
シートクッション

【課題】難燃性が高く、乗り心地の良好な航空機の座席用として好適なシートクッションの提供を目的とする。
【解決手段】下部クッション層11の表面に上部クッション層21が積層接着された二層構造からなり、下部クッション層11はメラミンを10〜30wt%含むポリウレタンフォームからなり、上部クッション層21はメラミンを10〜30wt%含むポリウレタンフォームの上下面を加熱し、元厚に対する圧縮率25〜50%で圧縮塑性変形させたものからなり、下部クッション層11と上部クッション層21の何れも垂直難燃試験FAR25 853bに合格するように構成した。
【解決手段】下部クッション層11の表面に上部クッション層21が積層接着された二層構造からなり、下部クッション層11はメラミンを10〜30wt%含むポリウレタンフォームからなり、上部クッション層21はメラミンを10〜30wt%含むポリウレタンフォームの上下面を加熱し、元厚に対する圧縮率25〜50%で圧縮塑性変形させたものからなり、下部クッション層11と上部クッション層21の何れも垂直難燃試験FAR25 853bに合格するように構成した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、高い難燃性を有すると共に良好な着座感を有するシートクッションに関する。
【背景技術】
【0002】
従来、座席のシートクッションには、ポリウレタンフォームからなるものが多用されている。それらの中でも、航空機の座席に用いられるシートクッションは、軽量性に伴う薄肉化の要求が、自動車の座席に用いられるシートクッションと比べて高い。このため、航空機の座席用シートクッションを構成するポリウレタンフォームは、薄肉にしても荷重に耐えられるように硬くされる傾向にあった。その結果、シートクッションの表面硬さが増大し、長時間座席に座った場合に乗員に与えるストレスが大きくなる問題があった。特に、長時間の着座により大腿部に与えるストレスは顕著である。
【0003】
また、航空機にはFAR25 853bという垂直難燃試験があり、航空機の座席用シートクッションは、この垂直難燃試験に合格する必要がある。ところが、前記垂直難燃試験は、自動車における難燃性試験として一般的に行われているMVSS302の水平試験よりもはるかに厳しい難燃試験である。そのため、航空機の座席用シートクッションのポリウレタンフォームは、難燃性を重視した配合にならざるを得なく、乗り心地を考慮したものとするのが難しかった。
【0004】
このように、従来における航空機の座席用シートクッションは、厳しい難燃要求による配合の制約と、薄肉化の要求による硬さの増大とにより、シート表面が硬く、体圧が集中して乗り心地が悪いものとなっている。そのため、長時間の着座によって乗員にストレスを与えるのみならず、体圧が大腿部に集中してエコノミークラス症候群を生じさせ易い問題がある。
【0005】
なお、硬さのみについてみれば、ポリウレタンフォームを柔らかくすればよいが、その場合には、着座時に乗員の荷重を受けるためにポリウレタンフォームの厚みを大にしなければならず、薄肉化の要求を満たすことができなくなる。また、柔らかいポリウレタンフォームは、着座の瞬間は感触が良好であるが、時間の経過にしたがい圧縮されてつぶされてしまうと、硬いポリウレタンフォームと同様に体圧の集中を生じるようになり、乗員にストレスを与えるようになる。
【0006】
また、高い難燃性を得る方法として、膨張黒鉛とリン酸アルミニウムをポリウレタンフォームに含有させることが提案されている。しかし、膨張黒鉛を含むポリウレタンフォームをシートクッションとして長年使用すると、ポリウレタンフォーム表面の摩耗により、膨張黒鉛がシートクッションから脱落し、粉落ちを生じるようになり、難燃性の低下や周囲を汚す等の問題が発生する。さらに、膨張黒鉛は酸性物質であるため、ポリウレタンフォームの発泡反応時にウレタンの反応を阻害し、得られるポリウレタンフォームの物性低下を招く問題もある。また、膨張黒鉛の存在によりシートクッション表面の異物感を生じる問題も指摘されている。
