
基準マークモデルテンプレート作成方法
【課題】回路基材の基準マークのモデルテンプレートを誤りなく作成し得る方法を得る。
【解決手段】回路基材の基準マーク形成予定位置周辺を撮像装置により撮像し、それにより得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程(S2,S8〜S11)と、抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程(S3)と、そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程(S5,S7)との実行により、モデルテンプレートの作成を行う。基準マーク候補抽出工程を、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程とし、マーク種判別工程をニューラルネットワークを利用してマーク種を判別する工程とする。
【解決手段】回路基材の基準マーク形成予定位置周辺を撮像装置により撮像し、それにより得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程(S2,S8〜S11)と、抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程(S3)と、そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程(S5,S7)との実行により、モデルテンプレートの作成を行う。基準マーク候補抽出工程を、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程とし、マーク種判別工程をニューラルネットワークを利用してマーク種を判別する工程とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリント基板等の回路基材に電子回路部品を装着する電子回路部品装着機、電子回路部品をはんだ付けするためのクリーム状はんだを回路基材に印刷するスクリーン印刷機、電子回路部品を接着するための接着剤を回路基材に塗布する接着剤塗布機、電子回路の検査を行う電子回路検査機等、回路基材に対して定められた作業を行う対回路基材作業機に対して、近年益々厳しくなっている要求に応えるための技術に関するものである。
【背景技術】
【0002】
下記特許文献1には、回路基材等の対象物に設けられた基準マークを撮像装置により撮像し、その撮像により取得した画像と予め記憶手段に記憶させられている複数のモデルテンプレートとを比較することにより、読み取った画像に対応するモデルテンプレートを選択することが記載されている。その選択したモデルテンプレートと、順次搬入される対象物から撮像装置により取得される画像とのテンプレートマッチングにより基準マークを認識し、その基準マークの位置を検出するのである。モデルテンプレートそのものをテンプレートメモリに格納する代わりに、モデルテンプレートの特徴データのみを格納し、その特徴データからモデルテンプレートを作成してもよいこと、モデルテンプレートのサイズが実際の画像と異なる場合には、モデルテンプレートのサイズを調整したものをモデルテンプレートとして使用すること、および、テンプレートメモリに適するモデルテンプレートがない場合には、撮像装置により取得した画像データを新規にオプションデータとして登録し、それの画像データをモデルテンプレートとして使用することも記載されている。
しかし、近年、電子回路の小形化の要請が益々強くなっており、撮像装置の画面中に基準マークらしいものが複数存在する場合の処置については記載されていない。
【0003】
また、電子回路小形化の要請が強くなるに従って回路基材および電子回路部品の小形化が進み、電子回路部品を回路基材に適切に装着することが難しくなって来た。それに対し、下記特許文献2および3には、吸着ノズルにより部品供給装置から電子回路部品が吸着され、取り出される状況や、回路基材に装着される状況を撮像装置により撮像して動画として保存し、装着ミスが発生した場合にその原因究明に役立てることが記載されている。しかし、動画データの保存には大容量の記憶装置を必要とし、また、多量の動画データから装着ミス発生の原因解明に役立つデータを選別することも容易ではない。
【0004】
さらに、装着ミス発生の原因が解明でき、発生を防止するために制御プログラムが変更された場合には、その新制御プログラムが適切なものであるか否かの試験が行われた後に、生産現場の電子回路部品装着機に適用されるのであるが、電子回路の生産が開始された後に新制御プログラムの問題点が明らかになり、あるいは新制御プログラムの採用によって、以前から存在していた問題が顕在化することがある。従来は、その事実が明らかになってから対策が講じられていたため、電子回路の生産に支障を来すことがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−317097号公報
【特許文献2】特開2008−098411号公報
【特許文献3】特開2008−103426号公報
【発明の概要】
【0006】
本発明は、対回路基材作業機における上記問題の少なくとも一つを解決することを課題として為されたものであり、以下に、本願において特許請求が可能と認識されている発明(以下、「請求可能発明」という場合がある。請求可能発明は、請求の範囲に記載された発明である「本願発明」を含むが、本願発明の下位概念発明や、本願発明の上位概念あるいは別概念の発明を含むこともある。)の態様をいくつか例示し、それらについて説明する。各態様は請求項と同様に、項に区分し、各項に番号を付し、必要に応じて他の項の番号を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載,実施例の記載,従来技術等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得るのである。
【発明の態様】
【0007】
なお、以下の各項において、(1)項が請求項1に相当し、(2)項が請求項2に、(4)項が請求項3に、(5)項が請求項4に、(6)項が請求項5に、(7)項が請求項6に、(8)項が請求項7に、(9)項が請求項8にそれぞれ相当する。
【0008】
(1)回路基材の基準マーク形成予定位置およびその周辺を撮像装置により撮像する撮像工程と、
その撮像工程の実施により得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程と、
抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程と、
そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程と
を含み、かつ、前記基準マーク候補抽出工程が、ハールライク(Haar-like)特徴を用いた階層型アダブースト(AdaBoost)検出器を利用して基準マーク候補を抽出する工程であることを特徴とする基準マークモデルテンプレート作成方法。
(2)前記マーク種判別工程の実施により種類が判明した像の寸法を計測する寸法計測工程を含み、前記テンプレート作成工程において、その計測された寸法のモデルテンプレートを作成する(1)項に記載の基準マークモデルテンプレート作成方法。
(3)前記基準マーク候補抽出工程が、前記撮像工程において取得された画像である処理画像内に、予め定められた大きさのスキャンウィンドウを設定し、そのスキャンウィンドウ内の像が前記基準マーク候補の像であるか否かの判定を、そのスキャンウィンドウを予め定められた経路に沿って、予め定められた量ずつ移動させて1回のスキャンを行う工程を含む(1)項または(2)項に記載の基準マークモデルテンプレート作成方法。
(4)前記基準マーク候補抽出工程が、前記スキャンウィンドウを、当初、前記基準マークとして予定されているもののうちで最小のものの検出に適した大きさに設定し、前記1回のスキャンを行う毎に、前記スキャンウィンドウを設定量拡大する工程を含む(3)項に記載の基準マークモデルテンプレート作成方法。
予定されている基準マークの大きさが1種類である場合には、スキャンウィンドウをその1種類の大きさの基準マークの抽出に適した大きさに設定すればよいが、複数種類の大きさの基準マークが予定されている場合には、スキャンウィンドウの大きさを複数種類に変え、各大きさのスキャンウィンドウについてスキャンを行うことが望ましい。
(5)前記マーク種判別工程が、ニューラルネットワークを利用して基準マーク候補の種類を判別する工程を含む(1)項ないし(4)項のいずれかに記載のモデルテンプレート作成方法。
(6)前記ニューラルネットワークとして、N素子×M素子から成る入力層と、前記基準マークの予定種類数に1を加えた数の素子から成る出力層と、それら入力層と出力層との間に設けられた複数の素子から成る中間層とを備え、前記予定されている基準マークの像をNピクセル×Mピクセルに正規化したマーク用教師データと、基準マークではないものの像をNピクセル×Mピクセルに正規化した非マーク用教師データとを用いて学習させたものを使用する(5)項に記載の基準マークモデルテンプレート作成方法。
(7)前記基準マーク候補抽出工程,前記マーク種判別工程および前記寸法計測工程の実行によって前記モデルテンプレートが1つの基準マーク形成予定位置に対して複数作成された場合に、それら複数のモデルテンプレートのうちの1つを最終モデルテンプレートに決定する最終モデルテンプレート決定工程を含む(1)項ないし(6)項のいずれかに記載の基準マークモデルテンプレート作成方法。
(8)前記最終モデルテンプレート決定工程が、
前記モデルテンプレートが1つの基準マーク形成予定位置に対して複数作成された場合に、それら複数のモデルテンプレートの中から1つを選んで最終モデルテンプレートを指定すべきことを報知するモデルテンプレート複数報知工程と、
そのモデルテンプレート複数報知工程の実行に応じて作業者が最終モデルテンプレートを指定する入力を行う最終モデルテンプレート指定入力工程と
を含む(7)項に記載の基準マークモデルテンプレート作成方法。
(9)前記最終モデルテンプレート決定工程が、前記複数のモデルテンプレートのうちで予め定められた条件に最もよく合致するモデルテンプレートを自動で最終モデルテンプレートに決定する工程を含む(7)項または(8)項に記載の基準マークモデルテンプレート作成方法。
上記予め定められた条件は、例えば、基準マークの形成予定位置に最も近い像であることや、複数種類予定されている基準マークのいずれかとのマッチング度が最も高い像であることとすることができる。
(10)前記基準マーク候補抽出工程,前記マーク種判別工程および前記テンプレート作成工程の実行によって前記モデルテンプレートが1つの基準マーク形成予定位置に対して1つも作成されなかった場合に、その旨を報知するモデルテンプレート作成失敗報知工程を含む(1)項ないし(9)項のいずれかに記載の基準マークモデルテンプレート作成方法。
本項の場合は何らかの不具合がある可能性が高いため、作業者がその原因を探求して必要な措置をとることが求められるのである。
(11)回路基材の基準マーク形成予定位置およびその周辺を撮像する撮像装置と、
その撮像装置により撮像された画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出部と、
抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別部と、
そのマーク種判別部により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成部と
を含み、かつ、前記基準マーク候補抽出部が、ハールライク(Haar-like)特徴を用いた階層型アダブースト(AdaBoost)検出器を含むことを特徴とする基準マークモデルテンプレート作成装置。
前記(2)ないし(10)項の各々に記載の特徴は、本項に係る基準マークモデルテンプレート作成装置にも適用可能である。
(12)電子回路部品を供給する部品供給装置と、
電子回路部品を装着すべき回路基材を保持する基材保持装置と、
前記部品供給装置から電子回路部品を受け取って前記基材保持装置に保持された回路基材に装着する装着装置と
その装着装置が前記部品供給装置から電子回路部品を受け取る部品受取りと、電子回路部品を前記回路基材に装着する部品装着との少なくとも一方の動画を撮像する動画撮像装置と
を含む電子回路部品装着機において、前記動画撮像装置により撮像された動画を保存する方法であって、
前記動画撮像装置により撮像された動画のデータである動画データを一時的に保存する一時保存工程と、
前記部品受取りと前記部品装着との前記少なくとも一方が正常に行われなかった場合に前記一時保存工程で保存された動画のデータを正規に保存する正規保存工程と
を含むことを特徴とする電子回路部品装着機における動画データ保存方法。
(13)前記一時保存工程においては前記動画データをバッファメモリに保存し、前記部品受取りと前記部品装着との前記少なくとも一方が正常に行われた場合には前記バッファメモリに保存した動画データを削除し、前記少なくとも一方が正常に行われなかった場合に正規保存工程において前記動画データを前記バッファメモリからデータ収集メモリに転送する(12)項に記載の電子回路部品装着機における動画データ保存方法。
(14)前記部品受取りと前記部品装着との前記少なくとも一方のうち、予め定められた条件を満たすものについては前記一時保存工程を実行し、予め定められた条件を満たさないものについては前記一時保存工程を実行しない(12)項または(13)項に記載の動画データ保存方法。
上記「予め定められた条件」は、例えば、(a)電子回路部品の種類(形状,寸法,型式の少なくとも1つを含む)が予め定められたものであること、(b)部品保持具(少なくとも吸着ノズルを含む)の種類(寸法,型式の少なくとも1つを含む)と識別コードとの少なくとも一方が予め定められたものであること、(c)部品供給具(フィーダとトレイとの少なくとも一方を含む)の種類(寸法,型式の少なくとも1つを含む)と識別コードとの少なくとも一方が予め定められたものであること等とすることができる。また、「予め定められた条件」は、部品受取りや部品装着が実際に正常に行われなかったという事実に基づいて自動であるいは作業者により設定されても、一般的に正常に行われない可能性が高いという事実に基づいて自動であるいは作業者により設定されてもよい。
(15)回路基材に対して作業を行う対回路基材作業システムに設けられた検出装置から供給される情報に基づいてその回路基材作業システムを制御するために、その回路基材作業システムのコンピュータである実動コンピュータにおいて用いられるソフトウエアを更新する方法であって、
前記検出装置からの情報と更新前のソフトウエアである旧ソフトウエアとにより前記実動コンピュータを作動させ、その作動に伴って前記検出装置からの給される情報に基づいて、更新しようとするソフトウエアである新ソフトウエアを試験用コンピュータに実行させ、その新ソフトウエアに問題がないことを確認した後に、前記旧ソフトウエアを前記新ソフトウエアに更新することを特徴とする回路基材作業システムのソフトウエア更新方法。
試験用コンピュータによる新ソフトウエアの実行は、実動コンピュータの作動に伴う対回路基材作業システムの作動と並行して行わせることも、対回路基材作業システムの作動とは別に行わせることも可能である。前者の場合は、検出装置に実動コンピュータと試験用コンピュータとを並列に接続するのであり、後者の場合は、検出装置や制御装置からの情報を記憶装置に一旦記憶させ、その記憶させた情報と新ソフトウエアとに基づいて試験用コンピュータを作動させるのである。前者の場合は、回路基材作業システムの作動と並行して新ソフトウエアの評価を行うことができる利点があり、後者の場合には、例えば、対回路基材作業システムの停止中に実動コンピュータそのものを試験用コンピュータとして用いて新ソフトウエアの評価を行うことができるため、ソフトウエア更新後の問題発生をより確実に回避することができる利点がある。
ソフトウエアには、コンピュータを制御するプログラムや、そのプログラムの実行時に使用されるデータが含まれる。また、上記「新ソフトウエアに問題がないことの確認」は、人によって行われるようにすることも、確認用のソフトウエアを使用して試験用コンピュータにより自動で行われるようにすることも可能である。前者の場合は、例えば、試験用コンピュータの作動結果が表示装置に表示され、あるいは記録紙に記録されるようにし、その表示や記録に基づいて人が評価を行うのである。
(16)新ソフトウエアに問題がないことの確認を、前記実動コンピュータの作動結果と前記試験用コンピュータの作動結果との比較により行う(15)項に記載の回路基材作業システムのソフトウエア更新方法。
試験用コンピュータによる新ソフトウエアの実行を、対回路基材作業システムの作動とは別に行わせる場合には、実動コンピュータの作動結果を記憶装置に記憶させ、あるいは作動結果を示すハードコピーを残せばよい。
(33)前記検出装置が撮像装置を含み、前記実動コンピュータが前記撮像装置により撮像された画像のデータを処理する画像処理部を含み、前記旧ソフトウエアおよび前記新ソフトウエアが前記画像処理部により使用される画像処理ソフトウエアを含む(31)項または(32)項に記載の回路基材作業システムのソフトウエア更新方法。
【図面の簡単な説明】
【0009】
【図1】請求可能発明の一実施例装置であり、一実施例方法が実施される装置である電気回路組立システムの外観を示す正面図である。
【図2】上記電気回路組立システムの構成要素であるスクリーン印刷機の構成をカバーを除去して示す側面図である。
【図3】上記スクリーン印刷機の基準マーク撮像システムを取り出して示す平面図である。
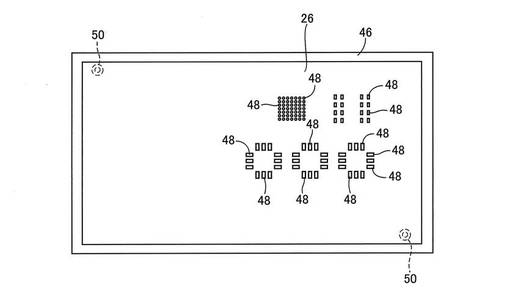
【図4】上記スクリーン印刷機に用いられるスクリーンの一例を示す平面図である。
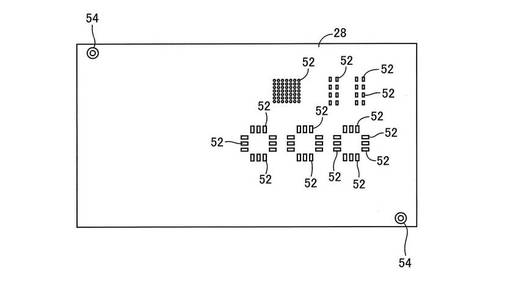
【図5】上記スクリーン印刷機によりクリーム状のはんだが印刷印刷されるプリント基板の一例を示す平面図である。
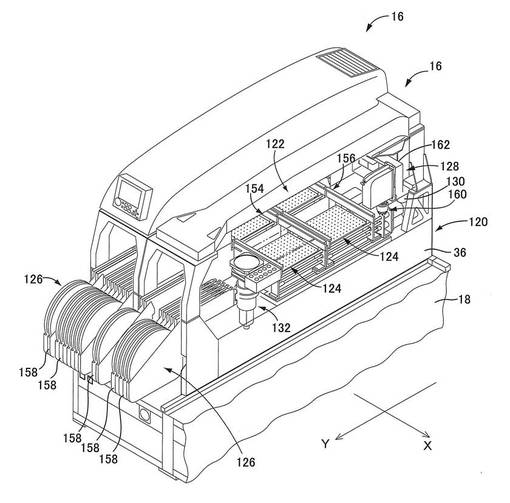
【図6】上記電気回路組立システムの構成要素である装着モジュールの構成を一部のカバーを除去して示す斜視図である。
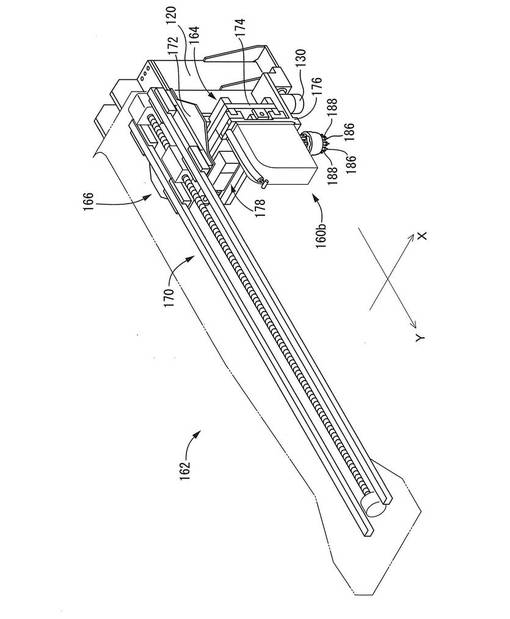
【図7】上記装着モジュールにおける装着装置を取り出して示す斜視図である。
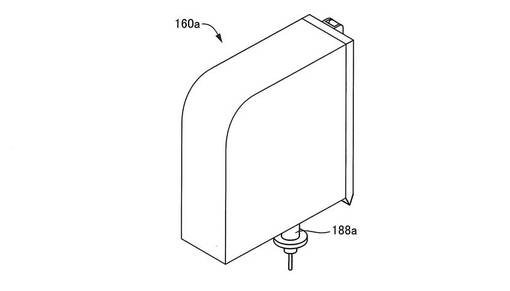
【図8】上記装着装置の構成要素である装着ヘッドの1例を示す斜視図である。
【図9】上記装着装置の構成要素である装着ヘッドの別の1例を示す斜視図である。
【図10】上記別の1例の装着ヘッドを、カバーを除去して示す斜視図である。
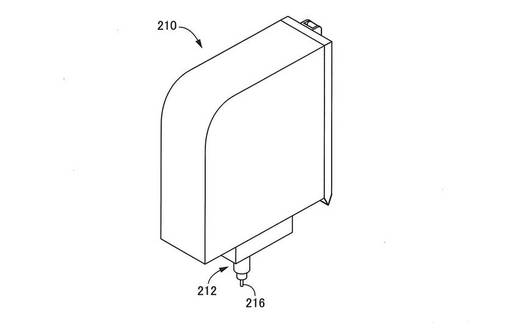
【図11】装着ヘッドと選択的に装着モジュールに搭載される接着剤塗布ヘッドを示す斜視図である。
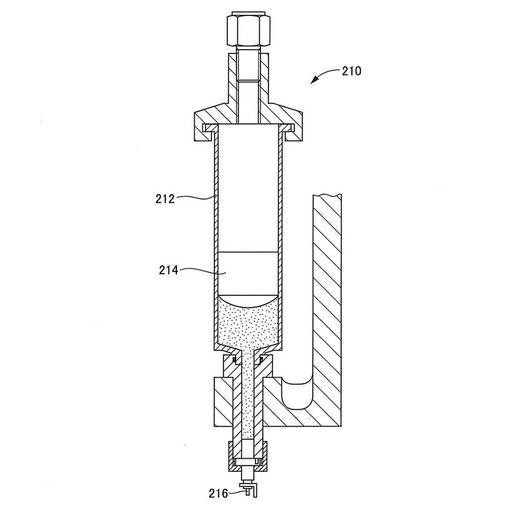
【図12】上記接着剤塗布ヘッドの要部を示す側面断面図である。
【図13】前記スクリーン印刷機の制御装置を示すブロック図である。
【図14】前記装着モジュールの制御装置を示すブロック図である。
【図15】基準マーク撮像装置により撮像された処理画像の一例を示す図である。
【図16】基準マークモデルテンプレート作成プログラムの一例を示すフローチャートである。
【図17】前記電気回路組立システムにおいて使用が予定されている基準マークを示す図である。
【図18】前記スクリーン印刷機の画像処理コンピュータの、前記基準マークモデルテンプレート作成プログラムを記憶する部分とそのプログラムを実行する部分とにより構成されるモデルテンプレート作成装置の一部としての階層型アダブースト検出器を概念的に示す図である。
【図19】上記階層型アダブースト検出器におけるスキャンウィンドウへの特徴の設定の一例を示す図である。
【図20】上記階層型アダブースト検出器において使用される特徴を示す図である。
【図21】上記階層型アダブースト検出器の学習に使用される明色マーク用教師データを表す図である。
【図22】上記階層型アダブースト検出器の学習に使用される暗色マーク用教師データを表す図である。
【図23】上記階層型アダブースト検出器の学習に使用される非マーク用教師データのいくつかの例を表す図である。
【図24】前記スクリーン印刷機の画像処理コンピュータの、前記基準マークモデルテンプレート作成プログラムを記憶する部分とそのプログラムを実行する部分とにより構成されるモデルテンプレート作成装置の別の一部としてのマークタイプ判別器を概念的に示す図である。
