
国際特許分類[G05B19/418]の内容
物理学 (1,541,580) | 制御;調整 (21,505) | 制御系または調整系一般;このような系の機能要素;このような系または要素の監視または試験装置 (12,533) | プログラム制御系 (7,632) | 電気式 (7,631) | 総合的工場管理,すなわち,複数の機械の集中管理,例.直接または分散数値制御 (2,978)
国際特許分類[G05B19/418]に分類される特許
11 - 20 / 2,978
フィールド無線監視表示装置
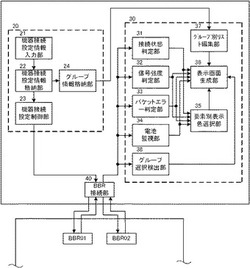
【課題】集中して配置されている各デバイスの状態を、表示画面を部分拡大することなく個別に目視確認できるフィールド無線監視表示装置を実現すること。
【解決手段】プラントエリアにおける無線通信機能を有するフィールド機器の設置場所に、少なくとも各フィールド機器を表す所定のアイコンと各フィールド機器の信号送信経路を所定の線分で表示するように構成されたフィールド無線監視表示装置において、
集中配置されている前記フィールド機器をグループ化し所定のアイコンで表示するとともに、グループの内容は選択的にフィールド機器のリスト、プラントの配線図、フィールド機器の配置画像、フィールド機器のアイコンのいずれかの所定の形式で表示することを特徴とするもの。
(もっと読む)
製品欠陥情報追跡装置

【課題】プラント内の各工程で欠陥が発生した場合に、プラント操業やプロセス制御、設備保全に関するノウハウを必要とすることなく、その欠陥に関連し得る有用な情報を容易に把握することができる製品欠陥情報追跡装置を提供する。
【解決手段】産業プラントの複数の工程に、追跡装置6を設ける。追跡装置6は、データ蓄積装置10、製品欠陥検出装置11、欠陥位置情報変換装置12、欠陥関連情報抽出装置13等を備える。データ蓄積装置10には、データ収集装置9によって収集されたプラントデータが蓄積される。製品欠陥検出装置11は、当該工程で発生した所定の欠陥を検出する。欠陥位置情報変換装置12は、他の工程で発生した欠陥の位置を、当該工程の製品における位置に変換する。欠陥関連情報抽出装置13は、データ蓄積装置10に蓄積されたプラントデータの中から、欠陥関連情報候補を抽出する。
(もっと読む)
バッチ処理制御方法およびバッチ処理制御システム
【課題】未到着ロットの当初計画に対する遅れやトラブルがあってもバッチ効率の低下を抑制することのできる、高い生産能力を有したバッチ処理制御方法およびバッチ処理制御システムを提供する。
【解決手段】ワークを搭載したキャリアよりなる複数のロットを処理設備でまとめて処理するバッチ処理制御方法およびバッチ処理制御システムであって、バッチ組候補グループ管理装置40において、まとめて処理可能な同じ処理条件のバッチ組候補グループを、処理設備で待ち状態にあるロットと未到着のロットの中から、各ロットに付与されている優先度に従って選択して、所定の時間間隔で繰り返し作成し、仕掛り指示管理装置50が、処理設備が処理可能となった時、最終的に作成されているバッチ組候補グループを基にしたバッチ組グループに、仕掛り指示を行うバッチ処理制御方法およびバッチ処理制御システム100とする。
(もっと読む)
操業品質予測装置、操業品質予測方法、コンピュータプログラムおよびコンピュータ読み取り可能な記憶媒体
【課題】複数のチャートデータから抽出された特徴量である独立成分の中から、操業品質トラブルの予兆に有効な独立成分を選定し、選定された独立成分の関連性から操業品質トラブルを予測・検出することが可能な操業品質予測装置を提供する。
【解決手段】本発明の操業品質予測装置は、製造プロセスから抽出された操業データを時系列に並べた複数のチャートデータから当該チャートデータの形状特徴量を抽出する形状特徴量抽出部と、形状特徴量を時系列に並べた形状特徴量のチャートデータから時系列特徴量を抽出する時系列特徴量抽出部と、時系列特徴量に基づいて、製造プロセスにおける操業トラブルおよび/または品質トラブルである操業品質トラブルと関連性の高い有効特徴量を特定する有効特徴量特定部と、を備える。
(もっと読む)
生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラム
【課題】設備を複数の処理装置で共用して、エネルギーを削減することが可能な生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラムを提供する。
