
Fターム[5E313FF40]の内容
電気部品の供給、取付け (45,778) | 位置決め (5,482) | その他の位置決め技術 (225)
Fターム[5E313FF40]に分類される特許
1 - 20 / 225
スプライシング装置
部品実装装置および部品実装方法
【課題】物体の形状認識を正確に、かつ、高速に行うことのできる部品実装装置を提供することを目的とする。
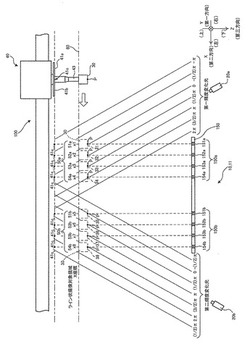
【解決手段】撮像対象領域を撮像するカメラ10と、第一輝度変化光を撮像対象領域50に対して斜めに照射する第一照射部20aと、カメラ10及び第一照射部20aに対して物体30及び反射板41をX軸方向に移動させる移動部40と、反射部41の境界線データと物体30の対象物データとを取得するデータ取得部103bと、予め定められた撮像のタイミングT1〜T8における境界線位置と境界線基位置との位置ずれを導出する位置ずれ導出部103cと、当該撮像のタイミングの対象物基位置に対して、位置ずれを加算して得られた対象物位置に対応する対象物データの輝度値を取得する輝度値取得部103dと、輝度値に基づいて位相シフト法による波形を作成する波形作成部103eとを備える。
(もっと読む)
電子部品実装装置

【課題】 電子部品の吸着ノズルの中心線に対する芯ずれ量を検出する際に、芯ずれ量の誤検出を防止することができる電子部品実装装置を提供する。
【解決手段】吸着ノズル96aの位置を特定する基準マーク63bがマーク面63aに形成された基準マーク部材60が、装着ヘッド95の軸支部95aに揺動可能に取り付けられ、この基準マーク部材60が、アクチュエータ65によって、マーク面63aが水平となる測定位置と、基準マーク63bが撮像装置によって撮像されない退避位置との間で揺動する。このため、基準マーク63bを用いないで電子部品P2の芯ずれ量を検出する場合において、基準マーク部材60を退避位置に退避させると、撮像装置によって基準マーク63bが電子部品P2とともに撮像されず、基準マーク63bが電子部品P2の一部と認識されることが無く、電子部品P2の芯ずれ量の誤検出が防止される。
(もっと読む)
部品供給装置及び部品供給方法
【課題】生産タクト向上を阻害せず、製造コストの上昇を回避すること。
【解決手段】部品供給装置10は、ダイDを搬送する吸着ヘッド16と、吸着ヘッド16からダイDを受け取った後、ダイDを表面実装装置1へ受け渡すとともに、ダイDを吸着ヘッド16から受け取る受取位置Hから、ダイDを表面実装装置1へ受け渡す受渡位置Pまでの間を往復移動する供給ステージ20と、供給ステージ20に設けられて、吸着ヘッド16が搬送したダイDを吸着するとともに、供給ステージ20が受渡位置Pから移動を開始するタイミングと受取位置Hで停止するタイミングとの少なくとも一方で気体を放出するノズル21と、を含む。
(もっと読む)
ダイ突き上げ動作管理システム
【課題】ダイ供給装置の突き上げポットと突き上げピンの突き上げ高さ位置や突き上げピンのXY方向の位置を自動的に計測できるようにする。
【解決手段】突き上げ高さ検出時に突き上げユニット18の上方にウエハパレットをセットせずに突き上げ動作を行って、突き上げポット27を上昇させて該突き上げポット27の上面から突き上げピンを突出させた状態で、ダイ供給装置のカメラをX方向のプリズム35の上方に移動させて突き上げポット27と突き上げピンのX方向の側面を該プリズム35を介して該カメラで撮像すると共に、該カメラをY方向のプリズム36の上方に移動させて突き上げポット27と突き上げピンのY方向の側面を該プリズム36を介して該カメラで撮像し、撮像した突き上げポット27と突き上げピン29の側面画像を画像処理して突き上げ動作時の突き上げポット27の上面の高さ位置と突き上げピン29の上端の高さ位置を検出する。
(もっと読む)
部品実装装置
【課題】装着ヘッドが部品を基板に装着する際の部品の下降ストロークを短くして全体のコンパクト化を実現するとともに部品の装着精度を向上させることができる部品実装装置を提供することを目的とする。