【図25】上記マークタイプ判別器の出力層の各素子に出力される基準マークの種類を示す図表である。
【図26】上記マークタイプ判別器の学習を説明するための図である。
【図27】上記マークタイプ判別器の学習を説明するための別の図である。
【図28】上記マークタイプ判別器の学習を説明するためのさらに別の図である。
【図29】上記電気回路組立システムの装着モジュールに、部品吸着・装着ミスの原因追及のためにCCDカメラが取り付けられた状態を示す斜視図である。
【図30】上記CCDカメラの取り付けとともに装着モジュールの制御装置に接続される画像データ収集制御部を示すブロック図である。
【図31】上記画像データ収集制御部の画像データ収集用コンピュータのROMに格納された吸着・装着ミス画像収集プログラムを表すフローチャートである。
【図32】上記吸着・装着ミス画像収集プログラムとは別の新吸着・装着ミス画像収集プログラムを表すフローチャートである。
【図33】上記新吸着・装着ミス画像収集プログラムの妥当性を試験するための試験用コンピュータが、図30の画像データ収集制御部の画像データ収集用コンピュータに並列に接続された状態を示すブロック図である。
【発明を実施するための形態】
【0010】
以下、請求可能発明の一実施例を、上記各図を参照しつつ説明する。なお、請求可能発明は、下記実施例の他、上記〔発明の態様〕の項に記載した態様を始めとして、当業者の知識に基づいて種々の変更を施した態様で実施することができる。
【0011】
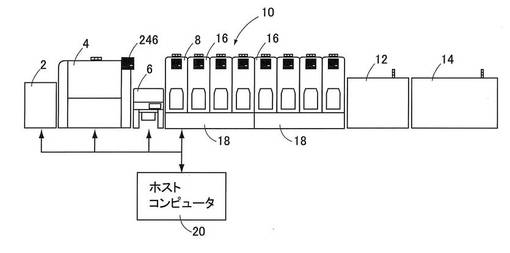
図1に、電気回路組立システム(以下組立システムと略称する)の一例を示す。この組立システムは、上流側から1列に配列された基板供給装置2,スクリーン印刷機4,シフトコンベヤ6,接着剤塗布機8,部品装着ライン10,接着剤硬化装置12およびリフロー炉14を含む。部品装着ライン10は複数台の装着モジュール16が互いに近接して配列されたものであり、装着モジュール16は基台18の上に複数台ずつ、任意の1台を前方へ引き出し可能に配列されている。接着剤塗布機8は、専用の装置として構成することも可能であるが、本実施例においては、後述するように、装着モジュール16の一部(図示の例では1台)を利用して構成されたものである。上記基板供給装置2,スクリーン印刷機4,シフトコンベヤ6,接着剤塗布機8,装着モジュール16,接着剤硬化装置12,リフロー炉14等はそれぞれ制御コンピュータを主体とする制御装置を備えているが、それらの制御コンピュータは互いに接続されるとともに、ホストコンピュータ20に接続されている。
【0012】
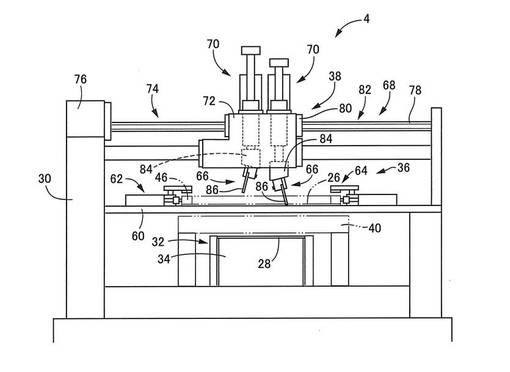
スクリーン印刷機4は、図2に示すように、スクリーン26を用いて回路基材の一種であるプリント基板28にクリーム状のはんだを印刷するものであり、印刷機本体としてのフレーム30,印刷機基板搬送装置32,基板保持装置34,スクリーン保持装置36,スキージ装置38、および図3に示すマーク撮像システム40と後述の制御装置218(図13参照)を含む。スクリーン26は、図4に示すように、スクリーン枠46にたるみなく張って固定されるとともに、厚さ方向に貫通して複数の印刷用の貫通孔48が設けられている。スクリーン26にはまた、複数、例えば、2個の基準マーク50が対角線上に隔たった2箇所に設けられている。
【0013】
プリント基板28には、図5に概略的に示すように、複数のランド52が形成されており、複数の貫通孔48はそれぞれ、スクリーン26のランド52に対応する箇所に形成され、ランド52に対応する形状,寸法を有する。プリント基板28にはまた、複数、例えば、2個の基準マーク54が対角線上に隔たった、前記基準マーク50に対応する位置に設けられている。
【0014】
印刷機基板搬送装置32は、例えば、コンベヤの一種であるベルトコンベヤにより構成され、プリント基板28をそれの両側縁部において水平な姿勢で支持し、X軸方向であって、図2においては紙面に直角な方向に搬送する。基板保持装置34は、印刷機基板搬送装置32の搬送経路の途中に設けられ、プリント基板28を保持してベルトコンベヤから上昇させる。スクリーン保持装置36は、フレーム30の基板保持装置34の上方の部分に設けられ、スクリーン26をスクリーン支持台60に対して位置決め装置62により位置決めし、固定装置64により固定して水平な姿勢で保持する。
【0015】
スキージ装置38は、作業ヘッドたる1対のスキージヘッド66,作業ヘッド移動装置たるスキージヘッド移動装置68および1対のスキージヘッド昇降装置70を備えている。スキージヘッド移動装置68は、移動部材72および移動部材移動装置74を備えている。移動部材移動装置74は、駆動源たるスキージ移動用モータ76と、ボールねじ78およびナット80を含む運動変換機構たる送りねじ機構82とを備えている。1対のスキージヘッド66はそれぞれスキージ保持部材84およびスキージ86を備え、1対のスキージヘッド昇降装置70と共に移動部材72上に設けられ、スキージヘッド昇降装置70によって昇降させられ、2つのスキージ86がスクリーン26に選択的に接触,離間させられるとともに、スキージヘッド移動装置68によって、前記X軸方向に直角なY軸方向に、スクリーン26に沿って移動させられる。
【0016】
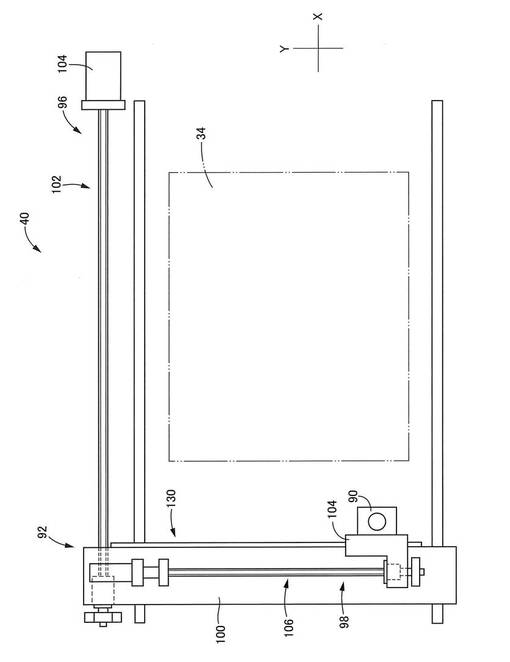
マーク撮像システム40は、図3に示すように、基準マーク撮像装置90および撮像装置移動装置92を含み、図2に示すように、スクリーン保持装置36と下降位置にある基板保持装置34との間の部分に設けられている。基準マーク撮像装置90はCCDカメラにより撮像対象を撮像するものとされており、特開2007−38456号公報に記載の撮像装置と同様に構成され、プリント基板28とスクリーン26とにそれぞれ設けられた基準マーク50,54を撮像することができるものとされている。撮像装置移動装置92は、X軸方向移動装置96およびY軸方向移動装置98を含む。X軸方向移動装置96は、可動部材としてのX軸スライド100およびX軸スライド移動装置102を含み、Y軸方向移動装置98は、X軸スライド100上に設けられ、可動部材としてのY軸スライド104およびY軸スライド移動装置106を含みむ。基準マーク撮像装置90はY軸スライド104上に設けられ、水平面内の任意の位置へ移動させられる。
【0017】
複数の装着モジュール16の各々は、電気回路部品装着機と称することもでき、プリント基板28への電子回路部品の装着を分担し、並行して行う。接着剤硬化装置12は、図示は省略するが、硬化装置基板搬送装置,加熱装置および制御装置を備え、プリント基板28を加熱し、塗布された接着剤を硬化させて電子回路部品をプリント基板28に固定し、リフロー炉14へ搬出する。リフロー炉14は、上記クリーム状はんだを加熱して溶融させ、電子回路部品をプリント基板28の前記ランド52にはんだ付けすることにより、プリント基板28に形成された図示を省略するリード線に接続するものである。
【0018】
装着モジュール16については、例えば、特開2004−104075公報に詳細に記載されており、本請求可能発明に関係する部分以外の部分については簡単に説明する。
各装着モジュール16はそれぞれ、図6に示すように、本体フレームとしてのモジュール本体120,装着モジュール基板搬送装置122,基板保持装置124,部品供給装置126,装着装置128,基準マーク撮像装置130および部品撮像装置132を備えている。
【0019】
装着モジュール基板搬送装置122は、2レーンの基板コンベヤ154,156を備え、プリント基板28を複数の装着モジュール16が並ぶX軸方向と平行な水平方向に搬送する。基板保持装置124は2つの基板コンベヤ154,156の各々について設けられ、それぞれプリント基板28を下方から支持する支持部材およびプリント基板28の搬送方向に平行な両側縁部をそれぞれクランプするクランプ部材を備え、プリント基板28をその電子回路部品が装着される装着面が水平となる姿勢で保持する。
【0020】
部品供給装置126は、装着モジュール基板搬送装置122の一方の側であって、装着モジュール16の前面側に設けられている。部品供給装置126は、例えば、部品供給具としての部品フィーダの一種であるテープフィーダ(以後、フィーダと略称する)158により電子回路部品を供給するものとされ、複数のフィーダ158と、それらフィーダ158が取り付けられるフィーダ保持装置(図示省略)とを含む。フィーダ保持装置は、複数のフィーダ搭載部を備え、それらフィーダ搭載部にフィーダ158が着脱可能に搭載されるものである。部品供給装置は、部品供給具の一種であるトレイによって電子回路部品を供給する装置としてもよい。
【0021】
装着装置128は、装着ヘッド160と、その装着ヘッド160を移動させるヘッド移動装置162とを備えている。ヘッド移動装置162は、図7に示すように、X軸方向移動装置164およびY軸方向移動装置166を備えている。Y軸方向移動装置166は、モジュール本体120に部品供給装置126の部品供給部と基板保持装置124とに跨って設けられたリニアモータ170を備え、可動部材としてのY軸スライド172をY軸方向の任意の位置へ移動させる。X軸方向移動装置164はY軸スライド172上に設けられ、Y軸スライド172に対してX軸方向に相対移動させられるとともに、互いにX軸方向に相対移動可能な第1,第2X軸スライド174,176と、それらスライド174,176をそれぞれ、X軸方向に移動させるX軸スライド移動装置178(図7には第1X軸スライド174を移動させる移動装置のみが図示されている)とを備えている。2つのX軸スライド移動装置はそれぞれ、例えば、駆動源たる電動回転モータの一種であるサーボモータと、ボールねじおよびナットを含む送りねじ機構とを含むものとされ、X軸スライド174,176をX軸方向の任意の位置へ移動させる。
【0022】
装着ヘッド160は、第2X軸スライド176に着脱自在に搭載され、ヘッド移動装置162により、部品供給装置126の部品供給部と基板保持装置124とに跨る移動領域である装着作業領域内の任意の位置へ移動させられる。装着ヘッド160は、部品保持具の一種である吸着ノズル186(186a,186b)によって電子回路部品を保持するものとされており、吸着ノズル186を保持し、保持具保持部を構成するノズルホルダの数を異にする複数種類の装着ヘッド160a,160bが用意され、電子回路部品が装着されるプリント基板28の種類に応じて選択的に第2X軸スライド176に取り付けられる。例えば、図8に示す装着ヘッド160aはノズルホルダ188aを1つ備え、吸着ノズル186aが1つ保持され、図9に示す装着ヘッド160bはノズルホルダ188bを複数、例えば3個以上(図示の例では12個)備え、吸着ノズル186bが最大12個保持され得る。
【0023】
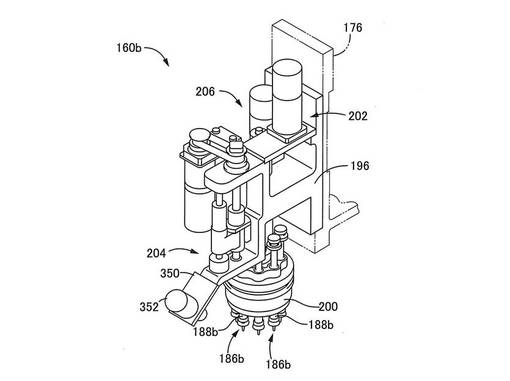
装着ヘッド160aにおいてノズルホルダ188aは、図示は省略するが、ヘッド本体に軸線方向であって鉛直方向に移動可能かつ自身の軸線まわりに回転可能に設けられ、ヘッド本体に設けられた移動装置である昇降装置および回転装置により昇降および回転させられる。装着ヘッド160bは、図10に示すように、ヘッド本体196に鉛直な回転軸線のまわりに回転可能に設けられた回転体200と、回転体200を正逆両方向に任意の角度回転させる回転体回転装置202とを備えた回転型ヘッドである。回転体200には、その回転軸線を中心とする一円周上に適宜の間隔、図示の装着ヘッド160bでは等角度を隔てた12の位置にそれぞれ、ノズルホルダ188bが回転体200の回転軸線に平行な方向に相対移動可能かつ自身の軸線まわりに回転可能に設けられ、それぞれ回転体200からの突出端部(装着ヘッド160が第2X軸スライド176に取り付けられた状態では下端部)において吸着ノズル186bを着脱可能に保持する。
【0024】
12個のノズルホルダ188bは、回転体200の回転により、回転体200の回転軸線のまわりを旋回させられ、12個の停止位置の1つである部品吸着装着位置へ順次移動させられ、ヘッド本体196の部品吸着装着位置に対応する位置に設けられた移動装置である昇降装置204によって昇降させられる。ノズルホルダ188bはさらに、ヘッド本体196に設けられたホルダ回転装置206により、自身の軸線まわりに回転させられる。なお、前記基準マーク撮像装置130は、図7に示すように、第二X軸スライド176に搭載され、ヘッド移動装置162により装着ヘッド160と共に移動させられる。
【0025】
以上のように構成された装着モジュール16は、装着ヘッド160が第2X軸スライド176に着脱可能とされており、任意の装着ヘッド160に交換可能であるが、さらに、図11,12に示す接着剤塗布ヘッド210とも交換可能とされている。接着剤塗布ヘッド210は、図12に示すように、シリンジ212を備えている。シリンジ212内にはピストン214が気密かつ摺動可能に嵌合され、シリンジ212内に圧縮空気が供給されることによりピストン214が下降させられ、接着剤が吐出管216を通って所定量ずつ吐出され、プリント基板28に塗布される。接着剤塗布ヘッド210はまた、図示は省略するが、シリンジ212を、その軸線方向に移動させる移動装置であって、昇降させる昇降装置を備え、シリンジ212を回路基板に接近,離間させる。装着モジュール16は、装着ヘッド160の代わりに接着剤塗布ヘッド210が装着されることにより、接着剤塗布モジュールとなる。この接着剤塗布モジュールが前記接着剤塗布機8なのである。
【0026】
以上の説明から明らかなように、印刷機基板搬送装置32は1レーンの基板コンベヤから成るのに対し、装着モジュール基板搬送装置122は2レーンの基板コンベヤ154,156から成っている。そのために、両基板搬送装置32,122の間に前記シフトコンベヤ6が設けられている。シフトコンベヤ6は、図示は省略するが、可動のベルトコンベヤである可動コンベヤと、その可動コンベヤをY軸方向に移動させて、印刷機基板搬送装置32たる1レーンの基板コンベヤに連なる位置と、装着モジュール基板搬送装置122の2レーンの基板コンベヤ154,156の各々に選択的に連なる位置とに選択的に位置決めする可動コンベヤシフト装置とを含んでいる。
【0027】
スクリーン印刷機4,接着剤塗布機8,装着モジュール16,接着剤硬化装置12,リフロー炉14等はそれぞれ制御コンピュータを主体とする制御装置を備えているが、本発明に関連の深いスクリーン印刷機4の制御装置218と装着モジュール16の制御装置220とを代表的に説明する。
上記制御装置218の主体を成す制御コンピュータ222は、図13に示すように、CPU224,ROM226,RAM228,I/Oポート230およびそれらを接続するバス232を含み、I/Oポート230に、各駆動回路240を介して、前記印刷機基板搬送装置32,基板保持装置34,位置決め装置62,固定装置64,スキージヘッド移動装置68,スキージヘッド昇降装置70等(厳密にはそれらの駆動源である各アクチュエータ)が接続されている。I/Oポート230にはさらに、前記ホストコンピュータ20および前記基準マーク撮像装置90が接続されている。基準マーク撮像装置90はさらに画像処理コンピュータ244に接続され、その画像処理コンピュータ244もI/Oポート230に接続されている。また、I/Oポート230には、制御コンピュータ222や画像処理コンピュータ244の表示装置として機能するディスプレイ246も接続されている。
【0028】
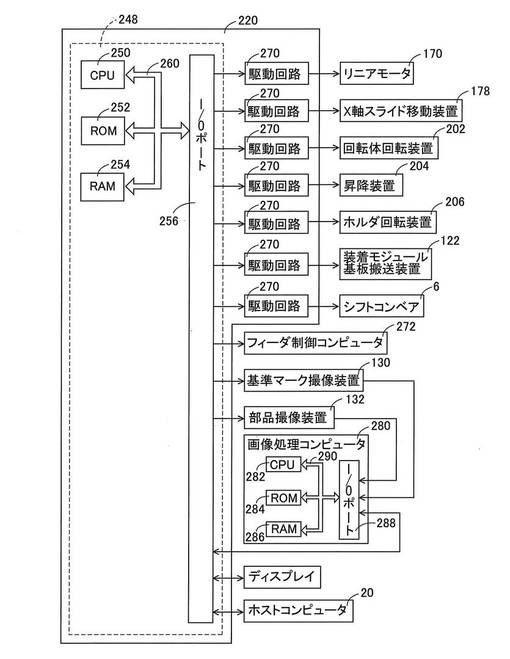
前記装着モジュール16の制御装置220の主体を成す制御コンピュータ248は、図14に示すように、CPU250,ROM252,RAM254,I/Oポート256およびそれらを接続するバス260を含み、I/Oポート256に、各駆動回路270を介して、前記リニアモータ170をはじめとして、前記X軸スライド移動装置178,回転体回転装置202,昇降装置204,ホルダ回転装置206,装着モジュール基板搬送装置122およびシフトコンベヤ6等(厳密にはそれらの駆動源たる各アクチュータ)が接続されている。I/Oポート256にはさらに、前記ホストコンピュータ20,前記フィーダ158の各々に設けられたフィーダ制御コンピュータ272,前記基準マーク撮像装置130および部品撮像装置132が接続されている。基準マーク撮像装置130および部品撮像装置132はさらに画像処理コンピュータ280に接続され、その画像処理コンピュータ280もI/Oポート256に接続されている。画像処理コンピュータ280は、CPU282,ROM284,RAM286,I/Oポート288およびバス290を備えている。
【0029】
前記ROM226にはスクリーン印刷機4を制御するための制御プログラムが格納され、RAM228には種々の制御データが格納されていて、その制御データを用いてCPU224がスクリーン印刷機4を制御する。この制御により、印刷機基板搬送装置32によってプリント基板28がスクリーン印刷機4内の予定の位置へ搬入され、基板保持装置34に保持される。保持されたプリント基板28の基準マーク54とスクリーン26の基準マーク50とが基準マーク撮像装置90により撮像され、その撮像結果に基づいてプリント基板28とスクリーン26との相対位置誤差が取得され、その相対位置誤差が位置決め装置62と固定装置64との制御によって解消された上で、基板保持装置34の上昇によりプリント基板28がスクリーン26に接触させられ、スキージヘッド66がスクリーン26に沿って移動させられて印刷が行われる。
【0030】
一方、前記制御コンピュータ248のROM252には、前記装着モジュール16を制御するための制御プログラムが格納されており、RAM254には、ホストコンピュータ20から供給されるシーケンスリストが格納され、CPU250はそのシーケンスリストに従って上記制御プログラムをRAM254を利用しつつ実行することにより、装着モジュール16を制御する。この制御により、基板コンベヤ154,156のいずれかによってプリント基板28が装着モジュール16内の予定の位置へ搬入され、基板保持装置124に保持される。保持されたプリント基板28の基準マーク54が基準マーク撮像装置130により撮像され、その撮像結果に基づいて基板保持装置124におけるプリント基板28の保持位置誤差が取得される。一方、装着装置128の装着ヘッド160が部品供給装置126の所定のフィーダ158の部品供給部へ移動させられ、所定の吸着ノズル186により所定の電子回路部品が取り出され、その電子回路部品が基板保持装置124の上方へ移動させられる途中において部品撮像装置132によって撮像されることにより、吸着ノズル186による電子回路部品の保持位置誤差が取得される。そして、これらプリント基板28の保持位置誤差と電子回路部品の保持位置誤差とを解消するための装着ヘッド160の回転軸線位置と回転位置との補正が行われた上で、電子回路部品がプリント基板28の所定の位置へ装着される。
【0031】
本実施例は、以上の制御のうち、基準マーク撮像装置90,130による基準マーク50,54の検出に重要な特徴を有しており、以下、この特徴について詳細に説明する。なお、基準マーク50の検出は、基準マーク54の検出と実質的に同じであるため、基準マーク54の検出を代表的に説明する。
基準マーク54の検出は、前記スクリーン印刷機4,前記接着剤塗布機8として機能する装着モジュール16および部品装着ライン10を構成する装着モジュール16において行われるが、これらの検出は実質的に同じであるため説明を省略し、以下、スクリーン印刷機4における基準マーク54の検出について代表的に説明する。
【0032】
基準マーク54の検出は、基準マーク撮像装置90により取得された基準マーク54の像と、予めRAM252に格納されているモデルテンプレートとのテンプレートマッチングにより行われる。従来は、このモデルテンプレートの作成が、オフラインで作業者により行われていたが、本実施例においては、基準マーク撮像装置90による撮像によって得られる基準マーク54の像のデータに基づいて自動でモデルテンプレートが作成される。以下、このモデルテンプレートの作成について説明する。この作成は、制御コンピュータ222,248,画像処理コンピュータ280,ホストコンピュータ20あるいはそれらに接続されたパーソナルコンピュータ等において行われるようにすることも可能であるが、本実施例においてはスクリーン印刷機4の画像処理コンピュータ244において行われる。基準マーク撮像装置90の撮像データが画像処理コンピュータ244へ送られ、それによる画像処理結果に基づいてモデルテンプレートの作成が行われるのである。
【0033】
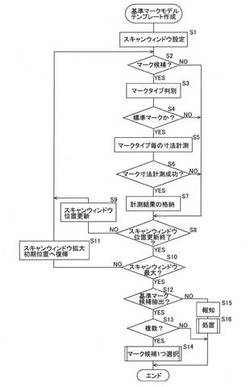
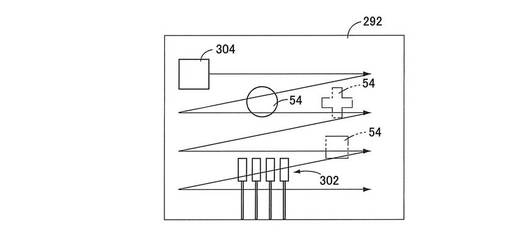
