
Fターム[5E313AA15]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 部品連 (1,733)
Fターム[5E313AA15]の下位に属するFターム
片持型テーピング部品 (9)
両持型テーピング部品 (2)
エンボステープ型のもの (475)
たんざく型のもの (1)
Fターム[5E313AA15]に分類される特許
1 - 20 / 1,246
スプライシング装置
リニアアクチュエータおよび電子部品実装装置
下受けピン配置判定装置および下受けピン配置判定方法
電子部品の実装装置及び実装方法
マニピュレータの抜け防止機構
表面実装装置およびヘッド駆動制御方法
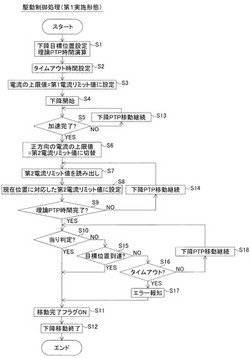
【課題】ヘッドの荷重制御を精度よく行うことが可能な表面実装装置およびヘッド駆動制御方法を提供する。
【解決手段】この表面実装装置100は、部品実装用のヘッド52と、ヘッド52を昇降駆動させるZ軸駆動モータ53と、モータ電流を制御することによりヘッド52が部品4aに与える荷重を制御するコントローラ9とを備える。そして、コントローラ9は、Z軸駆動モータ53に供給する電流の上限値(第2電流リミット値)をヘッド52の昇降位置に応じて可変制御することにより、ヘッド52の荷重制御を行うように構成されている。
(もっと読む)
基板作業装置

【課題】作業ヘッドごとに別個の駆動源を設ける必要がないとともに、互いに異なる作業を行う複数の作業ヘッドの付け替え作業時の負担を軽減することが可能な基板作業装置を提供する。
【解決手段】この基板作業装置100は、基板に対して液状材の塗布作業を行うディスペンスヘッド10、および、基板に対して実装作業を行うマウントヘッド20を選択的に付け替え可能なヘッド装着部31と、ディスペンスヘッド10およびマウントヘッド20に共通に用いられ、ヘッド装着部31にディスペンスヘッド10が装着された場合には液状材が塗布されるようにディスペンスヘッド10を駆動し、ヘッド装着部31にマウントヘッド20が装着された場合にはマウントヘッド20を駆動するR軸モータ33とを備える。
(もっと読む)
対基板作業システム
【課題】 対基板作業機を備えた対基板作業システムに求められる利便性を向上させる。
【解決手段】 (a)複数の作業ヘッド21の中から、任意に選択された1つのものを装着可能に構成され、かつ、それら複数の作業ヘッドのうちの他のいずれのものとも交換可能に構成された対基板作業機と、(b)その対基板作業機を管理する管理装置440,442とを備えた対基板作業システムにおいて、管理装置に、複数の作業ヘッドの各々に関する情報を対基板作業機の外部において格納するヘッド関連情報外部格納部506に設ける。複数の作業ヘッドのいずれにも交換可能とされており、かつ、それら複数の作業ヘッドの各々に関する情報が、対基板作業機の外部において格納されていることで、当該対基板作業システムは、利便性の高いものとなる。
(もっと読む)
実装装置、電子部品の実装方法、基板の製造方法及びプログラム
【課題】装着エラーの発生に基づく基板生産時間の延びを抑えることができる実装装置などの技術を提供すること
【解決手段】本技術の一形態に係る実装装置は、第1の実装ヘッド及び第2の実装ヘッドと、制御部とを具備する。前記第1の実装ヘッド及び第2の実装ヘッドは、電子部品を保持する保持動作と、保持された前記電子部品を基板上に装着する装着動作とを繰り返えし、前記電子部品を交代で1つの前記基板上に装着する。前記制御部は、前記第1の実装ヘッド及び前記第2の実装ヘッドが前記保持動作を完了しており前記電子部品を装着可能な状態にある場合に、前記第1の実装ヘッドの残りの装着時間に関連する第1の値と、前記第2の実装ヘッドの残りの装着時間に関連する第2の値とを比較し、第1の値及び第2の値のうち大きい値に対応する実装ヘッドの装着動作を優先させる。
(もっと読む)
部品装着システム
【課題】トレイにより供給される電子回路部品と、電子回路部品を一列に並べて1個ずつ順次供給するフィーダにより供給される電子回路部品とを回路基板に装着する部品装着システムを改善する。