【解決手段】ノズル20aにより吸着した部品4を上下反転させる反転ヘッド20が、昇降自在な移動ベース21dに設けられた平板状の基部31、この基部31に設けられた複数のベアリング32によって弧状の外周面41aが支持されて水平面内での揺動が自在なノズルホルダ支持部材33及びこのノズルホルダ支持部材33によって水平軸CX回りに回転自在に支持されて側面にノズル20aを保持したノズルホルダ34を有して成る。
(もっと読む)
テープフィーダ及び電子部品実装装置
【課題】ピックアップ位置におけるキャリアテープの幅方向の位置のばらつきを抑制して電子部品のピックアップミスの発生頻度を低減できるテープフィーダ及び電子部品実装装置を提供する。
【解決手段】テープ押さえ部材20に、後縁部20cがテープ送り方向と直交する方向に対して傾いて延びているトップテープ引出口20bを設ける。トップテープ16を後縁部20cに対して直交する方向に引っ張ると、キャリアテープ14には当該キャリアテープ14を斜め前方に押し出す力(推力)F1が働く。この推力の一部はテープ送り方向に押し出す力F2となるが、他の一部はキャリアテープ14を幅方向に付勢する力F3となって、キャリアテープ14をテープ通路5b上に設けられた当接部21に当接させるので、キャリアテープ14は当接部21に当接した状態のままピッチ送りされる。
(もっと読む)
部品実装装置、情報処理装置、情報処理方法及び基板の製造方法
【課題】所定の領域に供給される複数の部品について位置ずれが生じる場合でも、当該複数の部品を効率よく基板に実装することが可能な部品実装装置、情報処理装置、情報処理方法及び基板の製造方法を提供すること。
【解決手段】上記目的を達成するため、本技術の一形態に係る部品実装装置は、供給部と、ヘッドと、制御部とを具備する。前記供給部は、基板に実装される複数の部品を所定の領域に供給する。前記ヘッドは、前記供給された複数の部品を保持するための複数の保持部を有し、前記複数の保持部が前記所定の領域へ同時にアクセス可能なように、当該複数の保持部を支持する。前記制御部は、前記所定の領域に対する前記複数の部品の位置情報をもとに、前記複数の保持部の全てが前記複数の部品を保持するのに必要な少なくとも1回以上の、前記複数の保持部の各アクセス位置が定められて行われる保持動作の組み合わせを算出する。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、テープサプライヤを着脱する作業を簡単化する。
【解決手段】スプロケット駆動機構部45は、昇降レバー30にスプロケットと該スプロケットを平歯車列43を介して駆動するモータ44等を組み付けて構成すると共に、プロケット駆動機構部45を、スプロケットの歯が部品供給テープ12のスプロケット孔に噛み合った状態となる噛合位置とスプロケットの歯が部品供給テープ12のスプロケット孔よりも下方に位置する退避位置との間を上下動させるように構成し、スプロケット駆動機構部45を上方へ付勢してスプロケットを噛合位置に保持するスプリング55を設けると共に、テープフィーダに部品供給テープ12を着脱するときにスプロケット駆動機構部45をスプリング55に抗して下降させるモータ56を設ける。
(もっと読む)
部品実装装置
【課題】高精度かつ高速に部品の三次元形状を測定する部品実装装置および三次元形状測定装置を提供すること。
【解決手段】部品実装装置20であって、ノズル110と、撮像部であるカメラ200と、輝度変化光を発する発光部130と、ノズル110に保持された部品の表面における輝度変化光の輝度分布を相対的に第二方向に移動させるヘッド100と、ノズル110に配置された基準面部113と、基準面部113の基準面部位の少なくとも1点の輝度変化光を撮像した結果である基準面データおよび対象物データを取得するデータ取得部160と、基準面データに示される輝度値と、基準面データの基準の輝度値とを用いて基準面部113の第三方向におけるずれ量を算出するずれ量算出部170と、ずれ量を用いて対象物データに示される輝度値を補正する補正部180と、補正された輝度値を用い、位相シフト法に用いられる波形を作成する波形作成部190とを備える。
(もっと読む)
電子部品のピックアップ装置およびピックアップ方法ならびに電子部品実装装置および電子部品実装方法
【課題】フレキシブル基板などの可撓性領域を含む電子部品を対象として、簡便な機構で安定した実装精度を得ることができる電子部品のピックアップ装置およびピックアップ方法ならびに電子部品実装装置および電子部品実装方法を提供することを目的とする。