【0007】
【特許文献1】特開2002−3713号公報
【特許文献2】特開2005−186499号公報
【特許文献3】特表2005−528136号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
この発明は前記の点に鑑みなされたものであって、難燃性が高く、しかも乗り心地の良好なシートクッションの提供を目的とする。
【課題を解決するための手段】
【0009】
請求項1の発明は、メラミンを含むポリウレタンフォームからなる下部クッション層の表面に、メラミンを含むポリウレタンフォームの上下面を加熱して圧縮塑性変形させた上部クッション層を積層接着してなるシートクッションに係る。
【0010】
請求項2の発明は、請求項1において、前記下部クッション層及び前記上部クッション層におけるメラミンの含有量が、各クッション層のポリウレタンフォーム原料において、10〜30wt%であることを特徴とする。
【0011】
請求項3の発明は、請求項1または2において、前記上部クッション層は圧縮塑性変形前の元厚に対する圧縮率が25〜50%であることを特徴とする。
【0012】
請求項4の発明は、請求項1から3の何れか一項において、前記上部クッション層の圧縮塑性変形前の硬さは前記下部クッション層の硬さ以下であることを特徴とする。
【0013】
請求項5の発明は、請求項4において、前記上部クッション層の圧縮塑性変形前の硬さは60〜150N、前記下部クッション層の硬さは150〜280Nであることを特徴とする。
【0014】
請求項6の発明は、請求項1から5の何れか一項において、前記上部クッション層の厚みが5〜15mmであることを特徴とする。
【0015】
請求項7の発明は、請求項1から6の何れか一項において、シートクッションが航空機の座席として用いられることを特徴とする。
【発明の効果】
【0016】
本発明のシートクッションによれば、ポリウレタンフォームに含まれるメラミンによって高い難燃性を発揮することができる。また、メラミンを含むポリウレタンフォームの上下面を加熱して圧縮塑性変形させた上部クッション層の存在によって乗り心地を向上させることができる。
【発明を実施するための最良の形態】
【0017】
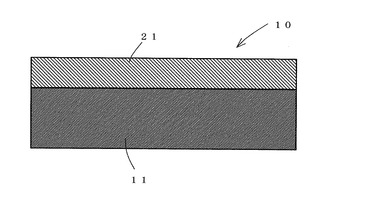
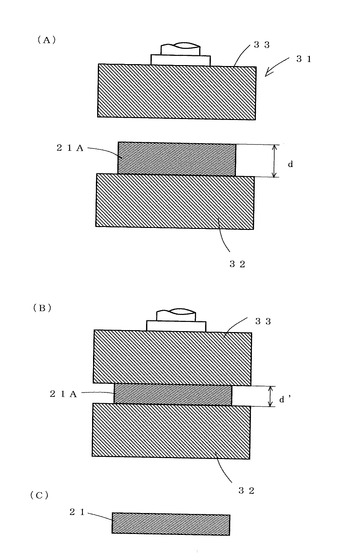
以下この発明の実施形態を詳細に説明する。図1は本発明のシートクッションの一例を示す断面図、図2は加熱圧縮で上部クッション層を製造する際を示す断面図である。
【0018】
図1に示すシートクッション10は下部クッション層11の表面に上部クッション層21が積層接着されたもので、航空機の座席として用いられるものである。
【0019】
前記下部クッション層11は、シートクッション10の基部側(着座側とは反対側)を構成する。前記下部クッション層11は、メラミンを含むポリウレタンフォームからなる。前記メラミンを含むポリウレタンフォームは、モールド発泡品でもよいが、特にはスラブ発泡によって形成されたスラブポリウレタンフォームから裁断や打ち抜き等によって平板状にされたものが好ましい。前記下部クッション層11は、硬さ(JIS K 6400−2、A法準拠)が150〜280Nであるのが好ましい。この硬さ範囲とすることにより、着座時の底突き感を防ぎやすくなり、着座感を良好にすることが可能となる。前記下部クッション層11の密度(JIS K 7222準拠)は50〜65kg/m3が好ましい。この範囲の密度とすることにより、着座感をより良好にすることができる。また、前記下部クッション層11の厚みは50〜70mm程度が好ましい。この厚み範囲とすることにより、乗員の着座時の圧縮量を充分なものにすることができるようになる。