基準マーク54が、プリント基板28のランド52,リード等プリント回路や貫通孔から十分隔たって孤立した状態で設けられていれば、その基準マーク54の検出は容易である。しかし、近年、プリント基板28の小形化の要請が一層強くなった上、基板保持装置34によるプリント基板28の保持位置にある程度の誤差が存在することを許容する必要上、基準マーク撮像装置90の撮像面が大きめにされることが多いため、撮像された画像内に基準マーク54以外のものが存在することをが多くなった。そのため、プリント基板28がスクリーン印刷機4内へ搬入され、基板保持装置34に保持された後、モデルテンプレート作成のために、前記制御データ中における基準マーク54の座標データに基づいて、基準マーク撮像装置90が基準マーク54に正対するはずの位置へ移動させられて撮像が行われた場合に、図15に例示するように、取得された画像(スクリーン印刷機4のディスプレイ246に表示される。以下処理画像292と称する)の中にプリント回路302の一部等、基準マーク54以外のものの像が基準マーク54の像と共に存在することがあるようになった。本実施例においては、このような状況の下においても、図16のフローチャートで表され、画像処理コンピュータ244のROM294に格納されているモデル作成プログラムのCPU295によるRAM296を利用した実行によって、基準マーク54が自動で抽出ないし検出され、その検出結果に基づいてモデルテンプレートが作成される。
【0034】
まず、S1において、図15に示すようにスキャンウィンドウ304が設定される。スキャンウィンドウ304は、最初、処理画像292の予め定められた位置(図示の例では左上隅)に、予定されている基準マーク54の中で最も小さいものより設定量大きい大きさで設定される。そして、S2において、基準マーク候補の抽出が行われたか否か、すなわち、スキャンウィンドウ304内に基準マークらしいものが存在するか否かが調べられ、抽出された場合には、S3においてマークタイプの判別が行われる。これら基準マーク候補の抽出とマークタイプの判別とについては後に詳述する。
【0035】
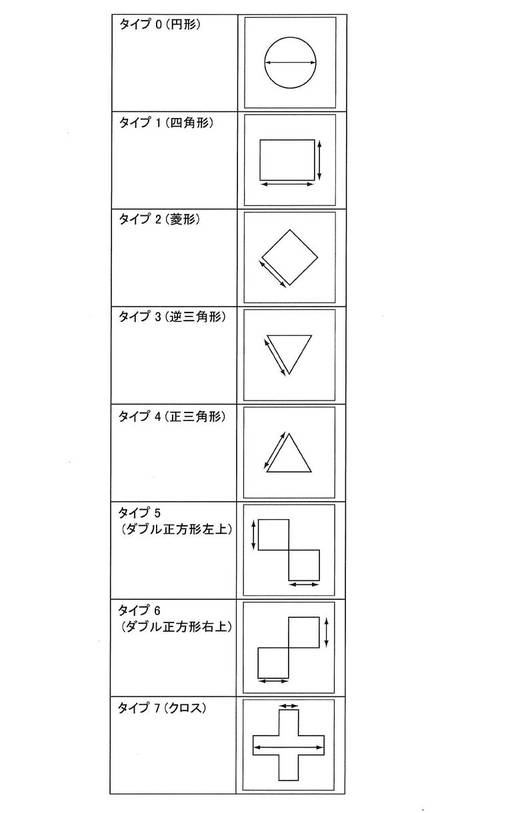
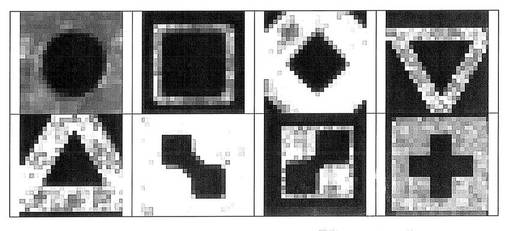
なお、プリント基板28の基準マーク54としては種々のものが使用可能であるが、ここでは、図17に示す円形,四角形,菱形,逆正三角形,正三角形,ダブル正方形左上,ダブル正方形右上およびクロスという8種類の形状の基準マーク54の使用が予定されているものとする。なお、上記8種類の形状の基準マーク54の各々はそれぞれ、暗色の地の中に存在する明色マークと、明色の地の中に存在する暗色マークとを含み、合計16種類の基準マークの使用が予定されて、予め登録されており、これら使用が予定されている規準マーク54を標準マークと称することとする。
【0036】
基準マークタイプの判別に続いて、S4において、基準マーク候補が図17に示す標準マークのいずれかであるか否かが判定され、標準マークであれば、S5において、各マークタイプに応じた図17に示す寸法の計測が行われる。その寸法計測が成功したか否かがS6において判定され、成功した場合にはS7においてマークタイプと寸法とが格納された後、S8以降が実行される。それに対し、S2,S4およびS6の判定結果がNOであった場合(殆どはこの場合である)はS3,S5,S7がバイパスされてS8以降が実行される。
【0037】
S8においては、スキャンウィンドウ304の位置の更新が終了したか否か、すなわち、スキャンウィンドウ304が処理画像292の最後の位置まで更新されたか否かが判定され、判定結果がNOであればS9においてスキャンウィンドウ304の位置が図15に矢印で示す経路に沿って所定量(例えば、1ピクセル分右へ、あるいは1ライン分下かつ左端へ)変更される。判定結果がYESであれば、S10において、スキャンウィンドウ304の大きさが予め定められた最大値に達しているか否かが判定され、判定結果がNOであれば、S11においてスキャンウィンドウ304が所定量(本実施例においては1.1倍に)拡大されるとともに、初期位置へ復帰させられる。S9あるいはS11の実行後、プログラムの実行はS2へ戻る。
【0038】
上記S10の判定時に、スキャンウィンドウ304が予め定められた最大の大きさまで増大させられていれば、S12において、基準マーク候補が抽出されたか否かが判定され、抽出されていれば、S13において抽出されたのが複数か否かが判定され、複数であれば、S14において、複数の基準マーク候補のうちの1つが基準マーク54として選択される。この選択は、作業者によって行われるようにしても、自動で行われるようにしてもよい。前者の場合は、例えば、複数の基準マーク候補が、いずれかを選択すべき旨の指令と共にディスプレイ246に表示され、その指令に従って作業者によって選択されるようにすればよい。後者の場合には、例えば、複数の基準マーク候補のうちで予定位置に最も近いもの(本実施例においては、最も処理画像292の中央に近いもの)、最も形状に乱れがないもの等、予め定められた条件を満たすものが基準マーク54として選択されるようにすればよい。
【0039】
S12の判定時に基準マーク候補が抽出されておらず、判定結果がNOとなった場合には、S15においてディスプレイ246にその旨の報知が行われ、それに応じてS16において作業者により必要な処置が行われる。S12の判定結果がNOになるということは、基準マーク撮像装置90が基準マーク54を撮像し得るはずの位置へ移動させられて撮像を行ったにもかかわらず、基準マークらしきものが1つも撮像されなかったということであり、そのような事態は予定外のことであるので、作業者によりその原因、例えば、基板保持装置34に保持されたプリント基板28が予定のものと異なるとか、制御データ中における基準マーク54の座標と実際の基準マーク54の位置とが不一致であるとか、基準マーク撮像装置90や撮像装置移動装置92の故障とかの事実の存在が調べられ、予定外の事態を解消するのに必要な処置が取られるのである。
【0040】
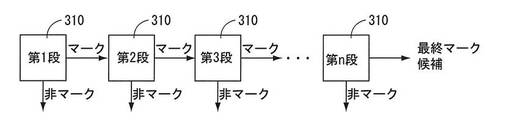
さて、前記S2において行われる基準マーク候補の抽出の詳細を説明する。この抽出は、本実施例においては、カメラ等における「顔検出」の技術として知られている「(ハールライク(Haar-like)特徴を用いた階層型アダブースト(AdaBoost)検出器」を用いて行われる。階層型アダブースト検出器は、図18に示すように、前記スキャンウィンドウ304内の画像が規準マーク画像(以下、マーク画像と略称する)らしきものであるかマーク画像らしくない画像であるか(以下、非マーク画像と略称する)をそれぞれ判定し、マーク画像は通過させ、非マーク画像は通過させない識別器310を複数段直列に接続したものである。各段の識別器310を、マーク画像の通過率がDr(0<Dr<1)、非マーク画像の通過率がFp(0<Fp<1)のものとすれば、第n段の識別器310のマーク画像,非マーク画像の通過率はそれぞれ(Dr)n,(Fp)nとなる。したがって、例えば、マーク画像の通過率Drを1.0に十分近い値に設定し、非マーク画像の通過率Fpを比較的小さい値(例えば0.5)に設定すれば、マーク画像の殆どを通過させ、非マーク画像の殆どは通過させない階層型アダブースト検出器が得られる。
【0041】
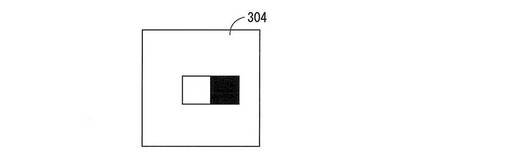
上記識別器310の各々はハールライク特徴を用いた識別器である。ハールライク特徴は、白領域と黒領域とを固有のパターンで有する矩形の領域であって、図19に例示するように、スキャンウィンドウ304内に固有のパターン,位置および大きさで設定され、その特徴量fが(1)式で表されるものである。
【数1】

ここにおいて、I(i),I(j)はそれぞれ白領域Rwおよび黒領域Rbに属するピクセルのグレー値、ωw,ωbはそれぞれ白領域Rwと黒領域Rbとの面積があたかも等しいように各領域の合計値に重み付けをするための係数である。
上記特徴量fがしきい値以上であれば関数値が1、しきい値未満であれば関数値が0となる関数は弱仮説と称される。関数値1はスキャンウィンドウ304内の像がマーク画像候補であることを表し、関数値0はスキャンウィンドウ304内の像がマーク画像候補ではないことを表わす。
【0042】
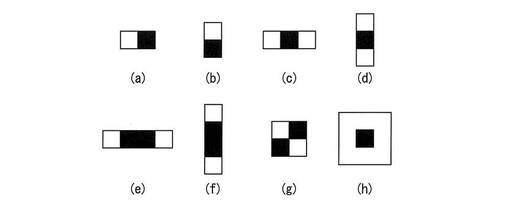
特徴のパターンは通常複数選定されるが、本実施例においては、図20に示す(a)〜(h)の8種類の特徴を選定した。また、前述のように、本実施例においては8種類ずつの白色マークと黒色マークとが標準マークとして予定されており、各段の識別器310において、スキャンウィンドウ304内の像がこれら計16種類の標準マークのいずれかである可能性があればマーク候補画像であると判定され、いずれのマークである可能性もなければ非マーク画像であると判定される。1つの特徴(パターン,大きさおよびスキャンウィンドウ304内における位置の組合わせ)としきい値との1組が1つの弱仮説に対応し、本実施例においては、階層型アダブースト検出器の各段がそれぞれ複数の弱仮説を含み、それら複数の弱仮説の関数値が1であるものの方が0であるものより多い場合に、各段においてスキャンウィンドウ304内の画像がマーク画像候補であると判定されるようにされている。また、階層型アダブースト検出器の各段における弱仮説の数が、上流側の段ほど小さくされ、マーク候補ではないスキャンウィンドウ304の画像が速やかに排除されるようにされている。
【0043】
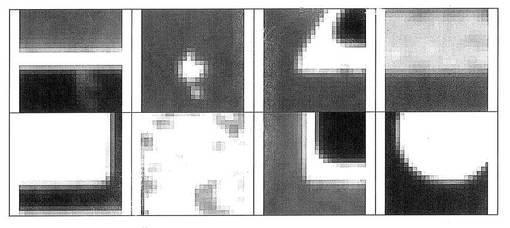
上記階層型アダブースト検出器が適切にマーク画像候補を抽出し得るものであるためには、識別器310の段数と、各段における弱仮説とが適切であることが必要であり、そのために、本実施例においては、図21に示す8種類の明色マーク用教師データと、図22に示す8種類の暗色マーク用教師データと、図23に例示する非マーク用教師データとを用いて、実験により、各段における(a)特徴のパターン,大きさおよびスキャンウィンドウ304内における位置と(b)しきい値との組と、段数とを決定した。具体的には、N×N(Nは自然数であり、標準マークが大きいほど大きい数が望ましい)ピクセルの大きさの領域内に、各パターンの特徴を、大きさと位置とを変えつつ設定し、各教師用データについてマーク,非マークの判定を行わせ、非マーク画像をマーク画像と判定する割合が第1設定%以下となり、マーク画像を非マーク画像であると誤判定する割合がそれよりさらに小さい第2設定%以下となる弱仮説をさがし、それら弱仮説の各数の組合わせによる判定結果の誤判定率がそれぞれ十分満足すべき値以下となるものをそれぞれ暫定的な識別器とした。そして、それら暫定的な識別器から成る暫定階層型アダブースト検出器による検出実験、およびその実験において誤判定された画像の教師データへの追加を複数回繰り返して検出率とロバスト性の向上を図った。
【0044】
なお、特徴量fの演算には(2)式で表されるインテグラルイメージを利用し、演算結果をコンピュータの記憶領域に記憶させて、繰り返し利用することにより演算所要時間の短縮を図った。
【数2】
また、上記教師データとしては、実際のプリント基板28の一部を基準マーク撮像装置130により撮像したものを使用し、その際、規準マーク54の大きさが複数種類に異なる場合には、上記領域と同じN×Nピクセルの大きさに正規化したものを使用した。
【0045】
次に、前記基準マーク候補のタイプの判別について説明する。このタイプ判別はニューラルネットワークを利用したマークタイプ判別器によって行われるが、ニューラルネットワーク自体は公知のものであるので、説明は簡単にする。
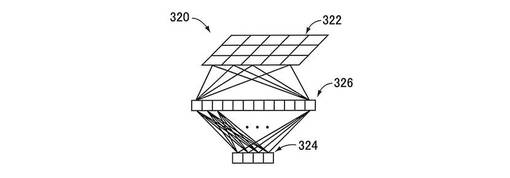
本実施例のマークタイプ判別器320は、図24に示すように、入力層322と出力層324との間に中間層326を備えた3階層型ニューラルネットワークであり、入力層322は前記マーク画像の抽出処理によって抽出され(切り出され)、N×Nピクセルに正規化された画像に対応するN×N素子から成り、出力層324は図25に示す前記16種類の標準マークに非標準マーク1種類を加えた17種類に対応する17素子から成り、中間層326は2Q(Qは5以上の自然数が望ましい)のものを使用した。
【0046】
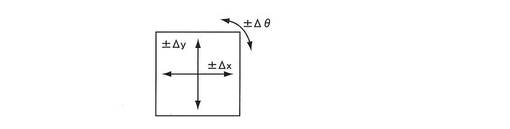
上記構成のマークタイプ判別器320に多数の明色マーク教師データと暗色マーク教師データとを通して学習させた。具体的な学習方法としては、図26に示すように、同じ教師データをP回繰り返して学習させた後、次の教師データを学習させ、学習を行う教師データの順序を学習の度にランダムに入れ替えた。また、それぞれの教師データを学習させる際には、図27に示すように、画像を±Δx,±Δy平行移動させたり、±Δθ回転させたりして誤差を加えた。さらに、図28に示すように、原画像を水平反転,垂直反転および水平・垂直反転させた画像も同時に学習させた。
【0047】
上記学習によって得た暫定的なマークタイプ判別器280に多数のテストデータを通し、判別実験を行った。この判別実験においては、シグモイド関数の傾きU0と中間層の数2Qとを複数種類に変え、学習曲線の収束具合および平均誤り率の両方の観点から適切なものを選定した。
【0048】
以上の説明から明らかなように、本実施例のマークタイプ判別器320は、結局、N×N素子の入力層322、2Q(Qは5以上の自然数)素子の中間層326、および17素子の出力層324を備え、シグモイド関数の傾きがU0のものである。このマークタイプ判別器320は、誤りが全くないわけではないが、目視により確認したところ、誤りが生じた画像は人が判断しても誤る可能性のあるもののみであり、十分実用に耐え得るものであることが確認できた。
【0049】
以上説明した基準マークモデルテンプレート作成プログラムの実行により得られたモデルテンプレートのデータは、スクリーン印刷機4の画像処理コンピュータ244自体のRAM252に格納されるとともに、ホストコンピュータ20を経て、あるいは直接、接着剤塗布機8および各装着モジュール16の制御コンピュータ248に供給され、それらの画像処理コンピュータ280のRAM286に格納される。そして、接着剤塗布機8あるいは各装着モジュール16にプリント基板28が搬入され、基板保持装置124に保持された後、それらプリント基板28の保持位置誤差の検出に使用される。
【0050】
以上の処理がスクリーン印刷機4に最初に搬入されたプリント基板28について行われた後、スクリーン印刷機4の画像処理コンピュータ244においては、上記作成されたモデルテンプレートを使用したテンプレートマッチング処理の実行により、基準マーク54の基準マーク撮像装置90に対する相対位置が取得される。
また、スクリーン26の基準マーク50の基準マーク撮像装置90に対する相対位置も同様にして取得される。この際、基準マーク50と基準マーク54とを共通にしておけば、基準マーク54のモデルテンプレートを基準マーク50のモデルテンプレートとしても利用することができるが、両基準マーク50,54が同じではない場合には、基準マーク54の場合と同様にして基準マーク50のモデルテンプレートを作成し、それを使用して基準マーク50の基準マーク撮像装置90に対する相対位置を取得することが必要になる。
【0051】
いずれにしても、基準マーク50,54の基準マーク撮像装置90に対する相対位置のデータに基づいて、基準マーク50,54の相対位置ずれを取得することができ、この相対位置ずれが、位置決め装置62および固定装置64の制御により解消された上で、プリント基板28がスクリーン26に接触させられ、第1回の印刷が行われる。本実施例においては、基準マーク50,54のモデルテンプレートの作成が、製品とされるべきプリント基板28を使用して行われるのである。
【0052】
ただし、これは不可欠ではなく、モデルテンプレート作成専用のプリント基板28を使用してモデルテンプレートの作成が行われた後、実際の製品とされるべきプリント基板28がスクリーン印刷機4に搬入され、第1回の位置検出が行われるようにすることも可能である。スクリーン印刷機4がモデルテンプレートの作成機能を有さない等の理由で、モデルテンプレートの作成を、接着剤塗布機8あるいは装着モジュール16の画像処理コンピュータ280に行わせる場合には、特にこの方法が有効である。もっとも、印刷機基板搬送装置32,シフトコンベヤ6および装着モジュール基板搬送装置122等がプリント基板28を逆方向に搬送し得るものである場合には、モデルテンプレートの作成を、接着剤塗布機8あるいは装着モジュール16の画像処理コンピュータ280に行わせた後、そのモデルテンプレートの作成に使用されたプリント基板28をスクリーン印刷機4へ戻して、生産用のプリント基板28として使用することも可能である。
【0053】
さらに付言すれば、上記実施例においては、各段に含まれる複数の弱仮説の識別結果の多数決により各段の識別器310の結論が決められるようにされていたが、これは不可欠ではない。例えば、複数の弱仮説の結論がすべて1である場合にスキャンウィンドウ304内の画像がマーク画像候補であると決められるようにすることも可能である。また、複数の弱仮説の各々の識別結果に信用度の評価値を掛け、それらの合計としきい値との比較により各段の結論が決められるようにすることも可能である。
【0054】
本実施例の組立システムにおいては、上記のようにして作成されたモデルテンプレートを使用して上記スクリーン印刷機4,接着剤塗布機8および装着モジュール16等において、プリント基板28やスクリーン26の基準マーク54,50の位置が検出され、それら基準マークの位置に基づいてプリント基板28やスクリーン26の予定の位置からの位置ずれが検出され、その位置ズレが解消されつつ印刷,接着剤塗布および電子回路部品の装着等の電子回路生産作業が行われる。スクリーン印刷機4においては、固定装置64によるスクリーン枠46の固定が解除された上でスクリーン位置決め装置62により移動させられて、そのスクリーン枠46に保持されたスクリーン26のプリント基板28に対する相対位置誤差が解消されるのであり、接着剤塗布機8および装着モジュール16においては、ヘッド移動装置162の制御によりプリント基板28の位置決め誤差が解消される位置へ接着剤塗布ヘッド210や装着ヘッド160が移動させられるのである。
【0055】
上記電子回路生産作業、すなわち印刷,接着剤塗布および電子回路部品装着等の作業が予定どおり行われず(作業不良の発生と略称する)、あるいは予定どおり行われてはいるが一層の作業精度や作業能率の向上が望まれる(性能改善と略称する)ことがある。これらに対処するために、本組立システムには、作業実行状況の監視およびソフトウエアの更新についての工夫が盛り込まれている。以下、これらの点に関して説明する。
【0056】
まず、作業状況の監視に関して、部品装着ライン10を例として説明する。
部品装着ライン10を構成する装着モジュール16において作業ミスの一種としての部品装着ミスが発生し、その原因追及が必要となった場合には、図29に示すように、ヘッド本体196に、ブラケット350に保持されたCCDカメラ352が装着される。CCDカメラ352は一定微小時間毎に1回撮像を行い、それら複数回の撮像によって得られる複数の静止画の集合(動画と言い得る)の画像データを取得するものであり、ノズルホルダ188bによる電子回路部品354の、フィーダ158からの吸着ミスおよびプリント基板28への装着ミスの監視が行われる。多くの場合、部品装着ミスが発生するのは小型の電子回路部品であるため、ここではノズルホルダ188bによる部品装着ミスについて説明するが、1本の吸着ノズル186aを備えたノズルホルダ188aによる部品装着ミスを監視する必要があれば、その場合にも同様にして監視することができる。
【0057】
なお、CCDカメラ352はヘッド本体196に常時取り付けて、部品装着作業の状況を監視させることも可能である。しかし、本実施例においては、ヘッド移動装置162に対する慣性負荷が大きくなることを回避するために、通常は取り外しておき、必要に応じて取り付けられるようにされている。また、CCDカメラ352による撮像は、装着モジュール16の作動中連続的に行われるようにすることも可能であるが、本実施例においては、部品装着ミス発生の原因追求に有効な情報を特に得易いノズルホルダ188bの下降開始から上昇終了までの間にのみ行われるようにされている。
【0058】
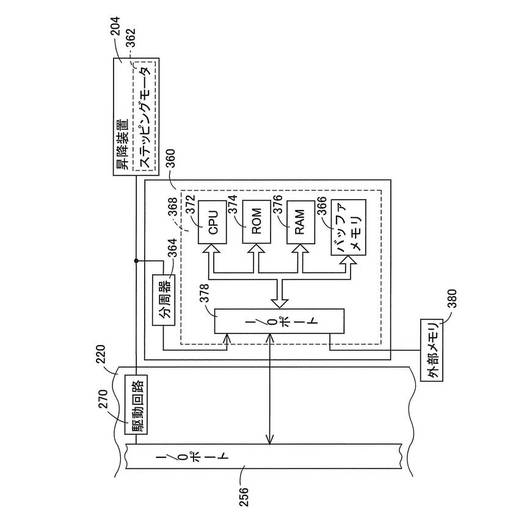