【解決手段】リジッド基板15とフレキシブル基板16を接続したモジュール基板6を、高さの異なる第1支持部20aおよび第2支持部20bが設けられたトレイ部材20に装着し、押さえ部材23によってモジュール基板6をトレイ部材20に押し付けて挟持した状態でトレイ載置部24に載置し、吸引孔24bから真空吸引してモジュール基板6をトレイ部材20に吸着保持した後に押さえ部材23を取り外し、実装ヘッド10によってモジュール基板6を真空吸着するとともに、トレイ部材20による吸着保持を解除してモジュール基板6を取り出す。
(もっと読む)
ダイ突き上げ動作管理システム
【課題】ダイ供給装置の突き上げポットと突き上げピンの突き上げ高さ位置や突き上げピンのXY方向の位置を自動的に計測できるようにする。
【解決手段】ダイ供給装置の突き上げユニットの周辺に、突き上げポット27と突き上げピン29を撮像対象物とする2台のカメラを設置し、突き上げポット27の上方にウエハパレットをセットせずに突き上げ動作を行って該突き上げポット27を上昇させて突き上げピン29を突出させた状態で、一方のカメラで、突き上げポット27と突き上げピン29のX方向の側面画像を撮像し、他方のカメラで、突き上げポット27と突き上げピン29のY方向の側面画像を撮像した後、X方向とY方向の側面画像を画像処理して突き上げ動作時の突き上げポット27と突き上げピン29の突き上げ高さ位置と突き上げピン29のXY方向の位置を計測すると共に、突き上げピン29の破損や曲りの有無を判定する。
(もっと読む)
部品実装方法および部品実装機
【課題】押圧工程を有する場合であっても、部品の装着精度が低下しにくい部品実装方法および部品実装機を提供することを課題とする。
【解決手段】部品実装方法は、基板Bfに部品Cを装着する装着工程を複数回実行する部品実装方法であって、N(Nは自然数)回目の装着工程の後であってN+1回目の装着工程の前に、装着された部品Cを押圧する押圧工程と、部品Cが押圧されたことによる基板Bfの位置ずれを確認する確認工程と、を実行することを特徴とする。
(もっと読む)
電子部品実装装置
【課題】基準マークを用いた部品位置の認識と、基準マークを用いない部品位置の認識を使い分けることにより、部品位置を的確に認識できるようにした電子部品実装装置を提供する。
【解決手段】部品実装ヘッド47に、部品カメラ57によって撮像されるマーク56、156を設け、吸着ノズルで吸着した電子部品に応じて、マークを使用して部品位置を認識する第1の部品認識ステップ(102〜106)と、マークを使用せずに部品位置を認識する第2の部品認識ステップ(108〜112)とを切り替えて部品位置を認識する。
(もっと読む)
部品供給装置
【課題】複数枚の段積みされたトレイを積載可能なパレットを上下方向に複数枚配列した状態でストッカに収納して使用するときのパレット交換時間を短縮できる部品供給装置を提供すること。
【解決手段】部品供給装置10は、ストッカ12を昇降させるストッカ昇降装置60と、パレット搬送装置40を昇降させるパレット昇降装置70と、を備えている。これにより、例えばパレット搬送装置を降下させると共にストッカを上昇させることができる。さらに、最上段のトレイが部品採取高さに達したとき、パレット搬送装置およびストッカの上昇を停止させることができる。よって、従来のようにパレット搬送装置のみを昇降させてパレット交換する時間よりも、本実施形態のパレット搬送装置40およびストッカ12を昇降させてパレット交換する時間の方が短時間となり、生産効率を向上させることができると共に省エネルギ化を図ることができる。
(もっと読む)
部品実装装置及び部品実装方法
【課題】部品ひとつ当たりに要する電極部への装着時間を短縮して基板の生産性を向上させることができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】設定した電極部角度仮設定値φ1等に基づいて、吸着ツール63aに吸着させた部品3の角度を電極部角度仮設定値φ1に一致させるとした場合に、減速機69内に存在するバックラッシに起因する駆動軸68aに対する吸着ツール63aの不追従が生じないようにするために駆動軸68aを順方向とは反対の逆方向に回転させるアンチバックラッシ動作を実行する必要があるか否かの判断を行う。そして、アンチバックラッシ動作を実行する必要があると判断した場合には、電極部角度φの検出と並行してアンチバックラッシ動作を行い、電極部角度φの検出を行った後に駆動軸68aを順方向に回転させて吸着ツール63aを目標回転位置に位置決めする。
