
Fターム[5E313FF32]の内容
電気部品の供給、取付け (45,778) | 位置決め (5,482) | 部品位置の検知 (1,236) | 部品に設けた標識を検知するもの (587)
Fターム[5E313FF32]に分類される特許
1 - 20 / 587
基板作業装置
対回路基板作業機
下受けピン配置判定装置および下受けピン配置判定方法
部品供給装置および部品位置認識方法
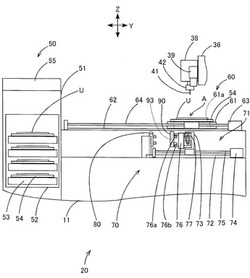
【課題】ウエハの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品の位置を高精度に認識することができる部品供給装置および部品位置認識方法を提供すること。
【解決手段】部品供給装置20は、部品突上げ装置70の第2移動装置71に装着されたウエハ照明装置80で部品供給位置Aに搬送されたウエハUに対し下方から光を広角に照射し、部品装着装置30の第1移動装置31に取付けられたカメラ39でウエハUの円周の一部を撮像する。このため、画像にはウエハUの表面に形成された回路等は写り込まず、ウエハUは影として写ることになる。これにより、ウエハUの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品Pの位置を高精度に認識することができる。よって、従来の光センサは不要となり、部品供給装置20の低コスト化および小型化を図ることができる。
(もっと読む)
電子部品装着方法及び電子部品装着装置

【課題】トレイから取り出された電子部品が基板に誤装着されることを極力回避できる電子部品装着装置を提供すること。
【解決手段】プリント基板Pの生産機種が変更されたとき、トレイ13に配置された部品収納部41に収納され変更された生産機種で使用される電子部品の表面に設けられている文字を基板認識カメラ4により撮像して認識し、この認識した画像を予め格納されているデータの画像と比較し、その結果に基づいて、前記電子部品が正しいか否かを判断する。
(もっと読む)
部品実装装置および部品実装方法
【課題】物体の形状認識を正確に、かつ、高速に行うことのできる部品実装装置を提供する。
【解決手段】撮像部10と、輝度変化光を斜めから照射する照射部20と、対象物および基準点42を撮像部および照射部に対し第二方向に相対的に移動させて、対象物および基準点を撮像対象領域に対して通過させる移動部40と、基準点データと対象物データとを取得するデータ取得部と、それぞれの撮像のタイミングT1〜T4での基準点位置と基準点基位置との位置ずれを導出する位置ずれ導出部と、それぞれの撮像のタイミングの対象物基位置に対して、導出された位置ずれを加算して得られた対象物の測定部位の位置に対応する輝度値を取得する輝度値取得部と、取得された輝度値に基づいて、位相シフト法による波形を作成する波形作成部とを備える。
(もっと読む)
対基板作業システム
【課題】オペレータが容易に複数の基板保持装置による回路基板の保持、若しくは、解除を行うことが可能な対基板作業システムを提供する。
【解決手段】複数の作業機の上流側に配置されたものから下流側に配置されたものにわたって回路基板を搬送し、複数の作業機の対基板作業位置のうちの2以上の位置で1枚の回路基板を固定的に保持し、その1枚の回路基板に対して作業を実行可能な対基板作業システムであって、複数の作業機の基板保持装置27に対応して設けられ、回路基板の保持,解除を実行させるための複数の操作スイッチ88,89を備え、複数の操作スイッチのうちの1つの操作スイッチが操作された場合に、その1つの操作スイッチの操作に基づいて、複数の基板保持装置の作動が制御されるように構成する。この構成により、オペレータが1つのスイッチを操作するだけで、複数の基板保持装置による回路基板の保持,解除を行うことが可能となる。
(もっと読む)
対基板作業支援装置
【課題】 作業結果の品質低下に関して対基板作業を支援するための支援装置の実用性を向上させる。
【解決手段】 支援装置10を、検査機26,34,30の検査データを基に、対基板作業の品質を示す品質指標として、(a)対基板作業機24,30,38自体の品質指標である作業機品質指標と、(b)1以上の作業部位からなる部位グループについての品質指標である部位グループ品質指標とを算出するように構成し、また、それら2つの品質指標を表示装置49に表示させるように構成する。それら2種の品質指標を参酌して、オペレータは、対基板作業機の品質低下を把握しつつ、容易に、その低下の要因を把握することが可能となる。
(もっと読む)
部品実装装置のメンテナンス方法