すなわち、CCDカメラ352の取り付けに伴って、図30に示すように、前記制御装置220に画像データ収集制御部360が接続される。画像データ収集制御部360は、前記昇降装置204の駆動源であるステッピングモータ362に駆動回路270から供給されるパルス信号を分周する分周器364を備え、この分周器364から1パルスが出力される毎に、すなわちノズルホルダ188bが微小量下降あるいは上昇させられる毎にCCDカメラ352に1回の撮像を行わせ、その撮像により取得された画像データをバッファメモリ366に記憶させる。
【0059】
そのために、画像データ収集制御部360は、上記分周器364およびバッファメモリ366と共に画像データ収集用コンピュータ368を備えている。画像データ収集用コンピュータ368はCPU372,ROM374,RAM376およびI/Oポート378を含み、ROM374には図31のフローチャートで表される吸着・装着ミス画像データ収集プログラムが格納されており、CPU372によりRAM376を利用しつつ実行される。
【0060】
まず、S21(ステップ21を表すが簡略化のため単にS21で表す。他のステップも同様とする)においてカウント値Nが0に設定される等の初期設定が行われた後、S22において、制御コンピュータ248から送信される次ぎに実行される吸着あるいは装着に関するデータ、すなわち、吸着時であれば、フィーダ158および吸着ノズル186の識別コード(種類を表すコードではなく、個々のフィーダや吸着ノズルに固有のコード)と電子回路部品の種類を表すデータ、装着時であれば、吸着ノズル186の識別コードと電子回路部品の種類を表すデータとが取得され、RAM376に格納される。その後、S23が繰り返し実行されて分周器364から分周パルスが出力されるのが待たれる。分周パルスはノズルホルダ188bが微小量下降あるいは上昇させられる毎に分周器364から出され、それに応じてS23の判定がYESとなり、S24においてCCDカメラ352に撮像指令が出されるとともに、カウント値Nが1増加させられる。その後、S25が繰り返し実行され、T1時間の経過が待たれ、その間にCCDカメラ352による撮像が行われる。続いてS26においてCCDカメラ352により取得された画像データ、すなわち1画像分の画像データが、カウント値NおよびS22において取得された吸着あるいは装着に関するデータと対応付けてバッファメモリ366に格納される。S27において、カウント値Nが設定値N2に達したか否かが判定されるが、当初は判定結果がNOとなり、プログラムの実行はS23に戻る。以上の実行の繰返しにより、バッファメモリ366に吸着あるいは装着の状況を微小時間間隔で示す複数の画像のデータが収集される。
【0061】
やがてS27の判定結果がYESになり、S28においてカウント値NがN1であった際の画像データとN2となった際の画像データとの比較が行われる。カウント値N1とカウント値N2とは、CCDカメラ352により取得された画像中において、下降中の吸着ノズル186と上昇中の吸着ノズル186とが互いに同じ位置にあり、かつ、その吸着ノズル186に電子回路部品354が吸着されていればその電子回路部品354の全体の像が含まれるはずの時期に対応するカウント値に選定されている。したがって、電子回路部品354の吸着が行われる場合には、カウント値N1に対応する画像には電子回路部品354を吸着していない吸着ノズル186の像が含まれ、カウント値N2に対応する画像には電子回路部品354を吸着している吸着ノズル186の像が含まれているはずであり、かつ、それら2つの画像中における吸着ノズル186の像は同じである。また、電子回路部品354の装着が行われる場合には、カウント値N1に対応する画像には電子回路部品354を吸着している吸着ノズル186の像が含まれ、カウント値N2に対応する画像には電子回路部品354を吸着していない吸着ノズル186の像が含まれているはずであり、かつ、それら2つの画像中における吸着ノズル186の像は同じである。
【0062】
そのため、上記2つの画像のデータを2値化し、互いに対応するピクセル同士の2値化データの差の総和の絶対値を求めれば、電子回路部品354の吸着あるいは装着が行われた場合には上記総和の絶対値が設定値を超え、行われなかった場合には設定値以下となるはずである。この事実に基づいて、S28においてカウント値N1に対応する画像とカウント値N2に対応する画像との比較、すなわち、両画像の互いに対応するピクセル同士の2値化データの差の取得が行われる。そして、S29において上記画像データが互いに一致するか否かの判定、すなわち、上記差の絶対値が予め比較的小さい値に設定されているしきい値以下であるか否かの判定が行われる。吸着あるいは装着が行われなかったか否かの簡易判定が行われるのであり、判定結果がYESであれば、S30において、バッファメモリ366に格納されている画像データがデータ収集メモリとしての外部メモリ380へ転送される。この転送時には、S22において取得された吸装着関連データが共に送られる。なお、上記「外部メモリ380」とは、画像データ収集制御部360の外部に設けられた記憶容量の大きい記憶装置を意味するものとする。
【0063】
それに対し、S29の判定結果がNOであった場合には、S31において、吸着ノズル186による電子回路部品354の吸着姿勢が正常であったか否かの判定が行われる。S29における簡易判定は、吸着あるいは装着が行われなかったか否かの簡易判定であり、吸着ノズル186による電子回路部品354の吸着姿勢が正常であったか否かまで判定するものではないため、部品撮像装置132の撮像結果に基づいて画像処理コンピュータ280において行われる「吸着ノズル186による電子回路部品354の吸着姿勢が正常であるか否か」の判定結果が制御コンピュータ248へ問い合わされるのであり、電子回路部品354の吸着姿勢が正常であり、S31の判定結果がYESであった場合にはじめてS32においてバッファメモリ366がクリアされ、そこに一時的に蓄えられた画像データが消去される。しかし、吸着ノズル186による電子回路部品354の吸着姿勢が正常ではない場合には、吸着が正常に行われたとは言えず、S30が実行されてバッファメモリ366の画像データが外部メモリ380へ転送される。
【0064】
このように、本実施例においては、吸着ノズル186による電子回路部品354の吸着および装着の状況が微小時間毎の静止画像の集合(この集合は動画と言い得る)として取得され、一旦バッファメモリ366に蓄積された後、吸着あるいは装着が正常に行われなかった場合の画像データのみが自動的に外部メモリ380に蓄積される。したがって、外部メモリ380の記憶容量が比較的小さくて済む上、原因の究明に役立つ画像データのみが蓄積されるため、原因の究明が容易となる利点がある。しかも、外部メモリ380に蓄積される画像データには、吸着時のものであれば、フィーダ158および吸着ノズル186の識別コードと電子回路部品の種類を表すデータとが対応付けられており、装着時のものであれば、吸着ノズル186の識別コードと電子回路部品の種類を表すデータとが対応付けられているため、原因の究明が一層容易となる。
【0065】
本実施例においてはS28において行われる画像処理は簡易なものとされ、吸着ノズル186による電子回路部品354の吸着姿勢が正常であるか否かの判定には画像処理コンピュータ280による画像処理結果が利用されている。そのため、バッファメモリ366から外部メモリ380への画像データの転送が必要な場合には早期に転送が開始される一方、バッファメモリ366のクリアは電子回路部品354の吸着姿勢が正常であることが確認された上で行われるため、必要な画像データがクリアされてしまうことを確実に回避することができる利点がある。
しかし、CCDカメラ352により取得された画像データに基づいて、吸着ノズル186による電子回路部品354の吸着姿勢が正常であるか否かの判定まで行われるようにすることも可能であり、その場合には、専用の画像処理コンピュータを設けても、画像処理コンピュータ280に画像データを供給して処理させてもよい。
【0066】
なお、上記実施例においてはすべての電子回路部品の吸着および装着の状況が撮像されるようになっていたが、S22において、吸着あるいは装着に関与するフィーダ158および吸着ノズル186の識別コードや電子回路部品の種類を表すデータが取得された後、S23の実行前に、図31に二点鎖線で示されているS22aにおいて、それらデータが予め撮像すべきものとしてRAM376記憶させられている指定データと合致するか否かの判定が行われ、指定データと合致しない場合は、S23以降が実行されることなく1回の吸着・装着ミス画像データ収集プログラムの実行が終了するようにすることも可能である。このようにすれば、実際に吸着あるいは装着のミスが発生したのと条件が同じである場合、あるいは過去の実績から吸着あるいは装着のミスが発生し易いことが判っている場合にのみ、動画データの収集が行われるようにすることができる。
【0067】
次に、ソフトウエアの更新についての工夫を説明する。この工夫は組立システムにおいて使用されるあらゆるソフトウエアの更新時に利用することができるのであるが、ここでは、一例として、上記吸着・装着ミス画像データ収集プログラムにおいて、バッファメモリ366に蓄積された画像データを外部メモリ380へ転送すべきか否かの判定の部分を、画像処理コンピュータ280におけるのと同じ画像処理を利用した判定に変更する場合を例として説明する。
【0068】
画像処理コンピュータ280における画像処理は、吸着ノズル186による電子回路部品354の保持位置誤差を取得することを主目的とするものであり、ここでは、特開平8−180191に記載された方法で、吸着ノズル186に保持された電子回路部品354の保持位置誤差を取得するものであるとする。この方法によれば、吸着ノズル186に電子回路部品354が保持されているか否かは勿論、電子回路部品354の保持が正常な姿勢で行われているか否かも判定することができる。
【0069】
吸着・装着ミス画像データ収集プログラムの更新が必要になった場合には、まず、図33に示すように、前記画像データ収集制御部360の分周器364に、前記画像データ収集用コンピュータ368と並列に、CPU392,ROM394,RAM396,バッファメモリ397およびI/Oポート398を含む試験用コンピュータ400が接続される。この試験用コンピュータ400のI/Oポート398に外部メモリ402が接続されるとともに、前記制御用コンピュータ248のI/Oポート256も接続される。そして、ROM394には更新プログラム、すなわち、図31に示すフローチャートのS28以降を図32に示すものに変更した新吸着・装着ミス画像データ収集プログラムが格納される。
【0070】
以下、変更部分のみを説明する。S27の判定結果がYESになれば、S41において、現在実行されている吸着ノズル186の下降動作が電子回路部品354を吸着するためのものであるか否かの判定が行われる。この判定は、S22において取得された吸着あるいは装着に関するデータに基づいて行われる。S41の判定結果がYESであれば、S42において、カウント値N2に対応付けてバッファメモリメモリ397に格納された画像データに基づく画像処理が行われ、その処理結果に基づいて、S43において電子回路部品354が正常な姿勢で吸着ノズル186に保持されているか否かが判定され、判定結果がYESであればS44においてバッファメモリ397がクリアされる。一方、判定結果がNOであれば、S45において、バッファメモリ397に蓄積されている画像データが、S22において取得された吸着に関するデータと対応付けて外部メモリ402へ転送される。
【0071】
上記のように、吸着時には、吸着ノズル186の上昇中にのみ電子回路部品354の保持状態が調べられ、吸着ノズル186の下降中には調べられないのは、装着モジュール16においては、吸着ノズル186が電子回路部品354を保持したままで吸着動作に入ることがないことが保証されているためである。しかし、それが保証されていない場合、あるいは一応保証されてはいても念のために、吸着ノズル186の下降中に電子回路部品354が保持されていないか否かが調べられるようにしてもよい。
【0072】
一方、S41の判定結果がNOの場合、すなわち、電子回路部品354の装着時には、S46において、カウント値N1に対応付けてバッファメモリメモリ397に格納された画像データに基づく画像処理が行われ、その処理結果に基づいて、S47において電子回路部品354が正常な姿勢で吸着ノズル186に保持されているか否かが判定される。この判定はS43において既に1回行われているため、省略することも可能であるが、吸着ノズル186の移動中に電子回路部品354が落下してしまうことがないとは限らないため、念のために上記判定が行われるのである。S47の判定結果がNOの場合は、S45が実行され、バッファメモリメモリ397に格納された画像データが外部メモリ402に転送される。
【0073】
それに対し、S47の判定結果がYESであれば、S48において、カウント値N2に対応付けてバッファメモリメモリ397に格納された画像データに基づく画像処理が行われ、その処理結果に基づいて、S48において電子回路部品354が吸着ノズル186に保持されていなくなったか否かが判定される。そして、判定結果がYESであれば、電子回路部品354がプリント基板28に装着されたものとして、S44が実行され、バッファメモリ397がクリアされる。一方、判定結果がNOであれば、電子回路部品354が持ち帰られたとして、S45において、バッファメモリ397に蓄積されている画像データが、S22において取得された装着に関するデータと対応付けて外部メモリ402へ転送される。
【0074】
したがって、画像データ収集用コンピュータ368と並列に試験用コンピュータ400が接続された状態で、装着モジュール16を含む組立システムに通常の組立作業を行わせ、その際における装着モジュール16に接続された画像データ収集用コンピュータ368と試験用コンピュータ400との作動を比較すれば、新吸着・装着ミス画像データ収集プログラムが予定どおりに作動するか否かを試験することができる。特に、本実施例においては、外部メモリ380と外部メモリ402とにそれぞれ格納された画像データを比較することによって、新吸着・装着ミス画像データ収集プログラムが予定どおりに機能するか否かを簡単に評価することができる。例えば、試験の目的が、吸着・装着ミス画像データ収集の信頼性を増すことであれば、プログラムの変更によって新たな問題が発生しないことと、予定どおり信頼性が増していることとを確認することができるのである。
本実施例においては、この確認が人によって行われるのであるが、外部メモリ380と外部メモリ402とを、画像データの比較を行う比較プログラムが格納されたコンピュータに接続し、比較プログラムを実行させることによって、上記の確認を自動で行わせることも可能である。
【0075】
なお、本実施例は、装着モジュール16の作動を直接制御するためのものではない新吸着・装着ミス画像データ収集プログラムの試験を行うものであるが、装着モジュール16の作動を直接制御するための新制御プログラムの妥当性を試験することも可能である。この場合でも、新制御プログラムを装着モジュール16の制御コンピュータ248のROM252に格納するのではなく、制御コンピュータ248と並列に接続した試験用コンピュータのROMに格納し、制御コンピュータ248を更新前の制御プログラムに従って作動させて装着モジュール16を制御させる。この制御に伴って試験用コンピュータから発せられる制御指令を外部メモリに記憶させ、後に、その制御指令の妥当性を確認するのである。その際、不可欠ではないが、更新前の制御プログラムに従って作動する制御コンピュータ248から発せられる制御指令も外部メモリに記憶させておけば、新制御プログラムの妥当性の確認が一層容易となり、自動化も可能になる。
【0076】
以上、本発明の一実施例を詳細に説明したが、これは文字通り例示に過ぎず、本発明は、前記〔発明の態様〕の項に記載された態様を始めとして、当業者の知識に基づいて種々の変更を施した態様で実施することができる。
【符号の説明】
【0077】
2:基板供給装置 4:スクリーン印刷機 6:シフトコンベヤ 8:接着剤塗布機 10:部品装着ライン 12:接着剤硬化装置 14:リフロー炉 16:装着モジュール 18:基台 20:ホストコンピュータ 26:スクリーン 28:プリント基板 30:フレーム 32:印刷機基板搬送装置 34:基板保持装置 36:スクリーン保持装置 38:スキージ装置 40:マーク撮像システム 42:印刷機制御装置 46:スクリーン枠 48:貫通孔 50:基準マーク 52:ランド 54:基準マーク 60:スクリーン支持台 62:位置決め装置 64:固定装置 66:スキージヘッド 68:スキージヘッド移動装置 70:スキージヘッド昇降装置 72:移動部材 74:移動部材移動装置 76:スキージ移動用モータ 78:ボールねじ 80:ナット 82:送りねじ機構 84:スキージ保持部材 86:スキージ 90:基準マーク撮像装置 92:撮像装置移動装置 96:X軸方向移動装置 98:Y軸方向移動装置 100:X軸スライド 102:Xスライド移動装置 104:Y軸スライド 106:Y軸スライド移動装置 120:モジュール本体 122:装着モジュール基板搬送装置 124:基板保持装置 126:部品供給装置 128:装着装置 130:基準マーク撮像装置 132:部品撮像装置 154,156:基板コンベヤ 158:テープフィーダ(フィーダ) 160a,b:装着ヘッド 162:ヘッド移動装置 164:X軸方向移動装置 166:Y軸方向移動装置 170:リニアモータ 172:Y軸スライド 174:第1X軸スライド 176:第2X軸スライド 178:X軸スライド移動装置 186(186a,186b):吸着ノズル 188(188a,188b):ノズルホルダ 190:吸着管 192:背景形成板 196:ヘッド本体 200:回転体 202:回転体回転装置 204:昇降装置 206:ホルダ回転装置 210:接着剤塗布ヘッド 212:シリンジ 214:ピストン 218:制御装置 220:制御装置 222:制御コンピュータ 240:駆動回路 244:画像処理コンピュータ 246:ディスプレイ 248:制御コンピュータ 270:駆動回路 272:フィーダ制御コンピュータ 280:画像処理コンピュータ 300:処理画像 302:プリント回路 304:スキャンウィンドウ 310:識別器 320:マークタイプ判別器 322:入力層 324:出力層 326:中間層 350:ブラケット 352:CCDカメラ 354:電子回路部品 360:画像データ収集制御部 362:ステップモータ 364:分周器 366:バッファメモリ 368:画像データ収集用コンピュータ 380:外部メモリ 397:バッファメモリ 400:試験用コンピュータ 402:外部メモリ
【技術分野】
【0001】
本発明は、プリント基板等の回路基材に電子回路部品を装着する電子回路部品装着機、電子回路部品をはんだ付けするためのクリーム状はんだを回路基材に印刷するスクリーン印刷機、電子回路部品を接着するための接着剤を回路基材に塗布する接着剤塗布機、電子回路の検査を行う電子回路検査機等、回路基材に対して定められた作業を行う対回路基材作業機に対して、近年益々厳しくなっている要求に応えるための技術に関するものである。
【背景技術】
【0002】
下記特許文献1には、回路基材等の対象物に設けられた基準マークを撮像装置により撮像し、その撮像により取得した画像と予め記憶手段に記憶させられている複数のモデルテンプレートとを比較することにより、読み取った画像に対応するモデルテンプレートを選択することが記載されている。その選択したモデルテンプレートと、順次搬入される対象物から撮像装置により取得される画像とのテンプレートマッチングにより基準マークを認識し、その基準マークの位置を検出するのである。モデルテンプレートそのものをテンプレートメモリに格納する代わりに、モデルテンプレートの特徴データのみを格納し、その特徴データからモデルテンプレートを作成してもよいこと、モデルテンプレートのサイズが実際の画像と異なる場合には、モデルテンプレートのサイズを調整したものをモデルテンプレートとして使用すること、および、テンプレートメモリに適するモデルテンプレートがない場合には、撮像装置により取得した画像データを新規にオプションデータとして登録し、それの画像データをモデルテンプレートとして使用することも記載されている。
しかし、近年、電子回路の小形化の要請が益々強くなっており、撮像装置の画面中に基準マークらしいものが複数存在する場合の処置については記載されていない。
【0003】
また、電子回路小形化の要請が強くなるに従って回路基材および電子回路部品の小形化が進み、電子回路部品を回路基材に適切に装着することが難しくなって来た。それに対し、下記特許文献2および3には、吸着ノズルにより部品供給装置から電子回路部品が吸着され、取り出される状況や、回路基材に装着される状況を撮像装置により撮像して動画として保存し、装着ミスが発生した場合にその原因究明に役立てることが記載されている。しかし、動画データの保存には大容量の記憶装置を必要とし、また、多量の動画データから装着ミス発生の原因解明に役立つデータを選別することも容易ではない。
