
国際特許分類[H05K13/02]の内容
電気 (1,674,590) | 他に分類されない電気技術 (122,472) | 印刷回路;電気装置の箱体または構造的細部,電気部品の組立体の製造 (64,965) | 電気部品の組立体の製造または調整に特に適した装置または方法 (5,362) | 部品の供給 (1,271)
国際特許分類[H05K13/02]に分類される特許
91 - 100 / 1,271
ワークの搬送装置および搬送方法
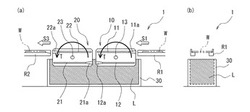
【課題】液体への投入・排出時におけるワークへの負荷を低減して、ワークの折損や装置からの脱落を防止できると共に、貯留槽からリークする液体の量を削減でき、また、装置全長を短縮することができる搬送装置を提供する。
【解決手段】この搬送装置1は、板状のワークWを貯留槽の液体に対して投入・排出を行う搬送装置において、前記ワークWの保持を行う保持部11、12、21、22を有すると共に回転可能に支持されたワーク保持手段10、20を備え、前記ワークWを保持させた前記ワーク保持手段10、20を回転させて該ワークWを前記貯留槽30の液体Lに対して投入・排出を行う。
(もっと読む)
部品供給装置、部品供給方法、および部品検査装置

【課題】部品を搭載するトレイのマガジン3への入替えの際に、余分な待ち時間の発生を回避するとともに、装置の小型化が実現可能な部品供給装置、その方法を提供する。
【解決手段】部品1を搭載する複数のトレイ2をストックするマガジン3、このマガジン3に対してトレイ2を出し入れするトレイ移載機構4、このトレイ移載機構4でマガジン3からトレイ移載位置P3まで取り出されたトレイ2を受け取り所定の部品供給位置P1まで搬送するトレイ搬送機構5を備え、トレイ移載機構4とトレイ搬送機構5との間でトレイ2を受け渡しするトレイ移載位置P3に、トレイ2を一時的に保持してトレイ移載機構4やトレイ搬送機構5の平面的な動作範囲から退避させるトレイ退避機構7を設けている。
(もっと読む)
部品実装ラインの基板搬送制御方法および基板搬送制御装置
【課題】部品が基板端部からはみ出るように実装されたはみ出し基板でも、部品実装機の実装位置および待機位置に正確に停止させることができるコスト低廉な部品実装ラインの基板搬送制御方法および基板搬送制御装置を提供する。
【解決手段】複数台の部品実装機2〜4を直列に配置した部品実装ライン1の基板搬送制御方法であって、各部品実装機2において実装位置に停止された基板に実装される部品C1、C2が基板端部から搬送方向にはみ出す場合に当該はみ出し量A1、A2を算出するはみ出し量算出工程と、下流側の部品実装機3、4にはみ出し基板K4〜K6を順次搬送する以前にはみ出し量A1、A2を順次伝達するはみ出し量伝達工程と、下流側の部品実装機3、4において所定距離L1、L2からはみ出し量A1、A2を減算した距離L1A、L2Aだけはみ出し基板K4〜K6を搬送して所定位置に停止させるはみ出し基板搬送工程と、を有する。
(もっと読む)
テープフィーダ
【課題】1つのキャリアテープを供給する単体のテープフィーダにおいて、幅寸法のコンパクト化を実現することができるテープフィーダを提供する。
【解決手段】テープフィーダ5においてキャリアテープ15のテープ送りをガイドするテープ走行路23を、部品吸着位置においてキャリアテープ15を部品収納面15fを上向きにした水平姿勢でガイドする第2水平ガイド部Cと、キャリアテープ15を部品収納面15fを水平面に対して傾斜させた傾斜姿勢でガイドする傾斜ガイド部Bとを含んだ構成とし、上流端部5dから導入されたキャリアテープ15をテープ走行路23の途中でねじりながらテープ送りして、傾斜ガイド部Bにおいて傾斜姿勢でテープ送りする。残余幅b2を確保して、電気配線29b、29cをテープ走行路23と交差させて導設する場合にも、幅寸法のコンパクト化を実現することができる。
(もっと読む)
部品ピッチ計測装置及び部品ピッチ計測方法
【課題】トレイフィーダのトレイ上に配列された部品のピッチを自動的に計測する。
【解決手段】マークカメラ18をトレイ上の先頭の部品の中心位置の真上に移動させて先頭の部品を撮像し、その撮像画像を基準画像として記憶装置に記憶した後、マークカメラ18を部品の配列方向に移動させながら連続的に撮像し、その撮像毎にその撮像画像と記憶装置14に記憶された基準画像(先頭の部品の撮像画像)との相関値を算出して、その相関値のデータを記憶装置14に時系列的に記憶していく。マークカメラ18の移動量がトレイの幅を越えた時点で、マークカメラ18の移動と撮像を終了して、記憶装置14に記憶されている相関値の時系列データを分析して相関値のピーク点をサーチし、その相関値の変動の1周期分である相関値のピーク点間のマークカメラ18の移動量を計算して、その計算値を部品ピッチとして記憶装置に記憶する。