【課題】ノズル取り付け部材の内部からノズル取り付け部材の外部を通って延びる圧力管路内に異物が残留することを防止して吸着ミスの発生頻度を低減することができるようにした部品実装装置のメンテナンス方法を提供することを目的とする。
【解決手段】吸着ノズル22を装着ヘッド14のノズル取り付け部材21から取り外し、その吸着ノズル22を取り外した状態のノズル取り付け部材21が、吸着ノズル22によって一旦吸着された部品4が廃棄される部品廃棄ボックス18の上方に位置するように装着ヘッド14を移動させた後、圧力管路30内に正圧を供給して圧力管路30内の異物Wをノズル取り付け部材21の外部に排出する。
(もっと読む)
電子部品供給装置
【課題】幅広のテープフィーダを装着予定部に確実に装着可能な供給装置を提供する。
【解決手段】テープフィーダ76,77と、テープフィーダが着脱可能に装着される装着台102とを備えた供給装置において、装着台が、互いに同じ幅とされた複数の装着部150に区分けされており、1つの装着部に所定幅のテープフィーダ76を、2つ以上の装着部に幅広テープフィーダ77を装着可能とされ、装着部にテープフィーダが装着されることを示すための表示部124を備え、幅広テープフィーダの装着を示すための表示部124c〜fを第1の表示状態とし、所定の幅のテープフィーダの装着を示すための表示部124a,b,gを第2の表示状態とするように構成する。この構成により、幅広のテープフィーダと所定幅のテープフィーダとの装着位置を混同することなく、各テープフィーダを装着予定部に装着することが可能となる。
(もっと読む)
基板コンベヤ
【課題】周回するコンベヤベルトと、そのコンベヤベルトの水平な直線部である搬送部に支持されて搬送される回路基板の側縁を案内する案内レールとを備えた基板コンベヤを改善する。
【解決手段】
上記基板コンベヤを、さらに、搬送部に支持された回路基板の側縁部の下面を支持して搬送部から浮き上がらせる押上部材と、搬送部の上方においてその搬送部に平行に延び、押上部材により押し上げられる回路基板の側縁部を受け、押上部材と共同して回路基板の側縁部を挟む受け部材と、回路基板を下方から支持する支持ピンユニット704と、押上部材と支持ピンユニット704とを昇降させる昇降装置とを含むものとするとともに、昇降装置を、その昇降装置が押上部材を受け部材と共同して回路基板を挟む位置まで上昇させた後に、その昇降装置の一部であるエアシリンダ720が支持ピンユニット704を回路基板の下面に接触する位置まで上昇させるものとする。
(もっと読む)
基板集合体および基板認識システム
【課題】基板集合体に関する情報を構成するバーコードを形成するための空きスペースが基板集合体上にない場合であっても、基板集合体に関する情報を取得することができるようにすることを目的とする。
【解決手段】複数の個基板7が配列されて成る基板集合体6において、基板集合体6に形成され該基板集合体6に関する情報を構成するバーコードを備え、バーコードは、複数のバーコード素片8a,8b,8c,8dに分割され、複数のバーコード素片8a,8b,8c,8dは、有意な所定のコード配列と異なる状態で、基板集合体6上に形成されている。
(もっと読む)
トレイフィーダおよびトレイセット用のパレットならびにトレイセット方法
【課題】部品補給に伴う作業者の作業負荷を軽減するとともに設備の稼働率を向上させることができるトレイフィーダおよびトレイセット用のパレットならびにトレイセット方法を提供することを目的とする。
【解決手段】キャビティ部6bが複数凹設された部品収納部6aを有する形態のトレイ6を部品実装機構による部品取出し位置に供給するトレイフィーダにおいて、トレイ6を位置決めして保持するパレット24の上面に、トレイ6を下方から支持するとともに部品収納部6aから下方に延出して設けられたエンボス部6dの側面に当接してトレイ6の水平方向の位置を規制する規制部材50A、50Bを配設する。これにより、樹脂成形品など剛性の小さいトレイであっても安定した位置固定状態を得ることができるとともに、トレイ交換毎に既存のトレイのクランプ解除動作および新たなトレイのクランプ固定動作を実行する必要がない。
(もっと読む)
テープフィーダ及び電子部品実装装置
【課題】ピックアップ位置におけるキャリアテープの幅方向の位置のばらつきを抑制して電子部品のピックアップミスの発生頻度を低減できるテープフィーダ及び電子部品実装装置を提供する。