【0004】
さらに、装着ミス発生の原因が解明でき、発生を防止するために制御プログラムが変更された場合には、その新制御プログラムが適切なものであるか否かの試験が行われた後に、生産現場の電子回路部品装着機に適用されるのであるが、電子回路の生産が開始された後に新制御プログラムの問題点が明らかになり、あるいは新制御プログラムの採用によって、以前から存在していた問題が顕在化することがある。従来は、その事実が明らかになってから対策が講じられていたため、電子回路の生産に支障を来すことがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−317097号公報
【特許文献2】特開2008−098411号公報
【特許文献3】特開2008−103426号公報
【発明の概要】
【0006】
本発明は、対回路基材作業機における上記問題の少なくとも一つを解決することを課題として為されたものであり、以下に、本願において特許請求が可能と認識されている発明(以下、「請求可能発明」という場合がある。請求可能発明は、請求の範囲に記載された発明である「本願発明」を含むが、本願発明の下位概念発明や、本願発明の上位概念あるいは別概念の発明を含むこともある。)の態様をいくつか例示し、それらについて説明する。各態様は請求項と同様に、項に区分し、各項に番号を付し、必要に応じて他の項の番号を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載,実施例の記載,従来技術等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得るのである。
【発明の態様】
【0007】
なお、以下の各項において、(1)項が請求項1に相当し、(2)項が請求項2に、(4)項が請求項3に、(5)項が請求項4に、(6)項が請求項5に、(7)項が請求項6に、(8)項が請求項7に、(9)項が請求項8にそれぞれ相当する。
【0008】
(1)回路基材の基準マーク形成予定位置およびその周辺を撮像装置により撮像する撮像工程と、
その撮像工程の実施により得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程と、
抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程と、
そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程と
を含み、かつ、前記基準マーク候補抽出工程が、ハールライク(Haar-like)特徴を用いた階層型アダブースト(AdaBoost)検出器を利用して基準マーク候補を抽出する工程であることを特徴とする基準マークモデルテンプレート作成方法。
(2)前記マーク種判別工程の実施により種類が判明した像の寸法を計測する寸法計測工程を含み、前記テンプレート作成工程において、その計測された寸法のモデルテンプレートを作成する(1)項に記載の基準マークモデルテンプレート作成方法。
(3)前記基準マーク候補抽出工程が、前記撮像工程において取得された画像である処理画像内に、予め定められた大きさのスキャンウィンドウを設定し、そのスキャンウィンドウ内の像が前記基準マーク候補の像であるか否かの判定を、そのスキャンウィンドウを予め定められた経路に沿って、予め定められた量ずつ移動させて1回のスキャンを行う工程を含む(1)項または(2)項に記載の基準マークモデルテンプレート作成方法。
(4)前記基準マーク候補抽出工程が、前記スキャンウィンドウを、当初、前記基準マークとして予定されているもののうちで最小のものの検出に適した大きさに設定し、前記1回のスキャンを行う毎に、前記スキャンウィンドウを設定量拡大する工程を含む(3)項に記載の基準マークモデルテンプレート作成方法。
予定されている基準マークの大きさが1種類である場合には、スキャンウィンドウをその1種類の大きさの基準マークの抽出に適した大きさに設定すればよいが、複数種類の大きさの基準マークが予定されている場合には、スキャンウィンドウの大きさを複数種類に変え、各大きさのスキャンウィンドウについてスキャンを行うことが望ましい。
(5)前記マーク種判別工程が、ニューラルネットワークを利用して基準マーク候補の種類を判別する工程を含む(1)項ないし(4)項のいずれかに記載のモデルテンプレート作成方法。
(6)前記ニューラルネットワークとして、N素子×M素子から成る入力層と、前記基準マークの予定種類数に1を加えた数の素子から成る出力層と、それら入力層と出力層との間に設けられた複数の素子から成る中間層とを備え、前記予定されている基準マークの像をNピクセル×Mピクセルに正規化したマーク用教師データと、基準マークではないものの像をNピクセル×Mピクセルに正規化した非マーク用教師データとを用いて学習させたものを使用する(5)項に記載の基準マークモデルテンプレート作成方法。
(7)前記基準マーク候補抽出工程,前記マーク種判別工程および前記寸法計測工程の実行によって前記モデルテンプレートが1つの基準マーク形成予定位置に対して複数作成された場合に、それら複数のモデルテンプレートのうちの1つを最終モデルテンプレートに決定する最終モデルテンプレート決定工程を含む(1)項ないし(6)項のいずれかに記載の基準マークモデルテンプレート作成方法。
(8)前記最終モデルテンプレート決定工程が、
前記モデルテンプレートが1つの基準マーク形成予定位置に対して複数作成された場合に、それら複数のモデルテンプレートの中から1つを選んで最終モデルテンプレートを指定すべきことを報知するモデルテンプレート複数報知工程と、
そのモデルテンプレート複数報知工程の実行に応じて作業者が最終モデルテンプレートを指定する入力を行う最終モデルテンプレート指定入力工程と
を含む(7)項に記載の基準マークモデルテンプレート作成方法。
(9)前記最終モデルテンプレート決定工程が、前記複数のモデルテンプレートのうちで予め定められた条件に最もよく合致するモデルテンプレートを自動で最終モデルテンプレートに決定する工程を含む(7)項または(8)項に記載の基準マークモデルテンプレート作成方法。
上記予め定められた条件は、例えば、基準マークの形成予定位置に最も近い像であることや、複数種類予定されている基準マークのいずれかとのマッチング度が最も高い像であることとすることができる。
(10)前記基準マーク候補抽出工程,前記マーク種判別工程および前記テンプレート作成工程の実行によって前記モデルテンプレートが1つの基準マーク形成予定位置に対して1つも作成されなかった場合に、その旨を報知するモデルテンプレート作成失敗報知工程を含む(1)項ないし(9)項のいずれかに記載の基準マークモデルテンプレート作成方法。
本項の場合は何らかの不具合がある可能性が高いため、作業者がその原因を探求して必要な措置をとることが求められるのである。
(11)回路基材の基準マーク形成予定位置およびその周辺を撮像する撮像装置と、
その撮像装置により撮像された画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出部と、
抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別部と、
そのマーク種判別部により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成部と
を含み、かつ、前記基準マーク候補抽出部が、ハールライク(Haar-like)特徴を用いた階層型アダブースト(AdaBoost)検出器を含むことを特徴とする基準マークモデルテンプレート作成装置。
前記(2)ないし(10)項の各々に記載の特徴は、本項に係る基準マークモデルテンプレート作成装置にも適用可能である。
(12)電子回路部品を供給する部品供給装置と、
電子回路部品を装着すべき回路基材を保持する基材保持装置と、
前記部品供給装置から電子回路部品を受け取って前記基材保持装置に保持された回路基材に装着する装着装置と
その装着装置が前記部品供給装置から電子回路部品を受け取る部品受取りと、電子回路部品を前記回路基材に装着する部品装着との少なくとも一方の動画を撮像する動画撮像装置と
を含む電子回路部品装着機において、前記動画撮像装置により撮像された動画を保存する方法であって、
前記動画撮像装置により撮像された動画のデータである動画データを一時的に保存する一時保存工程と、
前記部品受取りと前記部品装着との前記少なくとも一方が正常に行われなかった場合に前記一時保存工程で保存された動画のデータを正規に保存する正規保存工程と
を含むことを特徴とする電子回路部品装着機における動画データ保存方法。
(13)前記一時保存工程においては前記動画データをバッファメモリに保存し、前記部品受取りと前記部品装着との前記少なくとも一方が正常に行われた場合には前記バッファメモリに保存した動画データを削除し、前記少なくとも一方が正常に行われなかった場合に正規保存工程において前記動画データを前記バッファメモリからデータ収集メモリに転送する(12)項に記載の電子回路部品装着機における動画データ保存方法。
(14)前記部品受取りと前記部品装着との前記少なくとも一方のうち、予め定められた条件を満たすものについては前記一時保存工程を実行し、予め定められた条件を満たさないものについては前記一時保存工程を実行しない(12)項または(13)項に記載の動画データ保存方法。
上記「予め定められた条件」は、例えば、(a)電子回路部品の種類(形状,寸法,型式の少なくとも1つを含む)が予め定められたものであること、(b)部品保持具(少なくとも吸着ノズルを含む)の種類(寸法,型式の少なくとも1つを含む)と識別コードとの少なくとも一方が予め定められたものであること、(c)部品供給具(フィーダとトレイとの少なくとも一方を含む)の種類(寸法,型式の少なくとも1つを含む)と識別コードとの少なくとも一方が予め定められたものであること等とすることができる。また、「予め定められた条件」は、部品受取りや部品装着が実際に正常に行われなかったという事実に基づいて自動であるいは作業者により設定されても、一般的に正常に行われない可能性が高いという事実に基づいて自動であるいは作業者により設定されてもよい。
(15)回路基材に対して作業を行う対回路基材作業システムに設けられた検出装置から供給される情報に基づいてその回路基材作業システムを制御するために、その回路基材作業システムのコンピュータである実動コンピュータにおいて用いられるソフトウエアを更新する方法であって、
前記検出装置からの情報と更新前のソフトウエアである旧ソフトウエアとにより前記実動コンピュータを作動させ、その作動に伴って前記検出装置からの給される情報に基づいて、更新しようとするソフトウエアである新ソフトウエアを試験用コンピュータに実行させ、その新ソフトウエアに問題がないことを確認した後に、前記旧ソフトウエアを前記新ソフトウエアに更新することを特徴とする回路基材作業システムのソフトウエア更新方法。
試験用コンピュータによる新ソフトウエアの実行は、実動コンピュータの作動に伴う対回路基材作業システムの作動と並行して行わせることも、対回路基材作業システムの作動とは別に行わせることも可能である。前者の場合は、検出装置に実動コンピュータと試験用コンピュータとを並列に接続するのであり、後者の場合は、検出装置や制御装置からの情報を記憶装置に一旦記憶させ、その記憶させた情報と新ソフトウエアとに基づいて試験用コンピュータを作動させるのである。前者の場合は、回路基材作業システムの作動と並行して新ソフトウエアの評価を行うことができる利点があり、後者の場合には、例えば、対回路基材作業システムの停止中に実動コンピュータそのものを試験用コンピュータとして用いて新ソフトウエアの評価を行うことができるため、ソフトウエア更新後の問題発生をより確実に回避することができる利点がある。
ソフトウエアには、コンピュータを制御するプログラムや、そのプログラムの実行時に使用されるデータが含まれる。また、上記「新ソフトウエアに問題がないことの確認」は、人によって行われるようにすることも、確認用のソフトウエアを使用して試験用コンピュータにより自動で行われるようにすることも可能である。前者の場合は、例えば、試験用コンピュータの作動結果が表示装置に表示され、あるいは記録紙に記録されるようにし、その表示や記録に基づいて人が評価を行うのである。
(16)新ソフトウエアに問題がないことの確認を、前記実動コンピュータの作動結果と前記試験用コンピュータの作動結果との比較により行う(15)項に記載の回路基材作業システムのソフトウエア更新方法。
試験用コンピュータによる新ソフトウエアの実行を、対回路基材作業システムの作動とは別に行わせる場合には、実動コンピュータの作動結果を記憶装置に記憶させ、あるいは作動結果を示すハードコピーを残せばよい。
(33)前記検出装置が撮像装置を含み、前記実動コンピュータが前記撮像装置により撮像された画像のデータを処理する画像処理部を含み、前記旧ソフトウエアおよび前記新ソフトウエアが前記画像処理部により使用される画像処理ソフトウエアを含む(31)項または(32)項に記載の回路基材作業システムのソフトウエア更新方法。
【図面の簡単な説明】
【0009】
【図1】請求可能発明の一実施例装置であり、一実施例方法が実施される装置である電気回路組立システムの外観を示す正面図である。
【図2】上記電気回路組立システムの構成要素であるスクリーン印刷機の構成をカバーを除去して示す側面図である。
【図3】上記スクリーン印刷機の基準マーク撮像システムを取り出して示す平面図である。
【図4】上記スクリーン印刷機に用いられるスクリーンの一例を示す平面図である。
【図5】上記スクリーン印刷機によりクリーム状のはんだが印刷印刷されるプリント基板の一例を示す平面図である。
【図6】上記電気回路組立システムの構成要素である装着モジュールの構成を一部のカバーを除去して示す斜視図である。
【図7】上記装着モジュールにおける装着装置を取り出して示す斜視図である。
【図8】上記装着装置の構成要素である装着ヘッドの1例を示す斜視図である。
【図9】上記装着装置の構成要素である装着ヘッドの別の1例を示す斜視図である。
【図10】上記別の1例の装着ヘッドを、カバーを除去して示す斜視図である。
【図11】装着ヘッドと選択的に装着モジュールに搭載される接着剤塗布ヘッドを示す斜視図である。
【図12】上記接着剤塗布ヘッドの要部を示す側面断面図である。
【図13】前記スクリーン印刷機の制御装置を示すブロック図である。
【図14】前記装着モジュールの制御装置を示すブロック図である。
【図15】基準マーク撮像装置により撮像された処理画像の一例を示す図である。
【図16】基準マークモデルテンプレート作成プログラムの一例を示すフローチャートである。
【図17】前記電気回路組立システムにおいて使用が予定されている基準マークを示す図である。
【図18】前記スクリーン印刷機の画像処理コンピュータの、前記基準マークモデルテンプレート作成プログラムを記憶する部分とそのプログラムを実行する部分とにより構成されるモデルテンプレート作成装置の一部としての階層型アダブースト検出器を概念的に示す図である。
【図19】上記階層型アダブースト検出器におけるスキャンウィンドウへの特徴の設定の一例を示す図である。
【図20】上記階層型アダブースト検出器において使用される特徴を示す図である。
【図21】上記階層型アダブースト検出器の学習に使用される明色マーク用教師データを表す図である。
【図22】上記階層型アダブースト検出器の学習に使用される暗色マーク用教師データを表す図である。
【図23】上記階層型アダブースト検出器の学習に使用される非マーク用教師データのいくつかの例を表す図である。
【図24】前記スクリーン印刷機の画像処理コンピュータの、前記基準マークモデルテンプレート作成プログラムを記憶する部分とそのプログラムを実行する部分とにより構成されるモデルテンプレート作成装置の別の一部としてのマークタイプ判別器を概念的に示す図である。
【図25】上記マークタイプ判別器の出力層の各素子に出力される基準マークの種類を示す図表である。
【図26】上記マークタイプ判別器の学習を説明するための図である。
【図27】上記マークタイプ判別器の学習を説明するための別の図である。
【図28】上記マークタイプ判別器の学習を説明するためのさらに別の図である。
【図29】上記電気回路組立システムの装着モジュールに、部品吸着・装着ミスの原因追及のためにCCDカメラが取り付けられた状態を示す斜視図である。
【図30】上記CCDカメラの取り付けとともに装着モジュールの制御装置に接続される画像データ収集制御部を示すブロック図である。
【図31】上記画像データ収集制御部の画像データ収集用コンピュータのROMに格納された吸着・装着ミス画像収集プログラムを表すフローチャートである。
【図32】上記吸着・装着ミス画像収集プログラムとは別の新吸着・装着ミス画像収集プログラムを表すフローチャートである。
【図33】上記新吸着・装着ミス画像収集プログラムの妥当性を試験するための試験用コンピュータが、図30の画像データ収集制御部の画像データ収集用コンピュータに並列に接続された状態を示すブロック図である。
【発明を実施するための形態】
【0010】
以下、請求可能発明の一実施例を、上記各図を参照しつつ説明する。なお、請求可能発明は、下記実施例の他、上記〔発明の態様〕の項に記載した態様を始めとして、当業者の知識に基づいて種々の変更を施した態様で実施することができる。
【0011】
図1に、電気回路組立システム(以下組立システムと略称する)の一例を示す。この組立システムは、上流側から1列に配列された基板供給装置2,スクリーン印刷機4,シフトコンベヤ6,接着剤塗布機8,部品装着ライン10,接着剤硬化装置12およびリフロー炉14を含む。部品装着ライン10は複数台の装着モジュール16が互いに近接して配列されたものであり、装着モジュール16は基台18の上に複数台ずつ、任意の1台を前方へ引き出し可能に配列されている。接着剤塗布機8は、専用の装置として構成することも可能であるが、本実施例においては、後述するように、装着モジュール16の一部(図示の例では1台)を利用して構成されたものである。上記基板供給装置2,スクリーン印刷機4,シフトコンベヤ6,接着剤塗布機8,装着モジュール16,接着剤硬化装置12,リフロー炉14等はそれぞれ制御コンピュータを主体とする制御装置を備えているが、それらの制御コンピュータは互いに接続されるとともに、ホストコンピュータ20に接続されている。
【0012】
スクリーン印刷機4は、図2に示すように、スクリーン26を用いて回路基材の一種であるプリント基板28にクリーム状のはんだを印刷するものであり、印刷機本体としてのフレーム30,印刷機基板搬送装置32,基板保持装置34,スクリーン保持装置36,スキージ装置38、および図3に示すマーク撮像システム40と後述の制御装置218(図13参照)を含む。スクリーン26は、図4に示すように、スクリーン枠46にたるみなく張って固定されるとともに、厚さ方向に貫通して複数の印刷用の貫通孔48が設けられている。スクリーン26にはまた、複数、例えば、2個の基準マーク50が対角線上に隔たった2箇所に設けられている。
【0013】
プリント基板28には、図5に概略的に示すように、複数のランド52が形成されており、複数の貫通孔48はそれぞれ、スクリーン26のランド52に対応する箇所に形成され、ランド52に対応する形状,寸法を有する。プリント基板28にはまた、複数、例えば、2個の基準マーク54が対角線上に隔たった、前記基準マーク50に対応する位置に設けられている。
【0014】
印刷機基板搬送装置32は、例えば、コンベヤの一種であるベルトコンベヤにより構成され、プリント基板28をそれの両側縁部において水平な姿勢で支持し、X軸方向であって、図2においては紙面に直角な方向に搬送する。基板保持装置34は、印刷機基板搬送装置32の搬送経路の途中に設けられ、プリント基板28を保持してベルトコンベヤから上昇させる。スクリーン保持装置36は、フレーム30の基板保持装置34の上方の部分に設けられ、スクリーン26をスクリーン支持台60に対して位置決め装置62により位置決めし、固定装置64により固定して水平な姿勢で保持する。
【0015】
スキージ装置38は、作業ヘッドたる1対のスキージヘッド66,作業ヘッド移動装置たるスキージヘッド移動装置68および1対のスキージヘッド昇降装置70を備えている。スキージヘッド移動装置68は、移動部材72および移動部材移動装置74を備えている。移動部材移動装置74は、駆動源たるスキージ移動用モータ76と、ボールねじ78およびナット80を含む運動変換機構たる送りねじ機構82とを備えている。1対のスキージヘッド66はそれぞれスキージ保持部材84およびスキージ86を備え、1対のスキージヘッド昇降装置70と共に移動部材72上に設けられ、スキージヘッド昇降装置70によって昇降させられ、2つのスキージ86がスクリーン26に選択的に接触,離間させられるとともに、スキージヘッド移動装置68によって、前記X軸方向に直角なY軸方向に、スクリーン26に沿って移動させられる。