(もっと読む)
基板製造装置および印刷機
【課題】複数の作業装置を備えた構成において、いずれかの作業装置の開閉カバーを開けて段取りを行う際に、作業形態の自由度を高めながら生産効率が低下するのを抑制することが可能な基板製造装置および印刷機を提供する。
【解決手段】この印刷機100(基板製造装置)は、基板200を搬送する基板搬送部11と開放位置および遮蔽位置に移動可能なコンベアカバー14とを含む第1印刷装置1と、第1印刷装置1に隣接して配置される第2印刷装置2とを備え、コンベアカバー14は、コンベアカバー14が開放位置に位置する場合のコンベアカバー14と段取り時位置に位置する基板搬送部11との間の第2印刷装置2側に通じる開口隙間500の最大間隔D1が、コンベアカバー14が遮蔽位置に位置する場合の開口隙間500の最大間隔D2よりも小さい所定値以下(たとえば6mm以下)となる形状に形成されている。
(もっと読む)
基板の搬送装置及び搬送方法
【課題】基板のサイズに応じて基板を搬送する一対のガイドレールの間隔を基板を支持するステージに対して中心を一致させて変更できるようにする。
【解決手段】一対のガイドレール1の間隔を設定する回転駆動源9と、一対のガイドレールによって幅方向両端部が支持された基板の下面を支持するステージ3と、一対のガイドレール間に位置するステージの幅方向の端面に対して正圧或いは負圧の気体圧を作用させるノズル体19と、基板のサイズ変更にともなってステージが異なる幅寸法のステージに交換されたとき、ノズル体から交換されたステージの側面に向かって気体圧を作用させながらノズル体が設けられたガイドレールがステージの側面に接近する方向に駆動されることで、ノズル体とステージの側面との間隔の変化によって生じる気体の圧力変化を検出する圧力センサ24と、圧力センサが検出するノズル体に流れる気体の圧力変化によって回転駆動源の駆動を制御して一対のガイドレールの間隔を設定する制御装置を具備する。
(もっと読む)
基準マークモデルテンプレート作成方法
【課題】回路基材の基準マークのモデルテンプレートを誤りなく作成し得る方法を得る。
【解決手段】回路基材の基準マーク形成予定位置周辺を撮像装置により撮像し、それにより得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程(S2,S8〜S11)と、抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程(S3)と、そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程(S5,S7)との実行により、モデルテンプレートの作成を行う。基準マーク候補抽出工程を、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程とし、マーク種判別工程をニューラルネットワークを利用してマーク種を判別する工程とする。
(もっと読む)
電子部品実装ラインおよび電子部品実装方法
【課題】異種類の基板を含めた複数枚の基板を対象として同時並行的に印刷作業を効率よく実行する電子部品実装ラインおよび電子部品実装方法を提供する。
【解決手段】電子部品搭載装置3の上流に2つのスクリーン印刷部7A,7Bをそれぞれ直列に配置して成る2列のスクリーン印刷ラインを並設したスクリーン印刷システムを連結して構成された電子部品実装ラインにおいて、2列のスクリーン印刷ラインは、スクリーン印刷システムの中心側にそれぞれのバイパス用の基板搬送路8を並列に配置し、それぞれのスクリーン印刷部7A、7Bを基板搬送路8の外側に配置した構成とする。これにより、下流側装置から当該スクリーン印刷装置の上流側へ基板5を戻すためのリターン搬送および上流側から送られた基板5を当該スクリーン印刷装置を通過させて下流側装置へ搬送するためのバイパス搬送など必要に応じて多様な基板搬送形態が可能となる。
(もっと読む)
部品供給装置
【課題】部品を載せたパレットの出し入れ時等に落下する塵埃の付着による部品実装信頼性の低下を防止できるようにする。
【解決手段】マガジン18内には、パレット50を収納するための複数段のスロット51が設けられ、各スロット51の両側にそれぞれパレット50を出し入れ可能に支持する支持部材52が設けられ、最下段のスロット51を除く各段のスロット51の支持部材52に、それぞれ塵埃受け板53を着脱可能に装着する装着溝54が形成されている。予めマガジン18内の装着溝54に塵埃受け板53を装着しておけば、該塵埃受け板53の上側でパレット50を出し入れする際に、該パレット50の下面に付着していた塵埃が摩擦や振動等で落下しても、落下する塵埃が塵埃受け板53で受け止められ、塵埃受け板53の下側に収納されたパレット50上の部品に塵埃が付着することを防止できる。
(もっと読む)
91 - 100 / 1,271
[ Back to top ]