【解決手段】テープ押さえ部材20に、後縁部20cがテープ送り方向と直交する方向に対して傾いて延びているトップテープ引出口20bを設ける。トップテープ16を後縁部20cに対して直交する方向に引っ張ると、キャリアテープ14には当該キャリアテープ14を斜め前方に押し出す力(推力)F1が働く。この推力の一部はテープ送り方向に押し出す力F2となるが、他の一部はキャリアテープ14を幅方向に付勢する力F3となって、キャリアテープ14をテープ通路5b上に設けられた当接部21に当接させるので、キャリアテープ14は当接部21に当接した状態のままピッチ送りされる。
(もっと読む)
DIP部品を含む回路基板の加工方法
【課題】従来に無い、薄型、狭ピッチのDIPICが開発された。従来のIC挿入機では実装出来ず、新たなIC挿入機の開発が必要だが、多く使われている表面実装機で加工出来る方法が求められる。
【解決手段】負圧吸着方式の表面実装機は吸着、搬送、降下(挿入)が出来、部品を挟んで保持する必要が無く、部品の寸法に左右されない。DIP部品のリードは予め定められたピッチに加工しておくが、プリント基板のスルーホールに予め塗布されたクリームハンダがリフロー行程でDIP部品を固定し、以後の加工工程で脱落する事は無い。また、他の部品が実装された後、フローハンダ付けでDIP部品のハンダ付けは確実に行われる。
(もっと読む)
部品実装機
【課題】テープフィーダから排出される空テープがテープガイド通路のガイドカバーの上面側へはみ出していることを検出できるようにする。
【解決手段】テープフィーダ12の先端から排出される空テープ15が導入されるテープガイド通路16の上面カバーであるガイドカバー21の上面のうちの空テープ15のはみ出し方向に位置する検査エリアに画像認識可能な画像認識部22が設けられている。ガイドカバー21の上面側への空テープ15のはみ出しを検査する際に、部品実装機のカメラをガイドカバー21の上面のうちの画像認識部22が位置する検査エリアの上方へ移動させて該検査エリアを上方からカメラ19で撮像し、画像処理により該検査エリアの画像内に画像認識部22を認識できたか否かを判定し、その結果、画像認識部22を認識できない場合は、ガイドカバー21の上面側への空テープ15のはみ出しが有ると判定する。
(もっと読む)
電子部品搭載装置および電子部品搭載方法
【課題】電子部品の搭載時間を短縮する。
【解決手段】供給される電子部品10を受け取る受け取り部3a〜3eと、受け取り部3a〜3eで受け取った電子部品10を保持して予め決められた搭載位置に移動させる移動機構4と、移動機構4を制御する制御部とを備えて、電子部品10を基板100に搭載可能に構成され、受け取り部3a〜3eは、供給された電子部品10を支持する支持部と、支持部によって支持されている電子部品10の電気的特性を測定する測定部とを備えて構成され、制御部は、測定部によって測定された電子部品10の電気的特性が予め決められた条件を満たすときに移動機構4を制御して電子部品10を搭載位置に移動させて基板100に搭載させる。
(もっと読む)
トレイのセット方向判断方法及び電子部品装着装置
【課題】トレイがセットされた方向を把握し、誤った方向でセットされたトレイから取り出された電子部品が基板に誤装着されることを極力回避できる電子部品装着装置を提供すること。
【解決手段】部品供給装置に出し入れ自在にセットされ電子部品を収納する複数の部品収納部41を配置した矩形のトレイ13の少なくとも1つのコーナーに設けられたセット方向確認マークである面取り43を基板認識カメラ4により撮像し、 この撮像した画像に基づいて、トレイ13の部品供給装置へのセット方向を把握する。
(もっと読む)
対基板作業機
【課題】 対基板作業機の汎用性を向上させることを課題とする。
【解決手段】 対基板作業機を、対基板作業を行うための作業ヘッドとして、互いに種類の異なる複数の実装ヘッドの中から、任意に選択された1つのものを装着可能に構成し、かつ、それら複数の実装ヘッドのうちの他のいずれのものとも交換可能に構成するとともに、装着された実装ヘッドの種類を認識するように構成する。そのように構成された対基板作業機は、利便性の高いものとなる。そのことによって、対基板作業機の汎用性が向上するのである。
(もっと読む)
電子部品装着装置の測定方法
【課題】電子部品装着装置にて実装された電子部品の位置を正確に測定できるようにすること。
【解決手段】検査用基板PPに設けられ、複数の認識マーク34から構成されるキャリブレーションマーク33を基板認識カメラ19で撮像して認識処理し、検査用基板PPの倍率及び傾きのパラメータを求め、更に、検査用基板PPに装着された電子部品を基板認識カメラ19で撮像して装着位置を認識し、前記パラメータに基づいて電子部品が装着されている位置を補正する。
(もっと読む)
1 - 20 / 587
[ Back to top ]