(もっと読む)
部品実装機
【課題】ウエハ部品供給装置をセットした部品実装機において、部品実装機の吸着ノズルでウエハ部品を傷付けずに安定して吸着できるようにする。
【解決手段】生産開始前にウエハパレット22を突き上げポット27の上方のウエハパレットセット位置にセットしない状態で、突き上げポット27をダイシングシート36の下面に接触するシート吸着位置まで上昇させて該突き上げポット27の上面の高さ位置を部品実装機25の基準高さ位置を基準にして高さセンサにより計測し、計測した突き上げポット27の上面の高さ位置に応じてウエハ部品吸着動作時の吸着ノズル30の下降位置を修正する。高さセンサは、部品実装機の吸着ノズル30を保持する装着ヘッドに下向きに取り付けられ、突き上げポット27の上面の高さ位置を計測する前に、装着ヘッドをXY方向に移動させて高さセンサの位置を突き上げポット27の真上位置まで移動させる。
(もっと読む)
基準マークモデルテンプレート作成方法
【課題】回路基材の基準マークのモデルテンプレートを誤りなく作成し得る方法を得る。
【解決手段】回路基材の基準マーク形成予定位置周辺を撮像装置により撮像し、それにより得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程(S2,S8〜S11)と、抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程(S3)と、そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程(S5,S7)との実行により、モデルテンプレートの作成を行う。基準マーク候補抽出工程を、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程とし、マーク種判別工程をニューラルネットワークを利用してマーク種を判別する工程とする。
(もっと読む)
画像形成装置および画像形成方法ならびに部品実装装置
【課題】安定した3次元認識画像を形成して正しい部品認識結果を得ることができる画像形成装置および画像形成方法ならびに部品実装装置を提供する。
【解決手段】計測対象面への入射方向を挟んで対称に配置され受光面の計測対象面に対する傾斜角度が各対毎に相異なる2対の位置検出素子群25A,25Bを有し、走査光の計測対象面からの反射光の受光位置を検出する位置検出部25と、各位置検出素子が受光する光量が所定の範囲内にあるか否かを判定する受光量判定部34と、同一の位置検出素子群に属する位置検出素子による反射光の受光位置検出結果の差異の大きさが所定の基準値以下であるか否かを判定する受光位置検出結果判定部35とを備え、位置検出部25の受光位置検出結果に基づき受光量判定部34および受光位置検出結果判定部35の判定結果を加味して計測対象面の3次元認識画像を形成する構成とする。
(もっと読む)
部品実装機
【課題】照明光の影響による部品の認識位置のずれを補正できるようにする。
【解決手段】生産開始前に複数本の吸着ノズル21に吸着した複数の部品A〜Dの認識位置のずれ量をそれぞれ計測して、その計測データを記憶手段に記憶しておき、その後、生産中に前記記憶手段から認識位置ずれ量のデータを読み込んで各吸着ノズル21に吸着した部品A〜Dの認識位置のずれを補正する。認識位置のずれ量の計測は、生産開始前に吸着ノズル21に部品を吸着した状態で該吸着ノズル21の中心をカメラの視野中心と一致させて該部品を撮像して画像処理して該部品の位置を認識すると共に、該吸着ノズル21の位置を生産中の一括撮像位置に移動させて該カメラで該部品を撮像して画像処理して該部品の位置を認識し、これら2箇所の認識位置間の距離と該吸着ノズル21の移動距離との差を認識位置ずれ量として算出するようにすれば良い。
(もっと読む)
1 - 20 / 225
[ Back to top ]