【0020】
前記メラミンを含むポリウレタンフォームは、ポリオールとイソシアネートを難燃剤としてのメラミン、触媒及び発泡剤の存在下で反応させて得られるものである。
【0021】
ポリオールは、軟質ポリウレタンフォームに用いられる公知のエーテル系ポリオールまたはエステル系ポリオールの何れか一方または両方が用いられる。
【0022】
エーテル系ポリオールとしては、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、ブチレングリコール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、トリメチロールプロパン、ソルビトール、シュークロース等の多価アルコール、またはその多価アルコールにエチレンオキサイド、プロピレンオキサイド等のアルキレンオキサイドを付加したポリエーテルポリオールを挙げることができる。また、エステル系ポリオールとしては、マロン酸、コハク酸、アジピン酸等の脂肪族カルボン酸やフタル酸等の芳香族カルボン酸と、エチレングリコール、ジエチレングリコール、プロピレングリコール等の脂肪族グリコール等とから重縮合して得られたポリエステルポリオールを挙げることできる。
【0023】
イソシアネートとしては、芳香族系、脂環式、脂肪族系の何れでもよく、また、1分子中に2個のイソシアネート基を有する2官能のイソシアネートであっても、あるいは1分子中に3個以上のイソシアネート基を有する3官能以上のイソシアネートであってもよく、それらを単独であるいは複数組み合わせて使用してもよい。
【0024】
例えば、2官能のイソシアネートとしては、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、m−フェニレンジイソシネート、p−フェニレンジイソシアネート、4,4’−フェニルメタンジイソシアネート、2,4’−ジフェニルメタンジアネート、2,2’−ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、3,3’−ジメチル−4,4’−ビフェニレンジイソネート、3,3’−ジメトキシ−4,4’−ビフェニレンジイソシアネートなどの芳香族系のもの、シクロヘキサン−1,4−ジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタン−4,4’−ジイソシアネート、メチルシクロヘキサンジイソシアネートなどの脂環式のもの、ブタン−1,4−ジイソシアネート、ヘキサメチレンジイソシアネート、イソプロピレンジイソシアネート、メチレンジイソシアネート、リジンイソシアネートなどの芳香族系のものを挙げることができる。
【0025】
また、3官能以上のイソシアネートとしては、1−メチルベンゾール−2,4,6−トリイソシアネート、1,3,5−トリメチルベンゾール−2,4,6−トリイソシアネート、ビフェニル−2,4,4’−トリイソシアネート、ジフェニルメタン−2,4,4’−トリイソシアネート、メチルジフェニルメタン−4,6,4’−トリイソシアネート、4,4’−ジメチルジフェニルメタン−2,2’,5,5’テトライソシアネート、トリフェニルメタン−4,4’,4”−トリイソシアネート、ポリメリックMDI等を挙げることができる。なお、その他プレポリマーも使用することができる。また、併用される脂肪族系ポリイソシアネートと芳香族系ポリイソシアネートは、それぞれ一種類に限られず一種類以上であってもよい。例えば、脂肪族系ポリイソシアネートの一種類と芳香族系ポリイソシアネートの二種類を併用してもよい。
【0026】