【解決手段】生産処理システムは、生産管理用ホストコンピュータ1と、群コントローラ2と、共用コントローラ3と、複数の処理装置41を含む処理装置群4と、各処理装置41に共用される1または複数の設備51を含む共用設備群5と、搬送システム6とを備えている。処理装置41からの使用情報のみに基づいて処理装置41及び設備51を制御するのではなく、予め取得した使用計画を利用する。そのため、効率よく共用設備群5内の設備51を共用でき、結果として、消費エネルギーを低減できる。
(もっと読む)
光学表示デバイスの生産システムの運転方法
【課題】光学表示部品に所定の処理を施してなる光学表示デバイスの生産システムの運転方法において、不良品の発生を抑えて前記生産システムの収率悪化を防止する。
【解決手段】光学表示部品を生産システムのメインラインに所定量流通させ、光学表示部品に所定の処理を施す初期生産工程(ステップS3)と、初期生産工程後に初期生産工程で得た製品の不良を検査する初期製品検査工程(ステップS4)と、初期製品検査工程で検出した不良品の数に応じて本生産工程へ移行するか否かを判定する本生産移行判定工程(ステップS5)とを含む。
(もっと読む)
製造プロセスのスケジュール策定支援方法、装置及びプログラム
【課題】処理能力が異なる多段複数工程を有し、工程毎の処理発生率が異なる複数種類の製品を組み合せて製造する製造プロセスにおいて、工程毎の通過所要時間、更には仕掛数の変動を確率論的に算出し、製造プロセスのスケジュール策定を支援できるようにする。
【解決手段】工程毎の通過所要時間Wを、設備が処理実施中である確率PB、設備利用率ρX、設備休止率ρY、平均処理時間EX、平均休止時間EY、処理間隔ばらつき比CSX、休止間隔ばらつき比CSY、前工程稼働率ρLを用いて、下式(101)、(102)
【数1】
で表わす待ち行列モデルが構築されており、所望の工程での通過所要時間Wの変動を算出することにより、製造プロセスのスケジュール策定を支援する。
(もっと読む)
部材情報取得装置
【課題】 部材情報を取得する作業性の向上を図ると共に、各構成部材が生産設備に組付けられた状態においても部材情報を取得可能な部材情報取得装置を提供する。
【解決手段】 本発明の部材情報取得装置は、生産設備を構成する各構成部材の3次元設備座標系における設備座標系位置情報と各構成部材の部材情報とを関連付けて記憶する部材情報記憶部と、指定手段によって指定された構成部材の3次元指定座標系における指定座標系位置情報を取得する部材指定装置と、生産設備に設定された3次元設備座標系に対する部材指定装置に設定された3次元指定座標系の相対位置を特定する相対位置特定手段と、特定された3次元設備座標系と3次元指定座標系との相対位置関係に基づいて、指定座標系位置情報を設備座標系位置情報に変換する変換手段と、変換された設備座標系位置情報に対する部材情報を部材情報記憶部から読み出して出力する部材情報出力手段と、を備える。
(もっと読む)
スケジュール情報変換装置、スケジュール情報変換方法
【課題】異なるプロジェクト管理手法により管理されたスケジュールを、比較可能に表現する。
【解決手段】スケジュール情報変換装置が、プロジェクトに対して割り当てられたバッファ期間と、プロジェクトのタスク毎に、タスクに対して割り当てられた割当期間と、タスクが完了するまでの残存期間とが対応付けられたCCPMスケジュール情報が記憶されているCCPMスケジュール情報記憶部と、プロジェクトのタスク毎に、タスクに割り当てられたバッファ期間が含まれる割当期間と、タスクの進捗率とが対応付けられたWFスケジュール情報が記憶されるWFスケジュール情報記憶部と、CCPMスケジュール情報記憶部に記憶されているCCPMスケジュール情報に基づいて、WFスケジュール情報を生成し、WFスケジュール情報記憶部に記憶させるスケジュール情報変換部と、を備える。
(もっと読む)
スケジュール作成方法及びスケジュール作成プログラム、並びにスケジュール作成装置
【課題】新規オーダーが注文された場合に、スケジュールの内容が大きく変わるのを防止して既に作成されたスケジュールに基づいて再スケジュールを行う。
【解決手段】 新規オーダーの納期と、その製品を製造するために通過する工程とその順序と各工程で使用する設備と各工程の作業時間と設備間の搬送時間に関するオーダー情報を登録し(S1)、新規オーダーの各工程と前回計画の各工程について作業時間と搬送時間に基づいた最遅開始時刻を算出する(S2)。前回計画の開始時刻を取得し(S3)、前回計画の開始時刻(X軸)と最遅開始時刻(Y軸)に関する近似曲線を算出する(S4)。近似曲線上の新規オーダーの最遅開始時刻に対応する前回計画の開始時刻を基準時刻として算出し(S5)、基準時刻を新規オーダーの前回計画の開始時刻とみなして、再スケジュールを実行し(S6)、結果を出力する(S7)。
(もっと読む)
11 - 20 / 2,978
[ Back to top ]