【解決手段】フィーダ型部品供給装置12のフィーダ120を支持するフィーダ支持テーブル122の支持面のフィーダ120の並び方向であるX軸方向の寸法である幅と、トレイ型部品供給装置10のトレイ130を支持する支持板210の支持面の幅とを互いにほぼ等しくするとともに、ヘッド移動装置32による部品吸着ヘッドを含むヘッドユニット30の移動領域のX軸方向の広さである幅ともほぼ等しくする。各部品供給装置10,12の部品供給領域と、ヘッド移動装置32による部品吸着ヘッドを含むヘッドユニット30の移動領域とのX軸方向の幅がほぼ同じであり、部品吸着ヘッドの移動をより有効に利用することができる。
(もっと読む)
部品装着ライン
【課題】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置を使用して生産効率の最適化を図ることができる部品装着ラインを提供する。
【解決手段】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置において、一対の基板搬送装置は、互いに異なった2種類の基板を各部品装着装置の部品装着位置に位置決めし搬入出するものであり、2種類の基板のうち一方の基板に部品を装着する一方側サイクルタイムと、2種類の基板のうち他方の基板に部品を装着する他方側サイクルタイムとを部品装着装置ごとに演算して合算サイクルタイムとする合算サイクルタイム演算部と、合算サイクルタイムが均等化されるように一対の基板に装着する部品を部品装着装置ごとに分配する部品均等分配部と、を備えていること。
(もっと読む)
テープカット装置
【課題】テープ切断時にテープが表裏方向に動きにくいテープカット装置を提供することを課題とする。
【解決手段】テープカット装置1は、所定の切断位置Bにおいて電子部品用のテープ9を切断するカッター311fと、テープ9を切断する際にテープ9の表裏方向の動きを規制する表裏方向規制部61、302と、を備える。テープカット装置1は、表裏方向規制部61、302を備えているため、テープ9を切断する際に、テープ9が表裏方向に動きにくい。したがって、テープ9の切断精度を向上させることができる。
(もっと読む)
電子部品装着装置
【課題】各電子部品収容部から各供給位置に供給された電子部品の吸着位置を調整する際に、吸着位置を調整する供給位置を容易に選択することができる電子部品装着装置を提供する。
【解決手段】各フィーダ装着部12にそれぞれ対応して設けられ、フィーダ装着部12を特定する特定信号を送出する複数のデバイスセットスイッチ20を有する。吸着位置を調整する際に、デバイスセットスイッチ20が押下されると、このデバイスセットスイッチ20に対応するフィーダ装着部12が特定され、フィーダ装着部12に装着されたフィーダ11の供給部15が選択され、当該供給部15が、撮像装置96によって撮像され画像表示装置19aに表示され、操作部19bで吸着位置が調整可能となる。
(もっと読む)
印刷検査装置および印刷検査方法
【課題】印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる印刷検査装置および印刷検査方法を提供することを目的とする。
【解決手段】半田印刷後の基板を対象とする印刷検査において、CSP部品などリペア作業の難度が高い特定部品に対して印刷面積過大の不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置に対して出力し、当該電子部品についてはリフロー後に手搭載により補充する。これによりリペア作業の難度が高い特定部品を除いた他の電子部品については装置停止を招くことなく、通常通り作業を継続することができる。
(もっと読む)
対基板作業支援装置
【課題】 作業結果の品質低下に関して対基板作業を支援するための支援装置の実用性を向上させる。
【解決手段】 支援装置10を、検査機26,34,30の検査データを基に、対基板作業の品質を示す品質指標として、(a)対基板作業機24,30,38自体の品質指標である作業機品質指標と、(b)1以上の作業部位からなる部位グループについての品質指標である部位グループ品質指標とを算出するように構成し、また、それら2つの品質指標を表示装置49に表示させるように構成する。それら2種の品質指標を参酌して、オペレータは、対基板作業機の品質低下を把握しつつ、容易に、その低下の要因を把握することが可能となる。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる電子部品実装システムおよび電子部品実装方法を提供する。