メラミンは、パウダー状のものが用いられる。前記メラミンは、平均粒径が小さいほどポリウレタンフォーム中におけるメラミンの分布が均一になって難燃効果が高まるため、平均粒径50μm以下のものが好ましく、より好ましくは扱い易さや入手容易性等の観点から平均粒径15〜30μmのものである。前記下部クッション層11及び上部クッション層21におけるメラミンの含有量は、各クッション層におけるポリウレタンフォーム原料において10〜30wt%が好ましい。すなわち、メラミンの含有量(wt%)は、各クッション層におけるメラミンの重量/各クッション層のポリウレタンフォーム原料の重量×100(wt%)で計算される。メラミンの量が少なすぎるとメラミンによる難燃効果が得難くなり、一方、メラミンの量が多すぎるとポリウレタンフォームの発泡バランスが崩れて良好なフォームが得難くなる。なお、メラミンは2,4,6−トリアミノ−1,3,5−トリアジンに加え、その誘導体である、アルキル化メラミン樹脂、具体的にはn−ブチル化メラミン、iso−ブチル化メラミン、ブチル化尿素メラミンが用いられる。また、同メラミンを、ポリオールにグラフト重合させたポリオールを使用することも可能である。
【0027】
難燃剤として前記メラミン以外のものを含むことができる。例えば、ノンハロゲン難燃剤としては、トリフェニルホスフェート、トリクレジルホスフェート、トリキシレニルホスフェート、クレジルジフェニルホスフェート、トリメチルホスフェート、トリエチルホスフェート、トリブチルホスフェート、トリオクチルホスフェート、ジエチルフェニルホスフォネート、ジメチルフェニルホスフォネート、レゾルシノールジフェニルホスフェート等のリン酸エステル系難燃剤や、水酸化マグネシウムや水酸化アルミニウム等の無機系難燃剤が挙げられる。メラミンと他の難燃剤を併用する場合にはメラミンとリン酸エステル系難燃剤の併用が好ましい。その場合、他の難燃剤の量は、ポリオール100wt%当たり10〜30wt%が好ましい。
【0028】
触媒としては、軟質ポリウレタンフォーム用として公知のものを用いることができる。例えば、トリエチルアミン、トリエチレンジアミン、ジエタノールアミン、ジメチルアミノモルフォリン、N−エチルモルホリン、テトラメチルグアニジン等のアミン触媒や、スタナスオクトエートやジブチルチンジラウレート等の錫触媒やフェニル水銀プロピオン酸塩あるいはオクテン酸鉛等の金属触媒(有機金属触媒とも称される。)を挙げることができる。触媒の一般的な量は、ポリオール100wt%当たり0.01〜2.0wt%程度である。
【0029】
発泡剤としては水が用いられ、添加量はポリオール100wt%当たり3.5〜5wt%程度が好適である。水の添加量により、フォーム密度を調整することができる。
【0030】
その他、整泡剤、顔料、架橋剤などの添加剤を適宜配合することができる。整泡剤は、軟質ポリウレタンフォームに用いられるものであればよく、シリコーン系整泡剤、含フッ素化合物系整泡剤および公知の界面活性剤を挙げることができる。顔料は、求められる色に応じたものが用いられる。架橋剤は、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、グリセリン、ジエタノールアミン、トリエタノールアミン、エチレンジアミン等を挙げることができる。
【0031】
前記下部クッション層11の製造は、ポリオール類とイソシアネート類を直接反応させるワンショット法、あるいはポリオール類とイソシアネート類を事前に反応させて末端にイソシアネート基を有するプレポリマーを得、それにポリオール類を反応させるプレポリマー法の何れも採用することができる。なお、スラブポリウレタンフォームから下部クッション層11を製造する場合、混合攪拌された原料(反応混合原料)をベルトコンベア上に吐出し、該ベルトコンベアが移動する間に、原料が常温、大気圧下で自然発泡し、硬化することでスラブポリウレタンフォームを製造し、その後、乾燥炉内で硬化(キュア)した後、裁断等で所定形状の平板状にされる。