【0016】
マーク撮像システム40は、図3に示すように、基準マーク撮像装置90および撮像装置移動装置92を含み、図2に示すように、スクリーン保持装置36と下降位置にある基板保持装置34との間の部分に設けられている。基準マーク撮像装置90はCCDカメラにより撮像対象を撮像するものとされており、特開2007−38456号公報に記載の撮像装置と同様に構成され、プリント基板28とスクリーン26とにそれぞれ設けられた基準マーク50,54を撮像することができるものとされている。撮像装置移動装置92は、X軸方向移動装置96およびY軸方向移動装置98を含む。X軸方向移動装置96は、可動部材としてのX軸スライド100およびX軸スライド移動装置102を含み、Y軸方向移動装置98は、X軸スライド100上に設けられ、可動部材としてのY軸スライド104およびY軸スライド移動装置106を含みむ。基準マーク撮像装置90はY軸スライド104上に設けられ、水平面内の任意の位置へ移動させられる。
【0017】
複数の装着モジュール16の各々は、電気回路部品装着機と称することもでき、プリント基板28への電子回路部品の装着を分担し、並行して行う。接着剤硬化装置12は、図示は省略するが、硬化装置基板搬送装置,加熱装置および制御装置を備え、プリント基板28を加熱し、塗布された接着剤を硬化させて電子回路部品をプリント基板28に固定し、リフロー炉14へ搬出する。リフロー炉14は、上記クリーム状はんだを加熱して溶融させ、電子回路部品をプリント基板28の前記ランド52にはんだ付けすることにより、プリント基板28に形成された図示を省略するリード線に接続するものである。
【0018】
装着モジュール16については、例えば、特開2004−104075公報に詳細に記載されており、本請求可能発明に関係する部分以外の部分については簡単に説明する。
各装着モジュール16はそれぞれ、図6に示すように、本体フレームとしてのモジュール本体120,装着モジュール基板搬送装置122,基板保持装置124,部品供給装置126,装着装置128,基準マーク撮像装置130および部品撮像装置132を備えている。
【0019】
装着モジュール基板搬送装置122は、2レーンの基板コンベヤ154,156を備え、プリント基板28を複数の装着モジュール16が並ぶX軸方向と平行な水平方向に搬送する。基板保持装置124は2つの基板コンベヤ154,156の各々について設けられ、それぞれプリント基板28を下方から支持する支持部材およびプリント基板28の搬送方向に平行な両側縁部をそれぞれクランプするクランプ部材を備え、プリント基板28をその電子回路部品が装着される装着面が水平となる姿勢で保持する。
【0020】
部品供給装置126は、装着モジュール基板搬送装置122の一方の側であって、装着モジュール16の前面側に設けられている。部品供給装置126は、例えば、部品供給具としての部品フィーダの一種であるテープフィーダ(以後、フィーダと略称する)158により電子回路部品を供給するものとされ、複数のフィーダ158と、それらフィーダ158が取り付けられるフィーダ保持装置(図示省略)とを含む。フィーダ保持装置は、複数のフィーダ搭載部を備え、それらフィーダ搭載部にフィーダ158が着脱可能に搭載されるものである。部品供給装置は、部品供給具の一種であるトレイによって電子回路部品を供給する装置としてもよい。
【0021】
装着装置128は、装着ヘッド160と、その装着ヘッド160を移動させるヘッド移動装置162とを備えている。ヘッド移動装置162は、図7に示すように、X軸方向移動装置164およびY軸方向移動装置166を備えている。Y軸方向移動装置166は、モジュール本体120に部品供給装置126の部品供給部と基板保持装置124とに跨って設けられたリニアモータ170を備え、可動部材としてのY軸スライド172をY軸方向の任意の位置へ移動させる。X軸方向移動装置164はY軸スライド172上に設けられ、Y軸スライド172に対してX軸方向に相対移動させられるとともに、互いにX軸方向に相対移動可能な第1,第2X軸スライド174,176と、それらスライド174,176をそれぞれ、X軸方向に移動させるX軸スライド移動装置178(図7には第1X軸スライド174を移動させる移動装置のみが図示されている)とを備えている。2つのX軸スライド移動装置はそれぞれ、例えば、駆動源たる電動回転モータの一種であるサーボモータと、ボールねじおよびナットを含む送りねじ機構とを含むものとされ、X軸スライド174,176をX軸方向の任意の位置へ移動させる。
【0022】
装着ヘッド160は、第2X軸スライド176に着脱自在に搭載され、ヘッド移動装置162により、部品供給装置126の部品供給部と基板保持装置124とに跨る移動領域である装着作業領域内の任意の位置へ移動させられる。装着ヘッド160は、部品保持具の一種である吸着ノズル186(186a,186b)によって電子回路部品を保持するものとされており、吸着ノズル186を保持し、保持具保持部を構成するノズルホルダの数を異にする複数種類の装着ヘッド160a,160bが用意され、電子回路部品が装着されるプリント基板28の種類に応じて選択的に第2X軸スライド176に取り付けられる。例えば、図8に示す装着ヘッド160aはノズルホルダ188aを1つ備え、吸着ノズル186aが1つ保持され、図9に示す装着ヘッド160bはノズルホルダ188bを複数、例えば3個以上(図示の例では12個)備え、吸着ノズル186bが最大12個保持され得る。
【0023】
装着ヘッド160aにおいてノズルホルダ188aは、図示は省略するが、ヘッド本体に軸線方向であって鉛直方向に移動可能かつ自身の軸線まわりに回転可能に設けられ、ヘッド本体に設けられた移動装置である昇降装置および回転装置により昇降および回転させられる。装着ヘッド160bは、図10に示すように、ヘッド本体196に鉛直な回転軸線のまわりに回転可能に設けられた回転体200と、回転体200を正逆両方向に任意の角度回転させる回転体回転装置202とを備えた回転型ヘッドである。回転体200には、その回転軸線を中心とする一円周上に適宜の間隔、図示の装着ヘッド160bでは等角度を隔てた12の位置にそれぞれ、ノズルホルダ188bが回転体200の回転軸線に平行な方向に相対移動可能かつ自身の軸線まわりに回転可能に設けられ、それぞれ回転体200からの突出端部(装着ヘッド160が第2X軸スライド176に取り付けられた状態では下端部)において吸着ノズル186bを着脱可能に保持する。
【0024】
12個のノズルホルダ188bは、回転体200の回転により、回転体200の回転軸線のまわりを旋回させられ、12個の停止位置の1つである部品吸着装着位置へ順次移動させられ、ヘッド本体196の部品吸着装着位置に対応する位置に設けられた移動装置である昇降装置204によって昇降させられる。ノズルホルダ188bはさらに、ヘッド本体196に設けられたホルダ回転装置206により、自身の軸線まわりに回転させられる。なお、前記基準マーク撮像装置130は、図7に示すように、第二X軸スライド176に搭載され、ヘッド移動装置162により装着ヘッド160と共に移動させられる。
【0025】
以上のように構成された装着モジュール16は、装着ヘッド160が第2X軸スライド176に着脱可能とされており、任意の装着ヘッド160に交換可能であるが、さらに、図11,12に示す接着剤塗布ヘッド210とも交換可能とされている。接着剤塗布ヘッド210は、図12に示すように、シリンジ212を備えている。シリンジ212内にはピストン214が気密かつ摺動可能に嵌合され、シリンジ212内に圧縮空気が供給されることによりピストン214が下降させられ、接着剤が吐出管216を通って所定量ずつ吐出され、プリント基板28に塗布される。接着剤塗布ヘッド210はまた、図示は省略するが、シリンジ212を、その軸線方向に移動させる移動装置であって、昇降させる昇降装置を備え、シリンジ212を回路基板に接近,離間させる。装着モジュール16は、装着ヘッド160の代わりに接着剤塗布ヘッド210が装着されることにより、接着剤塗布モジュールとなる。この接着剤塗布モジュールが前記接着剤塗布機8なのである。
【0026】
以上の説明から明らかなように、印刷機基板搬送装置32は1レーンの基板コンベヤから成るのに対し、装着モジュール基板搬送装置122は2レーンの基板コンベヤ154,156から成っている。そのために、両基板搬送装置32,122の間に前記シフトコンベヤ6が設けられている。シフトコンベヤ6は、図示は省略するが、可動のベルトコンベヤである可動コンベヤと、その可動コンベヤをY軸方向に移動させて、印刷機基板搬送装置32たる1レーンの基板コンベヤに連なる位置と、装着モジュール基板搬送装置122の2レーンの基板コンベヤ154,156の各々に選択的に連なる位置とに選択的に位置決めする可動コンベヤシフト装置とを含んでいる。
【0027】
スクリーン印刷機4,接着剤塗布機8,装着モジュール16,接着剤硬化装置12,リフロー炉14等はそれぞれ制御コンピュータを主体とする制御装置を備えているが、本発明に関連の深いスクリーン印刷機4の制御装置218と装着モジュール16の制御装置220とを代表的に説明する。
上記制御装置218の主体を成す制御コンピュータ222は、図13に示すように、CPU224,ROM226,RAM228,I/Oポート230およびそれらを接続するバス232を含み、I/Oポート230に、各駆動回路240を介して、前記印刷機基板搬送装置32,基板保持装置34,位置決め装置62,固定装置64,スキージヘッド移動装置68,スキージヘッド昇降装置70等(厳密にはそれらの駆動源である各アクチュエータ)が接続されている。I/Oポート230にはさらに、前記ホストコンピュータ20および前記基準マーク撮像装置90が接続されている。基準マーク撮像装置90はさらに画像処理コンピュータ244に接続され、その画像処理コンピュータ244もI/Oポート230に接続されている。また、I/Oポート230には、制御コンピュータ222や画像処理コンピュータ244の表示装置として機能するディスプレイ246も接続されている。
【0028】
前記装着モジュール16の制御装置220の主体を成す制御コンピュータ248は、図14に示すように、CPU250,ROM252,RAM254,I/Oポート256およびそれらを接続するバス260を含み、I/Oポート256に、各駆動回路270を介して、前記リニアモータ170をはじめとして、前記X軸スライド移動装置178,回転体回転装置202,昇降装置204,ホルダ回転装置206,装着モジュール基板搬送装置122およびシフトコンベヤ6等(厳密にはそれらの駆動源たる各アクチュータ)が接続されている。I/Oポート256にはさらに、前記ホストコンピュータ20,前記フィーダ158の各々に設けられたフィーダ制御コンピュータ272,前記基準マーク撮像装置130および部品撮像装置132が接続されている。基準マーク撮像装置130および部品撮像装置132はさらに画像処理コンピュータ280に接続され、その画像処理コンピュータ280もI/Oポート256に接続されている。画像処理コンピュータ280は、CPU282,ROM284,RAM286,I/Oポート288およびバス290を備えている。
【0029】
前記ROM226にはスクリーン印刷機4を制御するための制御プログラムが格納され、RAM228には種々の制御データが格納されていて、その制御データを用いてCPU224がスクリーン印刷機4を制御する。この制御により、印刷機基板搬送装置32によってプリント基板28がスクリーン印刷機4内の予定の位置へ搬入され、基板保持装置34に保持される。保持されたプリント基板28の基準マーク54とスクリーン26の基準マーク50とが基準マーク撮像装置90により撮像され、その撮像結果に基づいてプリント基板28とスクリーン26との相対位置誤差が取得され、その相対位置誤差が位置決め装置62と固定装置64との制御によって解消された上で、基板保持装置34の上昇によりプリント基板28がスクリーン26に接触させられ、スキージヘッド66がスクリーン26に沿って移動させられて印刷が行われる。
【0030】
一方、前記制御コンピュータ248のROM252には、前記装着モジュール16を制御するための制御プログラムが格納されており、RAM254には、ホストコンピュータ20から供給されるシーケンスリストが格納され、CPU250はそのシーケンスリストに従って上記制御プログラムをRAM254を利用しつつ実行することにより、装着モジュール16を制御する。この制御により、基板コンベヤ154,156のいずれかによってプリント基板28が装着モジュール16内の予定の位置へ搬入され、基板保持装置124に保持される。保持されたプリント基板28の基準マーク54が基準マーク撮像装置130により撮像され、その撮像結果に基づいて基板保持装置124におけるプリント基板28の保持位置誤差が取得される。一方、装着装置128の装着ヘッド160が部品供給装置126の所定のフィーダ158の部品供給部へ移動させられ、所定の吸着ノズル186により所定の電子回路部品が取り出され、その電子回路部品が基板保持装置124の上方へ移動させられる途中において部品撮像装置132によって撮像されることにより、吸着ノズル186による電子回路部品の保持位置誤差が取得される。そして、これらプリント基板28の保持位置誤差と電子回路部品の保持位置誤差とを解消するための装着ヘッド160の回転軸線位置と回転位置との補正が行われた上で、電子回路部品がプリント基板28の所定の位置へ装着される。
【0031】
本実施例は、以上の制御のうち、基準マーク撮像装置90,130による基準マーク50,54の検出に重要な特徴を有しており、以下、この特徴について詳細に説明する。なお、基準マーク50の検出は、基準マーク54の検出と実質的に同じであるため、基準マーク54の検出を代表的に説明する。
基準マーク54の検出は、前記スクリーン印刷機4,前記接着剤塗布機8として機能する装着モジュール16および部品装着ライン10を構成する装着モジュール16において行われるが、これらの検出は実質的に同じであるため説明を省略し、以下、スクリーン印刷機4における基準マーク54の検出について代表的に説明する。
【0032】
基準マーク54の検出は、基準マーク撮像装置90により取得された基準マーク54の像と、予めRAM252に格納されているモデルテンプレートとのテンプレートマッチングにより行われる。従来は、このモデルテンプレートの作成が、オフラインで作業者により行われていたが、本実施例においては、基準マーク撮像装置90による撮像によって得られる基準マーク54の像のデータに基づいて自動でモデルテンプレートが作成される。以下、このモデルテンプレートの作成について説明する。この作成は、制御コンピュータ222,248,画像処理コンピュータ280,ホストコンピュータ20あるいはそれらに接続されたパーソナルコンピュータ等において行われるようにすることも可能であるが、本実施例においてはスクリーン印刷機4の画像処理コンピュータ244において行われる。基準マーク撮像装置90の撮像データが画像処理コンピュータ244へ送られ、それによる画像処理結果に基づいてモデルテンプレートの作成が行われるのである。
【0033】
基準マーク54が、プリント基板28のランド52,リード等プリント回路や貫通孔から十分隔たって孤立した状態で設けられていれば、その基準マーク54の検出は容易である。しかし、近年、プリント基板28の小形化の要請が一層強くなった上、基板保持装置34によるプリント基板28の保持位置にある程度の誤差が存在することを許容する必要上、基準マーク撮像装置90の撮像面が大きめにされることが多いため、撮像された画像内に基準マーク54以外のものが存在することをが多くなった。そのため、プリント基板28がスクリーン印刷機4内へ搬入され、基板保持装置34に保持された後、モデルテンプレート作成のために、前記制御データ中における基準マーク54の座標データに基づいて、基準マーク撮像装置90が基準マーク54に正対するはずの位置へ移動させられて撮像が行われた場合に、図15に例示するように、取得された画像(スクリーン印刷機4のディスプレイ246に表示される。以下処理画像292と称する)の中にプリント回路302の一部等、基準マーク54以外のものの像が基準マーク54の像と共に存在することがあるようになった。本実施例においては、このような状況の下においても、図16のフローチャートで表され、画像処理コンピュータ244のROM294に格納されているモデル作成プログラムのCPU295によるRAM296を利用した実行によって、基準マーク54が自動で抽出ないし検出され、その検出結果に基づいてモデルテンプレートが作成される。
【0034】
まず、S1において、図15に示すようにスキャンウィンドウ304が設定される。スキャンウィンドウ304は、最初、処理画像292の予め定められた位置(図示の例では左上隅)に、予定されている基準マーク54の中で最も小さいものより設定量大きい大きさで設定される。そして、S2において、基準マーク候補の抽出が行われたか否か、すなわち、スキャンウィンドウ304内に基準マークらしいものが存在するか否かが調べられ、抽出された場合には、S3においてマークタイプの判別が行われる。これら基準マーク候補の抽出とマークタイプの判別とについては後に詳述する。
【0035】
なお、プリント基板28の基準マーク54としては種々のものが使用可能であるが、ここでは、図17に示す円形,四角形,菱形,逆正三角形,正三角形,ダブル正方形左上,ダブル正方形右上およびクロスという8種類の形状の基準マーク54の使用が予定されているものとする。なお、上記8種類の形状の基準マーク54の各々はそれぞれ、暗色の地の中に存在する明色マークと、明色の地の中に存在する暗色マークとを含み、合計16種類の基準マークの使用が予定されて、予め登録されており、これら使用が予定されている規準マーク54を標準マークと称することとする。
【0036】
基準マークタイプの判別に続いて、S4において、基準マーク候補が図17に示す標準マークのいずれかであるか否かが判定され、標準マークであれば、S5において、各マークタイプに応じた図17に示す寸法の計測が行われる。その寸法計測が成功したか否かがS6において判定され、成功した場合にはS7においてマークタイプと寸法とが格納された後、S8以降が実行される。それに対し、S2,S4およびS6の判定結果がNOであった場合(殆どはこの場合である)はS3,S5,S7がバイパスされてS8以降が実行される。
【0037】
S8においては、スキャンウィンドウ304の位置の更新が終了したか否か、すなわち、スキャンウィンドウ304が処理画像292の最後の位置まで更新されたか否かが判定され、判定結果がNOであればS9においてスキャンウィンドウ304の位置が図15に矢印で示す経路に沿って所定量(例えば、1ピクセル分右へ、あるいは1ライン分下かつ左端へ)変更される。判定結果がYESであれば、S10において、スキャンウィンドウ304の大きさが予め定められた最大値に達しているか否かが判定され、判定結果がNOであれば、S11においてスキャンウィンドウ304が所定量(本実施例においては1.1倍に)拡大されるとともに、初期位置へ復帰させられる。S9あるいはS11の実行後、プログラムの実行はS2へ戻る。
【0038】
上記S10の判定時に、スキャンウィンドウ304が予め定められた最大の大きさまで増大させられていれば、S12において、基準マーク候補が抽出されたか否かが判定され、抽出されていれば、S13において抽出されたのが複数か否かが判定され、複数であれば、S14において、複数の基準マーク候補のうちの1つが基準マーク54として選択される。この選択は、作業者によって行われるようにしても、自動で行われるようにしてもよい。前者の場合は、例えば、複数の基準マーク候補が、いずれかを選択すべき旨の指令と共にディスプレイ246に表示され、その指令に従って作業者によって選択されるようにすればよい。後者の場合には、例えば、複数の基準マーク候補のうちで予定位置に最も近いもの(本実施例においては、最も処理画像292の中央に近いもの)、最も形状に乱れがないもの等、予め定められた条件を満たすものが基準マーク54として選択されるようにすればよい。
【0039】
S12の判定時に基準マーク候補が抽出されておらず、判定結果がNOとなった場合には、S15においてディスプレイ246にその旨の報知が行われ、それに応じてS16において作業者により必要な処置が行われる。S12の判定結果がNOになるということは、基準マーク撮像装置90が基準マーク54を撮像し得るはずの位置へ移動させられて撮像を行ったにもかかわらず、基準マークらしきものが1つも撮像されなかったということであり、そのような事態は予定外のことであるので、作業者によりその原因、例えば、基板保持装置34に保持されたプリント基板28が予定のものと異なるとか、制御データ中における基準マーク54の座標と実際の基準マーク54の位置とが不一致であるとか、基準マーク撮像装置90や撮像装置移動装置92の故障とかの事実の存在が調べられ、予定外の事態を解消するのに必要な処置が取られるのである。
