実行部1115、を備える。
(もっと読む)
電力量表示装置、電力量表示システム、電力量表示方法、制御プログラムおよび記録媒体
【課題】生産施設において、生産性および製品の品質を確保しながら、生産設備の消費電力量を低減することを容易にする。
【解決手段】生産設備3の消費電力量、生産設備3が供給した生産数、および、生産設備3の環境状態を示す設備物理量をそれぞれ取得して、それらの履歴を同一画面上に表示させるとともに、表示内容を所定の周期で更新する。
(もっと読む)
鋼材品質情報伝達装置およびそれを用いた鋼材品質管理方法
【課題】出荷時に鋼材に添付された品質データが、鋼材の加工流通過程において確実に伝達されるように管理するために用いる鋼材品質情報伝達装置およびそれを用いた鋼材の品質管理方法を提供する。
【解決手段】鋼材に貼り付けた一の情報記録媒体の固有情報を前記鋼材の他の場所に貼り付けた他の情報記録媒体へ転写する鋼材品質情報伝達装置であって、前記鋼材品質情報伝達装置は前記一の情報記録媒体と前記他の情報記録媒体が同一鋼板内に貼り付けられていることを電気信号により確認した後、前記一の情報記録媒体の固有情報を前記他の情報記録媒体に転写する。
(もっと読む)
製造システム
【課題】製品の製造時間の増大が抑制された製造システムを提供する。
【解決手段】複数の製造設備(30)及び管理部(10)を有する製造システムであって、第1製造工程の終了から、第2製造工程の実施までの間には、制限時間があり、製造設備(30)は、製造工程を実施する製造部(31)、該製造部(31)のメンテナンス情報を記録する記録部(32)、及び、管理部(10)と通信する通信部(33)を有し、管理部(10)は、第2製造工程を行う製造設備(30)の通信部(33)からメンテナンス情報を受け取ると、第2製造工程を行う製造設備(30)のメンテナンス実施期間を算出し、当初、メンテナンス実施期間にて第2製造工程の実施予定であった製品の製造スケジュールを、第2製造工程を実施する製造設備(30)のメンテナンスの終了後から制限時間内に、第2製造工程が実施されるように変更する。
(もっと読む)
物体情報管理システム及びプログラム。
【課題】それぞれ表面に固有のパターンを有する物体を製造し容器に格納する工程の後に、各容器内に格納された個々の物体を特定する。
【解決手段】物体情報登録装置100は、それぞれ表面に固有のパターンを有する物体ごとに、当該物体の製造工程において当該物体を容器に格納する前の予め定められた撮像地点で当該物体の表面のパターンを撮像した固有画像情報と撮像時間とを関連付けて取得し、物体を格納した容器を識別する容器識別情報と、当該物体を当該容器に格納した時間範囲とを関連付けて取得し、記物体ごとに、当該物体が撮像されてから前記容器に格納されるまでの時間差と、当該物体の固有画像情報に関連付けられた撮像時間と、当該物体を格納する容器の容器識別情報に関連付けられた時間範囲とに基づいて、前記取得された固有画像情報に対応する前記容器識別情報を関連付けて登録する。
(もっと読む)
作業計画作成装置、作業計画作成システム、制御方法、及びプログラム
【課題】作業対象となる部材の最適な配置位置を考慮した作業計画を作成することを目的とする。
【解決手段】所定時刻において、工場の作業場所の配置位置に対して当該部材の配置と当該部材に対する作業進捗を示すオブジェクトを生成し、次の時刻以降について、当該作業が、作業場の配置位置に当該作業に対する部材の配置が可能であるか否かを示す配置可能条件を満たす場合は、作業計画に関したオブジェクトを生成し、そして、当該部材を配置位置へ配置することによって作業計画の評価を行い、評価が高い作業計画のオブジェクトを配置情報表示画面300の配置情報表示部312へ表示する。
(もっと読む)
駆動方法
【課題】所望のタクトタイムで工程が終了するように、駆動方法を制御する。
【解決手段】電気機械の一例であるマーキング装置50などを対象とし、ローダー20から基板10を切り出し開始からアンローダー30へと収納されるまでの時間をタクトタイムとした場合、タクトタイムを所望のタクトタイムにするために、実際に動作させたときのタクトタイムを取得し、所望のタクトタイムとの差から、装置を動作させる指令電力を計算し、所望のタクトタイムになるような指令電力を決定する。
(もっと読む)
生産スケジュール作成装置及び生産スケジュール作成方法
【課題】複数種類の製品を生産する場合に、山崩しの対象として適切な注文の負荷を選択することで、より生産性の高いスケジュールの作成を行うことを目的とする。
【解決手段】生産スケジュール作成装置は、ある設備のある所定時間に山積みされた負荷を崩す際に、当該ある設備の当該ある所定時間に積まれている製品ごとに、次工程の設備の所定時間に積まれている製品と、当該次工程で用いる設備の処理量とに基づいて、当該次工程の設備の所定時間における処理能力の余裕状況を示す仕掛指標を算出し、最も余裕がないことを示す仕掛指標の製品を、当該ある設備のある所定時間から移動させる製品と決定し、山崩しを行う。
(もっと読む)
生産計画作成方法及び生産計画作成プログラム、並びに生産計画作成装置
【課題】休止時間帯及び稼働時間帯を考慮した上で、多少の工程能力の超過を許容しつつ、オーダーの納期を遵守した生産計画を作成する。
【解決手段】計算機において、オーダー情報と稼働予定情報を登録し、各オーダーの負荷を稼働時間区分のみで構成される所定期間内の納期以前の稼働時間区分に山積みし、時間軸の未来方向に負荷を累積した負荷累積結果を計算する(STEP1〜3)。開始時間区分を固定して、所定期間内で負荷増加率計算期間の幅を更新しつつ、負荷増加率を計算し、最大値をとる最大負荷増加率と最大負荷増加率計算期間を山崩し用負荷増加率情報に登録する(STEP4〜15)。最大負荷増加率計算期間の終了時間区分が所定期間の終了時間区分になると、山崩し用負荷増加率情報に基づいて負荷の山崩しを行う(STEP16〜18)。
(もっと読む)
51 - 60 / 2,978
[ Back to top ]