【0032】
前記上部クッション層21は、前記下部クッション層11の表面に積層接着され、シートクッション10の着座側を構成する。前記上部クッション層21は、メラミンを含むポリウレタンフォームの上下面を加熱して圧縮塑性変形させたものであり、ウレタン系等の接着剤により前記下部クッション層11の表面に接着されている。前記上部クッション層21に用いられるメラミンを含むポリウレタンフォーム、すなわち加熱圧縮塑性変形前のメラミンを含むポリウレタンフォームは、ポリオールとイソシアネートを、難燃剤としてのメラミン、触媒及び発泡剤の存在下で反応させて得られるものである。前記ポリオール、イソシアネート、難燃剤としてのメラミン、触媒、発泡剤等は、前記下部クッション層11に用いられるメラミンを含むポリウレタンフォームと同様である。また、加熱圧縮塑性変形前のメラミンを含むポリウレタンフォームは、前記下部クッション層11で述べたのと同様にスラブポリウレタンフォームを裁断等で所定形状の平板状にしたものが好ましい。
【0033】
前記上部クッション層21は加熱圧縮塑性変形前の硬さ(JIS K 6400−2、A法準拠)が60〜150N、密度(JIS K 7222準拠)が30〜60kg/m3のものが好ましい。前記加熱圧縮塑性変形は、図2に示すように、加熱圧縮塑性変形前のメラミンを含むポリウレタンフォーム21Aを、加熱プレス装置31の受け側熱盤32と押し側熱盤33間に配置し、前記メラミンを含むポリウレタンフォーム21Aの上下面を前記受け側熱盤32と押し側熱盤33で押圧し、圧縮することにより行うことができる。前記受け側熱盤32と押し側熱盤33には蒸気等の熱媒用配管(図示せず)が埋設され、前記熱媒用配管に蒸気等を通すことにより前記受け側熱盤32と押し側熱盤33を加熱することができるようになっている。前記受け側熱盤32と押し側熱盤33の加熱温度は160〜240℃が好ましい。この温度範囲とすることで、メラミンを含むポリウレタンフォーム21Aの塑性変形を効率よく行うことができるようになる。また、前記受け側熱盤32と押し側熱盤33によるメラミンを含むポリウレタンフォーム21Aの圧縮は、圧縮塑性変形前の元厚に対する圧縮率が25〜50%であるのが好ましい。この圧縮率とすることで、乗り心地を向上させることができる。圧縮率は、図2に示すように圧縮前のポリウレタンフォームの元厚をd、圧縮後のポリウレタンフォームの厚みをd’(圧縮状態における受け側熱盤32と押し側熱盤33間の間隔)とすると、圧縮率は(d−d’)/d×100(%)で計算される。
【0034】
さらに前記上部クッション層21の加熱圧縮塑性変形前の硬さ(JIS K 6400−2、A法準拠)は、前記下部クッション層11の硬さ以下が好ましい。前記上部クッション層21と下部クッション層11をこのような硬さとすることにより、着座時の大腿部のストレスを一層生じにくくすることができる。また、前記上部クッション層21の加熱圧縮塑性変形前の密度は30〜60kg/m3のものが好ましい。この密度とすることにより、シートクッション10の軽量性を損なわないようにすることができる。前記上部クッション層21の厚み、すなわち加熱圧縮塑性変形後の厚みは5〜15mmであることが好ましい。この厚み範囲とすることにより、着座時に上部クッション層21による着座感向上効果が一層良好となり、またシートクッション10全体の厚みが過度に大となるのを防ぐことができる。
【実施例】
【0035】
以下この発明の実施例について、比較例とともに具体的に説明する。表1に示す配合割合のポリウレタンフォーム原料からスラブポリウレタンフォームの製造方法により、各実施例及び各比較例の上部クッション層用のポリウレタンフォームと下部クッション層用のポリウレタンフォームを製造した。なお、使用した各原料の詳細は以下の通りである。
【0036】