【0040】
さて、前記S2において行われる基準マーク候補の抽出の詳細を説明する。この抽出は、本実施例においては、カメラ等における「顔検出」の技術として知られている「(ハールライク(Haar-like)特徴を用いた階層型アダブースト(AdaBoost)検出器」を用いて行われる。階層型アダブースト検出器は、図18に示すように、前記スキャンウィンドウ304内の画像が規準マーク画像(以下、マーク画像と略称する)らしきものであるかマーク画像らしくない画像であるか(以下、非マーク画像と略称する)をそれぞれ判定し、マーク画像は通過させ、非マーク画像は通過させない識別器310を複数段直列に接続したものである。各段の識別器310を、マーク画像の通過率がDr(0<Dr<1)、非マーク画像の通過率がFp(0<Fp<1)のものとすれば、第n段の識別器310のマーク画像,非マーク画像の通過率はそれぞれ(Dr)n,(Fp)nとなる。したがって、例えば、マーク画像の通過率Drを1.0に十分近い値に設定し、非マーク画像の通過率Fpを比較的小さい値(例えば0.5)に設定すれば、マーク画像の殆どを通過させ、非マーク画像の殆どは通過させない階層型アダブースト検出器が得られる。
【0041】
上記識別器310の各々はハールライク特徴を用いた識別器である。ハールライク特徴は、白領域と黒領域とを固有のパターンで有する矩形の領域であって、図19に例示するように、スキャンウィンドウ304内に固有のパターン,位置および大きさで設定され、その特徴量fが(1)式で表されるものである。
【数1】
ここにおいて、I(i),I(j)はそれぞれ白領域Rwおよび黒領域Rbに属するピクセルのグレー値、ωw,ωbはそれぞれ白領域Rwと黒領域Rbとの面積があたかも等しいように各領域の合計値に重み付けをするための係数である。
上記特徴量fがしきい値以上であれば関数値が1、しきい値未満であれば関数値が0となる関数は弱仮説と称される。関数値1はスキャンウィンドウ304内の像がマーク画像候補であることを表し、関数値0はスキャンウィンドウ304内の像がマーク画像候補ではないことを表わす。
【0042】
特徴のパターンは通常複数選定されるが、本実施例においては、図20に示す(a)〜(h)の8種類の特徴を選定した。また、前述のように、本実施例においては8種類ずつの白色マークと黒色マークとが標準マークとして予定されており、各段の識別器310において、スキャンウィンドウ304内の像がこれら計16種類の標準マークのいずれかである可能性があればマーク候補画像であると判定され、いずれのマークである可能性もなければ非マーク画像であると判定される。1つの特徴(パターン,大きさおよびスキャンウィンドウ304内における位置の組合わせ)としきい値との1組が1つの弱仮説に対応し、本実施例においては、階層型アダブースト検出器の各段がそれぞれ複数の弱仮説を含み、それら複数の弱仮説の関数値が1であるものの方が0であるものより多い場合に、各段においてスキャンウィンドウ304内の画像がマーク画像候補であると判定されるようにされている。また、階層型アダブースト検出器の各段における弱仮説の数が、上流側の段ほど小さくされ、マーク候補ではないスキャンウィンドウ304の画像が速やかに排除されるようにされている。
【0043】
上記階層型アダブースト検出器が適切にマーク画像候補を抽出し得るものであるためには、識別器310の段数と、各段における弱仮説とが適切であることが必要であり、そのために、本実施例においては、図21に示す8種類の明色マーク用教師データと、図22に示す8種類の暗色マーク用教師データと、図23に例示する非マーク用教師データとを用いて、実験により、各段における(a)特徴のパターン,大きさおよびスキャンウィンドウ304内における位置と(b)しきい値との組と、段数とを決定した。具体的には、N×N(Nは自然数であり、標準マークが大きいほど大きい数が望ましい)ピクセルの大きさの領域内に、各パターンの特徴を、大きさと位置とを変えつつ設定し、各教師用データについてマーク,非マークの判定を行わせ、非マーク画像をマーク画像と判定する割合が第1設定%以下となり、マーク画像を非マーク画像であると誤判定する割合がそれよりさらに小さい第2設定%以下となる弱仮説をさがし、それら弱仮説の各数の組合わせによる判定結果の誤判定率がそれぞれ十分満足すべき値以下となるものをそれぞれ暫定的な識別器とした。そして、それら暫定的な識別器から成る暫定階層型アダブースト検出器による検出実験、およびその実験において誤判定された画像の教師データへの追加を複数回繰り返して検出率とロバスト性の向上を図った。
【0044】
なお、特徴量fの演算には(2)式で表されるインテグラルイメージを利用し、演算結果をコンピュータの記憶領域に記憶させて、繰り返し利用することにより演算所要時間の短縮を図った。
【数2】
また、上記教師データとしては、実際のプリント基板28の一部を基準マーク撮像装置130により撮像したものを使用し、その際、規準マーク54の大きさが複数種類に異なる場合には、上記領域と同じN×Nピクセルの大きさに正規化したものを使用した。
【0045】
次に、前記基準マーク候補のタイプの判別について説明する。このタイプ判別はニューラルネットワークを利用したマークタイプ判別器によって行われるが、ニューラルネットワーク自体は公知のものであるので、説明は簡単にする。
本実施例のマークタイプ判別器320は、図24に示すように、入力層322と出力層324との間に中間層326を備えた3階層型ニューラルネットワークであり、入力層322は前記マーク画像の抽出処理によって抽出され(切り出され)、N×Nピクセルに正規化された画像に対応するN×N素子から成り、出力層324は図25に示す前記16種類の標準マークに非標準マーク1種類を加えた17種類に対応する17素子から成り、中間層326は2Q(Qは5以上の自然数が望ましい)のものを使用した。
【0046】
上記構成のマークタイプ判別器320に多数の明色マーク教師データと暗色マーク教師データとを通して学習させた。具体的な学習方法としては、図26に示すように、同じ教師データをP回繰り返して学習させた後、次の教師データを学習させ、学習を行う教師データの順序を学習の度にランダムに入れ替えた。また、それぞれの教師データを学習させる際には、図27に示すように、画像を±Δx,±Δy平行移動させたり、±Δθ回転させたりして誤差を加えた。さらに、図28に示すように、原画像を水平反転,垂直反転および水平・垂直反転させた画像も同時に学習させた。
【0047】
上記学習によって得た暫定的なマークタイプ判別器280に多数のテストデータを通し、判別実験を行った。この判別実験においては、シグモイド関数の傾きU0と中間層の数2Qとを複数種類に変え、学習曲線の収束具合および平均誤り率の両方の観点から適切なものを選定した。
【0048】
以上の説明から明らかなように、本実施例のマークタイプ判別器320は、結局、N×N素子の入力層322、2Q(Qは5以上の自然数)素子の中間層326、および17素子の出力層324を備え、シグモイド関数の傾きがU0のものである。このマークタイプ判別器320は、誤りが全くないわけではないが、目視により確認したところ、誤りが生じた画像は人が判断しても誤る可能性のあるもののみであり、十分実用に耐え得るものであることが確認できた。
【0049】
以上説明した基準マークモデルテンプレート作成プログラムの実行により得られたモデルテンプレートのデータは、スクリーン印刷機4の画像処理コンピュータ244自体のRAM252に格納されるとともに、ホストコンピュータ20を経て、あるいは直接、接着剤塗布機8および各装着モジュール16の制御コンピュータ248に供給され、それらの画像処理コンピュータ280のRAM286に格納される。そして、接着剤塗布機8あるいは各装着モジュール16にプリント基板28が搬入され、基板保持装置124に保持された後、それらプリント基板28の保持位置誤差の検出に使用される。
【0050】
以上の処理がスクリーン印刷機4に最初に搬入されたプリント基板28について行われた後、スクリーン印刷機4の画像処理コンピュータ244においては、上記作成されたモデルテンプレートを使用したテンプレートマッチング処理の実行により、基準マーク54の基準マーク撮像装置90に対する相対位置が取得される。
また、スクリーン26の基準マーク50の基準マーク撮像装置90に対する相対位置も同様にして取得される。この際、基準マーク50と基準マーク54とを共通にしておけば、基準マーク54のモデルテンプレートを基準マーク50のモデルテンプレートとしても利用することができるが、両基準マーク50,54が同じではない場合には、基準マーク54の場合と同様にして基準マーク50のモデルテンプレートを作成し、それを使用して基準マーク50の基準マーク撮像装置90に対する相対位置を取得することが必要になる。
【0051】
いずれにしても、基準マーク50,54の基準マーク撮像装置90に対する相対位置のデータに基づいて、基準マーク50,54の相対位置ずれを取得することができ、この相対位置ずれが、位置決め装置62および固定装置64の制御により解消された上で、プリント基板28がスクリーン26に接触させられ、第1回の印刷が行われる。本実施例においては、基準マーク50,54のモデルテンプレートの作成が、製品とされるべきプリント基板28を使用して行われるのである。
【0052】
ただし、これは不可欠ではなく、モデルテンプレート作成専用のプリント基板28を使用してモデルテンプレートの作成が行われた後、実際の製品とされるべきプリント基板28がスクリーン印刷機4に搬入され、第1回の位置検出が行われるようにすることも可能である。スクリーン印刷機4がモデルテンプレートの作成機能を有さない等の理由で、モデルテンプレートの作成を、接着剤塗布機8あるいは装着モジュール16の画像処理コンピュータ280に行わせる場合には、特にこの方法が有効である。もっとも、印刷機基板搬送装置32,シフトコンベヤ6および装着モジュール基板搬送装置122等がプリント基板28を逆方向に搬送し得るものである場合には、モデルテンプレートの作成を、接着剤塗布機8あるいは装着モジュール16の画像処理コンピュータ280に行わせた後、そのモデルテンプレートの作成に使用されたプリント基板28をスクリーン印刷機4へ戻して、生産用のプリント基板28として使用することも可能である。
【0053】
さらに付言すれば、上記実施例においては、各段に含まれる複数の弱仮説の識別結果の多数決により各段の識別器310の結論が決められるようにされていたが、これは不可欠ではない。例えば、複数の弱仮説の結論がすべて1である場合にスキャンウィンドウ304内の画像がマーク画像候補であると決められるようにすることも可能である。また、複数の弱仮説の各々の識別結果に信用度の評価値を掛け、それらの合計としきい値との比較により各段の結論が決められるようにすることも可能である。
【0054】
本実施例の組立システムにおいては、上記のようにして作成されたモデルテンプレートを使用して上記スクリーン印刷機4,接着剤塗布機8および装着モジュール16等において、プリント基板28やスクリーン26の基準マーク54,50の位置が検出され、それら基準マークの位置に基づいてプリント基板28やスクリーン26の予定の位置からの位置ずれが検出され、その位置ズレが解消されつつ印刷,接着剤塗布および電子回路部品の装着等の電子回路生産作業が行われる。スクリーン印刷機4においては、固定装置64によるスクリーン枠46の固定が解除された上でスクリーン位置決め装置62により移動させられて、そのスクリーン枠46に保持されたスクリーン26のプリント基板28に対する相対位置誤差が解消されるのであり、接着剤塗布機8および装着モジュール16においては、ヘッド移動装置162の制御によりプリント基板28の位置決め誤差が解消される位置へ接着剤塗布ヘッド210や装着ヘッド160が移動させられるのである。
【0055】
上記電子回路生産作業、すなわち印刷,接着剤塗布および電子回路部品装着等の作業が予定どおり行われず(作業不良の発生と略称する)、あるいは予定どおり行われてはいるが一層の作業精度や作業能率の向上が望まれる(性能改善と略称する)ことがある。これらに対処するために、本組立システムには、作業実行状況の監視およびソフトウエアの更新についての工夫が盛り込まれている。以下、これらの点に関して説明する。
【0056】
まず、作業状況の監視に関して、部品装着ライン10を例として説明する。
部品装着ライン10を構成する装着モジュール16において作業ミスの一種としての部品装着ミスが発生し、その原因追及が必要となった場合には、図29に示すように、ヘッド本体196に、ブラケット350に保持されたCCDカメラ352が装着される。CCDカメラ352は一定微小時間毎に1回撮像を行い、それら複数回の撮像によって得られる複数の静止画の集合(動画と言い得る)の画像データを取得するものであり、ノズルホルダ188bによる電子回路部品354の、フィーダ158からの吸着ミスおよびプリント基板28への装着ミスの監視が行われる。多くの場合、部品装着ミスが発生するのは小型の電子回路部品であるため、ここではノズルホルダ188bによる部品装着ミスについて説明するが、1本の吸着ノズル186aを備えたノズルホルダ188aによる部品装着ミスを監視する必要があれば、その場合にも同様にして監視することができる。
【0057】
なお、CCDカメラ352はヘッド本体196に常時取り付けて、部品装着作業の状況を監視させることも可能である。しかし、本実施例においては、ヘッド移動装置162に対する慣性負荷が大きくなることを回避するために、通常は取り外しておき、必要に応じて取り付けられるようにされている。また、CCDカメラ352による撮像は、装着モジュール16の作動中連続的に行われるようにすることも可能であるが、本実施例においては、部品装着ミス発生の原因追求に有効な情報を特に得易いノズルホルダ188bの下降開始から上昇終了までの間にのみ行われるようにされている。
【0058】
すなわち、CCDカメラ352の取り付けに伴って、図30に示すように、前記制御装置220に画像データ収集制御部360が接続される。画像データ収集制御部360は、前記昇降装置204の駆動源であるステッピングモータ362に駆動回路270から供給されるパルス信号を分周する分周器364を備え、この分周器364から1パルスが出力される毎に、すなわちノズルホルダ188bが微小量下降あるいは上昇させられる毎にCCDカメラ352に1回の撮像を行わせ、その撮像により取得された画像データをバッファメモリ366に記憶させる。
【0059】
そのために、画像データ収集制御部360は、上記分周器364およびバッファメモリ366と共に画像データ収集用コンピュータ368を備えている。画像データ収集用コンピュータ368はCPU372,ROM374,RAM376およびI/Oポート378を含み、ROM374には図31のフローチャートで表される吸着・装着ミス画像データ収集プログラムが格納されており、CPU372によりRAM376を利用しつつ実行される。
【0060】
まず、S21(ステップ21を表すが簡略化のため単にS21で表す。他のステップも同様とする)においてカウント値Nが0に設定される等の初期設定が行われた後、S22において、制御コンピュータ248から送信される次ぎに実行される吸着あるいは装着に関するデータ、すなわち、吸着時であれば、フィーダ158および吸着ノズル186の識別コード(種類を表すコードではなく、個々のフィーダや吸着ノズルに固有のコード)と電子回路部品の種類を表すデータ、装着時であれば、吸着ノズル186の識別コードと電子回路部品の種類を表すデータとが取得され、RAM376に格納される。その後、S23が繰り返し実行されて分周器364から分周パルスが出力されるのが待たれる。分周パルスはノズルホルダ188bが微小量下降あるいは上昇させられる毎に分周器364から出され、それに応じてS23の判定がYESとなり、S24においてCCDカメラ352に撮像指令が出されるとともに、カウント値Nが1増加させられる。その後、S25が繰り返し実行され、T1時間の経過が待たれ、その間にCCDカメラ352による撮像が行われる。続いてS26においてCCDカメラ352により取得された画像データ、すなわち1画像分の画像データが、カウント値NおよびS22において取得された吸着あるいは装着に関するデータと対応付けてバッファメモリ366に格納される。S27において、カウント値Nが設定値N2に達したか否かが判定されるが、当初は判定結果がNOとなり、プログラムの実行はS23に戻る。以上の実行の繰返しにより、バッファメモリ366に吸着あるいは装着の状況を微小時間間隔で示す複数の画像のデータが収集される。
【0061】
やがてS27の判定結果がYESになり、S28においてカウント値NがN1であった際の画像データとN2となった際の画像データとの比較が行われる。カウント値N1とカウント値N2とは、CCDカメラ352により取得された画像中において、下降中の吸着ノズル186と上昇中の吸着ノズル186とが互いに同じ位置にあり、かつ、その吸着ノズル186に電子回路部品354が吸着されていればその電子回路部品354の全体の像が含まれるはずの時期に対応するカウント値に選定されている。したがって、電子回路部品354の吸着が行われる場合には、カウント値N1に対応する画像には電子回路部品354を吸着していない吸着ノズル186の像が含まれ、カウント値N2に対応する画像には電子回路部品354を吸着している吸着ノズル186の像が含まれているはずであり、かつ、それら2つの画像中における吸着ノズル186の像は同じである。また、電子回路部品354の装着が行われる場合には、カウント値N1に対応する画像には電子回路部品354を吸着している吸着ノズル186の像が含まれ、カウント値N2に対応する画像には電子回路部品354を吸着していない吸着ノズル186の像が含まれているはずであり、かつ、それら2つの画像中における吸着ノズル186の像は同じである。
【0062】
そのため、上記2つの画像のデータを2値化し、互いに対応するピクセル同士の2値化データの差の総和の絶対値を求めれば、電子回路部品354の吸着あるいは装着が行われた場合には上記総和の絶対値が設定値を超え、行われなかった場合には設定値以下となるはずである。この事実に基づいて、S28においてカウント値N1に対応する画像とカウント値N2に対応する画像との比較、すなわち、両画像の互いに対応するピクセル同士の2値化データの差の取得が行われる。そして、S29において上記画像データが互いに一致するか否かの判定、すなわち、上記差の絶対値が予め比較的小さい値に設定されているしきい値以下であるか否かの判定が行われる。吸着あるいは装着が行われなかったか否かの簡易判定が行われるのであり、判定結果がYESであれば、S30において、バッファメモリ366に格納されている画像データがデータ収集メモリとしての外部メモリ380へ転送される。この転送時には、S22において取得された吸装着関連データが共に送られる。なお、上記「外部メモリ380」とは、画像データ収集制御部360の外部に設けられた記憶容量の大きい記憶装置を意味するものとする。
【0063】
それに対し、S29の判定結果がNOであった場合には、S31において、吸着ノズル186による電子回路部品354の吸着姿勢が正常であったか否かの判定が行われる。S29における簡易判定は、吸着あるいは装着が行われなかったか否かの簡易判定であり、吸着ノズル186による電子回路部品354の吸着姿勢が正常であったか否かまで判定するものではないため、部品撮像装置132の撮像結果に基づいて画像処理コンピュータ280において行われる「吸着ノズル186による電子回路部品354の吸着姿勢が正常であるか否か」の判定結果が制御コンピュータ248へ問い合わされるのであり、電子回路部品354の吸着姿勢が正常であり、S31の判定結果がYESであった場合にはじめてS32においてバッファメモリ366がクリアされ、そこに一時的に蓄えられた画像データが消去される。しかし、吸着ノズル186による電子回路部品354の吸着姿勢が正常ではない場合には、吸着が正常に行われたとは言えず、S30が実行されてバッファメモリ366の画像データが外部メモリ380へ転送される。
【0064】