【解決手段】半田印刷後の基板を対象とする印刷検査において、CSP部品などリペア作業の難度が高い特定部品に対して印刷面積過大の不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置に対して出力し、当該電子部品についてはリフロー後に手搭載により補充する。これによりリペア作業の難度が高い特定部品を除いた他の電子部品については装置停止を招くことなく、通常通り作業を継続することができる。
(もっと読む)
基板コンベヤ
【課題】周回するコンベヤベルトと、そのコンベヤベルトの水平な直線部である搬送部に支持されて搬送される回路基板の側縁を案内する案内レールとを備えた基板コンベヤを改善する。
【解決手段】
上記基板コンベヤを、さらに、搬送部に支持された回路基板の側縁部の下面を支持して搬送部から浮き上がらせる押上部材と、搬送部の上方においてその搬送部に平行に延び、押上部材により押し上げられる回路基板の側縁部を受け、押上部材と共同して回路基板の側縁部を挟む受け部材と、回路基板を下方から支持する支持ピンユニット704と、押上部材と支持ピンユニット704とを昇降させる昇降装置とを含むものとするとともに、昇降装置を、その昇降装置が押上部材を受け部材と共同して回路基板を挟む位置まで上昇させた後に、その昇降装置の一部であるエアシリンダ720が支持ピンユニット704を回路基板の下面に接触する位置まで上昇させるものとする。
(もっと読む)
電子部品実装装置におけるフィーダランク分け装置およびフィーダランク分け方法
【課題】吸着ノズルとパーツフィーダの組み合わせを考慮に入れた動作履歴情報に基づいて、パーツフィーダのランク分けを適正に簡便な方法で行うことができる電子部品実装装置におけるフィーダランク分け装置およびフィーダランク分け方法を提供することを目的とする。
【解決手段】電子部品の吸着位置ずれ量を継続して検出した検出履歴データから、吸着ノズルとパーツフィーダとの単位吸着組合わせ毎に位置合わせ精度を示す第1の工程能力指数を算出するとともに、複数の単位吸着組合わせについて算出された複数の第1の工程能力指数のデータに基づいて吸着ノズルとパーツフィーダのそれぞれについての個別の位置合わせ精度を示す第2の工程能力指数を算出し、算出された第2の工程能力指数のデータに基づいて、複数のパーツフィーダについて位置合わせ精度等級のランク分けを行う。
(もっと読む)
部品実装装置
【課題】高精度かつ高速に部品の三次元形状を測定する部品実装装置および三次元形状測定装置を提供すること。
【解決手段】部品実装装置20であって、ノズル110と、撮像部であるカメラ200と、輝度変化光を発する発光部130と、ノズル110に保持された部品の表面における輝度変化光の輝度分布を相対的に第二方向に移動させるヘッド100と、ノズル110に配置された基準面部113と、基準面部113の基準面部位の少なくとも1点の輝度変化光を撮像した結果である基準面データおよび対象物データを取得するデータ取得部160と、基準面データに示される輝度値と、基準面データの基準の輝度値とを用いて基準面部113の第三方向におけるずれ量を算出するずれ量算出部170と、ずれ量を用いて対象物データに示される輝度値を補正する補正部180と、補正された輝度値を用い、位相シフト法に用いられる波形を作成する波形作成部190とを備える。
(もっと読む)
実装装置、部品切れ判定方法及びプログラム
【課題】供給部の部品切れを正確に判定することができる技術を提供すること。
【解決手段】本技術の一形態に係る実装装置は、供給部と、保持部と、第1のセンサ及び第2のセンサと、制御部とを具備する。前記供給部は、電子部品を供給する。前記保持部は、前記供給部から供給される電子部品を保持して前記電子部品を基板上に実装する。前記第1のセンサ及び前記第2のセンサは、前記供給部から供給される前記電子部品の部品切れを検出するためのセンサである。前記制御部は、前記第1のセンサからの出力に基づいて前記電子部品の部品切れが発生したかを判定する第1の部品切れ判定処理を実行し、前記第1の部品切れ判定処理で部品切れが発生したと判定された場合に、前記第2のセンサからの出力に基づいて前記部品切れが発生したかを判定する第2の部品切れ判定処理を実行する。
(もっと読む)
1 - 20 / 1,246
[ Back to top ]