このように、本実施例においては、吸着ノズル186による電子回路部品354の吸着および装着の状況が微小時間毎の静止画像の集合(この集合は動画と言い得る)として取得され、一旦バッファメモリ366に蓄積された後、吸着あるいは装着が正常に行われなかった場合の画像データのみが自動的に外部メモリ380に蓄積される。したがって、外部メモリ380の記憶容量が比較的小さくて済む上、原因の究明に役立つ画像データのみが蓄積されるため、原因の究明が容易となる利点がある。しかも、外部メモリ380に蓄積される画像データには、吸着時のものであれば、フィーダ158および吸着ノズル186の識別コードと電子回路部品の種類を表すデータとが対応付けられており、装着時のものであれば、吸着ノズル186の識別コードと電子回路部品の種類を表すデータとが対応付けられているため、原因の究明が一層容易となる。
【0065】
本実施例においてはS28において行われる画像処理は簡易なものとされ、吸着ノズル186による電子回路部品354の吸着姿勢が正常であるか否かの判定には画像処理コンピュータ280による画像処理結果が利用されている。そのため、バッファメモリ366から外部メモリ380への画像データの転送が必要な場合には早期に転送が開始される一方、バッファメモリ366のクリアは電子回路部品354の吸着姿勢が正常であることが確認された上で行われるため、必要な画像データがクリアされてしまうことを確実に回避することができる利点がある。
しかし、CCDカメラ352により取得された画像データに基づいて、吸着ノズル186による電子回路部品354の吸着姿勢が正常であるか否かの判定まで行われるようにすることも可能であり、その場合には、専用の画像処理コンピュータを設けても、画像処理コンピュータ280に画像データを供給して処理させてもよい。
【0066】
なお、上記実施例においてはすべての電子回路部品の吸着および装着の状況が撮像されるようになっていたが、S22において、吸着あるいは装着に関与するフィーダ158および吸着ノズル186の識別コードや電子回路部品の種類を表すデータが取得された後、S23の実行前に、図31に二点鎖線で示されているS22aにおいて、それらデータが予め撮像すべきものとしてRAM376記憶させられている指定データと合致するか否かの判定が行われ、指定データと合致しない場合は、S23以降が実行されることなく1回の吸着・装着ミス画像データ収集プログラムの実行が終了するようにすることも可能である。このようにすれば、実際に吸着あるいは装着のミスが発生したのと条件が同じである場合、あるいは過去の実績から吸着あるいは装着のミスが発生し易いことが判っている場合にのみ、動画データの収集が行われるようにすることができる。
【0067】
次に、ソフトウエアの更新についての工夫を説明する。この工夫は組立システムにおいて使用されるあらゆるソフトウエアの更新時に利用することができるのであるが、ここでは、一例として、上記吸着・装着ミス画像データ収集プログラムにおいて、バッファメモリ366に蓄積された画像データを外部メモリ380へ転送すべきか否かの判定の部分を、画像処理コンピュータ280におけるのと同じ画像処理を利用した判定に変更する場合を例として説明する。
【0068】
画像処理コンピュータ280における画像処理は、吸着ノズル186による電子回路部品354の保持位置誤差を取得することを主目的とするものであり、ここでは、特開平8−180191に記載された方法で、吸着ノズル186に保持された電子回路部品354の保持位置誤差を取得するものであるとする。この方法によれば、吸着ノズル186に電子回路部品354が保持されているか否かは勿論、電子回路部品354の保持が正常な姿勢で行われているか否かも判定することができる。
【0069】
吸着・装着ミス画像データ収集プログラムの更新が必要になった場合には、まず、図33に示すように、前記画像データ収集制御部360の分周器364に、前記画像データ収集用コンピュータ368と並列に、CPU392,ROM394,RAM396,バッファメモリ397およびI/Oポート398を含む試験用コンピュータ400が接続される。この試験用コンピュータ400のI/Oポート398に外部メモリ402が接続されるとともに、前記制御用コンピュータ248のI/Oポート256も接続される。そして、ROM394には更新プログラム、すなわち、図31に示すフローチャートのS28以降を図32に示すものに変更した新吸着・装着ミス画像データ収集プログラムが格納される。
【0070】
以下、変更部分のみを説明する。S27の判定結果がYESになれば、S41において、現在実行されている吸着ノズル186の下降動作が電子回路部品354を吸着するためのものであるか否かの判定が行われる。この判定は、S22において取得された吸着あるいは装着に関するデータに基づいて行われる。S41の判定結果がYESであれば、S42において、カウント値N2に対応付けてバッファメモリメモリ397に格納された画像データに基づく画像処理が行われ、その処理結果に基づいて、S43において電子回路部品354が正常な姿勢で吸着ノズル186に保持されているか否かが判定され、判定結果がYESであればS44においてバッファメモリ397がクリアされる。一方、判定結果がNOであれば、S45において、バッファメモリ397に蓄積されている画像データが、S22において取得された吸着に関するデータと対応付けて外部メモリ402へ転送される。
【0071】
上記のように、吸着時には、吸着ノズル186の上昇中にのみ電子回路部品354の保持状態が調べられ、吸着ノズル186の下降中には調べられないのは、装着モジュール16においては、吸着ノズル186が電子回路部品354を保持したままで吸着動作に入ることがないことが保証されているためである。しかし、それが保証されていない場合、あるいは一応保証されてはいても念のために、吸着ノズル186の下降中に電子回路部品354が保持されていないか否かが調べられるようにしてもよい。
【0072】
一方、S41の判定結果がNOの場合、すなわち、電子回路部品354の装着時には、S46において、カウント値N1に対応付けてバッファメモリメモリ397に格納された画像データに基づく画像処理が行われ、その処理結果に基づいて、S47において電子回路部品354が正常な姿勢で吸着ノズル186に保持されているか否かが判定される。この判定はS43において既に1回行われているため、省略することも可能であるが、吸着ノズル186の移動中に電子回路部品354が落下してしまうことがないとは限らないため、念のために上記判定が行われるのである。S47の判定結果がNOの場合は、S45が実行され、バッファメモリメモリ397に格納された画像データが外部メモリ402に転送される。
【0073】
それに対し、S47の判定結果がYESであれば、S48において、カウント値N2に対応付けてバッファメモリメモリ397に格納された画像データに基づく画像処理が行われ、その処理結果に基づいて、S48において電子回路部品354が吸着ノズル186に保持されていなくなったか否かが判定される。そして、判定結果がYESであれば、電子回路部品354がプリント基板28に装着されたものとして、S44が実行され、バッファメモリ397がクリアされる。一方、判定結果がNOであれば、電子回路部品354が持ち帰られたとして、S45において、バッファメモリ397に蓄積されている画像データが、S22において取得された装着に関するデータと対応付けて外部メモリ402へ転送される。
【0074】
したがって、画像データ収集用コンピュータ368と並列に試験用コンピュータ400が接続された状態で、装着モジュール16を含む組立システムに通常の組立作業を行わせ、その際における装着モジュール16に接続された画像データ収集用コンピュータ368と試験用コンピュータ400との作動を比較すれば、新吸着・装着ミス画像データ収集プログラムが予定どおりに作動するか否かを試験することができる。特に、本実施例においては、外部メモリ380と外部メモリ402とにそれぞれ格納された画像データを比較することによって、新吸着・装着ミス画像データ収集プログラムが予定どおりに機能するか否かを簡単に評価することができる。例えば、試験の目的が、吸着・装着ミス画像データ収集の信頼性を増すことであれば、プログラムの変更によって新たな問題が発生しないことと、予定どおり信頼性が増していることとを確認することができるのである。
本実施例においては、この確認が人によって行われるのであるが、外部メモリ380と外部メモリ402とを、画像データの比較を行う比較プログラムが格納されたコンピュータに接続し、比較プログラムを実行させることによって、上記の確認を自動で行わせることも可能である。
【0075】
なお、本実施例は、装着モジュール16の作動を直接制御するためのものではない新吸着・装着ミス画像データ収集プログラムの試験を行うものであるが、装着モジュール16の作動を直接制御するための新制御プログラムの妥当性を試験することも可能である。この場合でも、新制御プログラムを装着モジュール16の制御コンピュータ248のROM252に格納するのではなく、制御コンピュータ248と並列に接続した試験用コンピュータのROMに格納し、制御コンピュータ248を更新前の制御プログラムに従って作動させて装着モジュール16を制御させる。この制御に伴って試験用コンピュータから発せられる制御指令を外部メモリに記憶させ、後に、その制御指令の妥当性を確認するのである。その際、不可欠ではないが、更新前の制御プログラムに従って作動する制御コンピュータ248から発せられる制御指令も外部メモリに記憶させておけば、新制御プログラムの妥当性の確認が一層容易となり、自動化も可能になる。
【0076】
以上、本発明の一実施例を詳細に説明したが、これは文字通り例示に過ぎず、本発明は、前記〔発明の態様〕の項に記載された態様を始めとして、当業者の知識に基づいて種々の変更を施した態様で実施することができる。
【符号の説明】
【0077】
2:基板供給装置 4:スクリーン印刷機 6:シフトコンベヤ 8:接着剤塗布機 10:部品装着ライン 12:接着剤硬化装置 14:リフロー炉 16:装着モジュール 18:基台 20:ホストコンピュータ 26:スクリーン 28:プリント基板 30:フレーム 32:印刷機基板搬送装置 34:基板保持装置 36:スクリーン保持装置 38:スキージ装置 40:マーク撮像システム 42:印刷機制御装置 46:スクリーン枠 48:貫通孔 50:基準マーク 52:ランド 54:基準マーク 60:スクリーン支持台 62:位置決め装置 64:固定装置 66:スキージヘッド 68:スキージヘッド移動装置 70:スキージヘッド昇降装置 72:移動部材 74:移動部材移動装置 76:スキージ移動用モータ 78:ボールねじ 80:ナット 82:送りねじ機構 84:スキージ保持部材 86:スキージ 90:基準マーク撮像装置 92:撮像装置移動装置 96:X軸方向移動装置 98:Y軸方向移動装置 100:X軸スライド 102:Xスライド移動装置 104:Y軸スライド 106:Y軸スライド移動装置 120:モジュール本体 122:装着モジュール基板搬送装置 124:基板保持装置 126:部品供給装置 128:装着装置 130:基準マーク撮像装置 132:部品撮像装置 154,156:基板コンベヤ 158:テープフィーダ(フィーダ) 160a,b:装着ヘッド 162:ヘッド移動装置 164:X軸方向移動装置 166:Y軸方向移動装置 170:リニアモータ 172:Y軸スライド 174:第1X軸スライド 176:第2X軸スライド 178:X軸スライド移動装置 186(186a,186b):吸着ノズル 188(188a,188b):ノズルホルダ 190:吸着管 192:背景形成板 196:ヘッド本体 200:回転体 202:回転体回転装置 204:昇降装置 206:ホルダ回転装置 210:接着剤塗布ヘッド 212:シリンジ 214:ピストン 218:制御装置 220:制御装置 222:制御コンピュータ 240:駆動回路 244:画像処理コンピュータ 246:ディスプレイ 248:制御コンピュータ 270:駆動回路 272:フィーダ制御コンピュータ 280:画像処理コンピュータ 300:処理画像 302:プリント回路 304:スキャンウィンドウ 310:識別器 320:マークタイプ判別器 322:入力層 324:出力層 326:中間層 350:ブラケット 352:CCDカメラ 354:電子回路部品 360:画像データ収集制御部 362:ステップモータ 364:分周器 366:バッファメモリ 368:画像データ収集用コンピュータ 380:外部メモリ 397:バッファメモリ 400:試験用コンピュータ 402:外部メモリ
【特許請求の範囲】
【請求項1】
回路基材の基準マーク形成予定位置およびその周辺を撮像装置により撮像する撮像工程と、
その撮像工程の実施により得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程と、
抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程と、
そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程と
を含み、かつ、前記基準マーク候補抽出工程が、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程であることを特徴とする基準マークモデルテンプレート作成方法。
【請求項2】
前記マーク種判別工程の実施により種類が判明した像の寸法を計測する寸法計測工程を含み、前記テンプレート作成工程において、その計測された寸法のモデルテンプレートを作成する請求項2に記載の基準マークモデルテンプレート作成方法。
【請求項3】
前記基準マーク候補抽出工程が、前記撮像工程において取得された画像である処理画像内に、前記基準マークとして予定されているもののうちで最小のものの検出に適した大きさのスキャンウィンドウを設定し、そのスキャンウィンドウ内の像が前記基準マーク候補の像であるか否かの判定を、そのスキャンウィンドウを予め定められた経路に沿って、予め定められた量ずつ移動させて1回のスキャンを行い、その1回のスキャンを行う毎に前記スキャンウィンドウを設定量ずつ拡大して複数回のスキャンを行う工程を含む請求項1または2に記載の基準マークモデルテンプレート作成方法。
【請求項4】
前記マーク種判別工程が、ニューラルネットワークを利用して基準マーク候補の種類を判別する工程を含む請求項1ないし4のいずれかに記載のモデルテンプレート作成方法。
【請求項5】
前記ニューラルネットワークとして、N素子×M素子から成る入力層と、前記基準マークの予定種類数に1を加えた数の素子から成る出力層と、それら入力層と出力層との間に設けられた複数の素子から成る中間層とを備え、前記予定されている基準マークの像をNピクセル×Mピクセルに正規化したマーク用教師データと、基準マークではないものの像をNピクセル×Mピクセルに正規化した非マーク用教師データとを用いて学習させたものを使用する請求項4に記載の基準マークモデルテンプレート作成方法。
【請求項6】
前記基準マーク候補抽出工程,前記マーク種判別工程および前記テンプレート作成工程の実行によって前記モデルテンプレートが1つの基準マーク形成予定位置に対して複数作成された場合に、それら複数のモデルテンプレートのうちの1つを最終モデルテンプレートに決定する最終モデルテンプレート決定工程を含む請求項1ないし5のいずれかに記載の基準マークモデルテンプレート作成方法。
【請求項7】
前記最終モデルテンプレート決定工程が、
前記モデルテンプレートが1つの基準マーク形成予定位置に対して複数作成された場合に、それら複数のモデルテンプレートの中から1つを選んで最終モデルテンプレートを指定すべきことを報知するモデルテンプレート複数報知工程と、
そのモデルテンプレート複数報知工程の実行に応じて作業者が最終モデルテンプレートを指定する入力を行う最終モデルテンプレート指定入力工程と
を含む請求項6に記載の基準マークモデルテンプレート作成方法。
【請求項8】
前記最終モデルテンプレート決定工程が、前記複数のモデルテンプレートのうちで予め定められた条件に最もよく合致するモデルテンプレートを自動で最終モデルテンプレートに決定する工程を含む請求項6または7に記載の基準マークモデルテンプレート作成方法。
【請求項1】
回路基材の基準マーク形成予定位置およびその周辺を撮像装置により撮像する撮像工程と、
その撮像工程の実施により得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程と、
抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程と、
そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程と
を含み、かつ、前記基準マーク候補抽出工程が、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程であることを特徴とする基準マークモデルテンプレート作成方法。
【請求項2】
前記マーク種判別工程の実施により種類が判明した像の寸法を計測する寸法計測工程を含み、前記テンプレート作成工程において、その計測された寸法のモデルテンプレートを作成する請求項2に記載の基準マークモデルテンプレート作成方法。
【請求項3】
前記基準マーク候補抽出工程が、前記撮像工程において取得された画像である処理画像内に、前記基準マークとして予定されているもののうちで最小のものの検出に適した大きさのスキャンウィンドウを設定し、そのスキャンウィンドウ内の像が前記基準マーク候補の像であるか否かの判定を、そのスキャンウィンドウを予め定められた経路に沿って、予め定められた量ずつ移動させて1回のスキャンを行い、その1回のスキャンを行う毎に前記スキャンウィンドウを設定量ずつ拡大して複数回のスキャンを行う工程を含む請求項1または2に記載の基準マークモデルテンプレート作成方法。
【請求項4】
前記マーク種判別工程が、ニューラルネットワークを利用して基準マーク候補の種類を判別する工程を含む請求項1ないし4のいずれかに記載のモデルテンプレート作成方法。
【請求項5】
前記ニューラルネットワークとして、N素子×M素子から成る入力層と、前記基準マークの予定種類数に1を加えた数の素子から成る出力層と、それら入力層と出力層との間に設けられた複数の素子から成る中間層とを備え、前記予定されている基準マークの像をNピクセル×Mピクセルに正規化したマーク用教師データと、基準マークではないものの像をNピクセル×Mピクセルに正規化した非マーク用教師データとを用いて学習させたものを使用する請求項4に記載の基準マークモデルテンプレート作成方法。
【請求項6】
前記基準マーク候補抽出工程,前記マーク種判別工程および前記テンプレート作成工程の実行によって前記モデルテンプレートが1つの基準マーク形成予定位置に対して複数作成された場合に、それら複数のモデルテンプレートのうちの1つを最終モデルテンプレートに決定する最終モデルテンプレート決定工程を含む請求項1ないし5のいずれかに記載の基準マークモデルテンプレート作成方法。
【請求項7】
前記最終モデルテンプレート決定工程が、
前記モデルテンプレートが1つの基準マーク形成予定位置に対して複数作成された場合に、それら複数のモデルテンプレートの中から1つを選んで最終モデルテンプレートを指定すべきことを報知するモデルテンプレート複数報知工程と、
そのモデルテンプレート複数報知工程の実行に応じて作業者が最終モデルテンプレートを指定する入力を行う最終モデルテンプレート指定入力工程と
を含む請求項6に記載の基準マークモデルテンプレート作成方法。
【請求項8】
前記最終モデルテンプレート決定工程が、前記複数のモデルテンプレートのうちで予め定められた条件に最もよく合致するモデルテンプレートを自動で最終モデルテンプレートに決定する工程を含む請求項6または7に記載の基準マークモデルテンプレート作成方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】

【図11】
【図12】
【図13】

【図14】
【図15】
【図16】

【図17】
【図18】
【図19】
【図20】
【図21】

【図22】
【図23】
【図24】
【図25】

【図26】

【図27】
【図28】

【図29】
【図30】
【図31】

【図32】

【図33】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【公開番号】特開2012−234488(P2012−234488A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2011−104472(P2011−104472)
【出願日】平成23年5月9日(2011.5.9)
【出願人】(000237271)富士機械製造株式会社 (775)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成23年5月9日(2011.5.9)
【出願人】(000237271)富士機械製造株式会社 (775)
【Fターム(参考)】
[ Back to top ]