ポリオールA:品番;EP−330N、三井ポリウレタン(株)、ポリエーテルポリオール、OHV=33
ポリオールB:品番;EP−3033、三井ポリウレタン(株)、ポリエーテルポリオール、OHV=34
メラミン:品番;メラミン2020A、三井化学(株)、メラミンパウダー、粒径23μm
品番;GS−66、三井ポリウレタン(株)、ポリエーテルポリオール、OHV=665
触媒A:品番;33LV、エアプロダクツ(株)、アミン触媒
触媒B:品番;DEA、三井化学(株)、アミン触媒
触媒C:品番;MRH−110、城北化学(株)、スズ触媒
整泡剤:品番;L−5309、東レ・ダウコーニング(株)、整泡剤
難燃剤:品番;CRP、大八化学(株)
難燃剤の膨張黒鉛:品番;EXP−60M、日本黒鉛工業(株)
難燃剤のリン酸アルミニウム:品番;APA−100、太平化学産業(株)、
イソシアネート:品番;C−1303、日本ポリウレタン工業(株)、NCO=43%
【0037】
【表1】

【0038】
下部クッション層用のポリウレタンフォームについては、厚み65mm、縦500mm、横500mmの平板状に裁断して下部クッション層とした。なお、比較例1及び3については下部クッション層のみでシートクッションを構成した。一方、上部クッション層用のポリウレタンフォームについては、厚みを圧縮率に応じた厚みにすると共に、縦500mm、横500mmに裁断して得られた加熱圧縮塑性変形前の上部クッション層用ポリウレタンフォームを、図2に示す加熱プレス装置31の受け側熱盤32と押し側熱盤33間に配置し、プレスすることにより、上部クッション層用ポリウレタンフォームの上下面を加熱して圧縮塑性変形させ、各実施例及び比較例の上部クッション層(厚み10mm)とした。その際における受け側熱盤32と押し側熱盤33の温度は200℃、プレス時間は240秒である。
【0039】
このようにして得られた下部クッション層に対して、密度(kg/m3、JIS K 7222準拠)、反発弾性(%、JIS K 6400準拠)、圧縮歪(%、JIS K 6400−4準拠)、硬さ(N、JIS K 6400−2、A法準拠)、垂直難燃試験FAR25 853bの測定を行った。また、上部クッション層の加熱圧縮塑性変形前のものに対して、密度(kg/m3、JIS K 7222準拠)と硬さ(N、JIS K 6400−2、A法準拠)を測定し、一方、加熱圧縮塑性変形後の上部クッション層に対しては、CI値と垂直難燃試験FAR25 853bの測定を行った。CI値は、Comfort indexと呼ばれ、クッション材の乗り心地良さを示す指標として用いられている。CI値は、(65%圧縮時の硬さ)/(25%圧縮時の硬さ)の値で表されることからわかるように、着座時における初期の感触が柔らかく、さらに座り込んだときにしっかりと支えるものほど高い値となる。航空機の座席用シートクッションは、薄肉で硬いため、単純にCI値の低い柔らかいものをクッション本体の表面に貼った場合、表面とクッション本体とにおける硬さの違いが大きく(荷重段差があり)、表面がすぐにつぶれてしまうため、硬さの違いを乗員が顕著に感じ、不快な乗り心地となってしまう。垂直難燃試験FAR25 853bは、シートクッションが複層からなる場合、全ての層のそれぞれがこの難燃性に合格する必要があるとされている。なお、垂直難燃試験FAR25 853bの測定方法については、米国連邦航空局規格の記載に準じる。測定結果は表2に示す通りである。
【0040】
【表2】
【0041】
前記下部クッション層の表面(上面)に、ゴム系接着剤(品名:5100F、セメダイン株式会社)をスプレーにより20g塗布し、その上に前記上部クッション層を積層して下部クッション層と上部クッション層を接着し、各実施例及び比較例のシートクッションとした。なお、比較例1及び3については、上部クッション層に相当するものがなく一層からなるため、前記積層接着作業は不要である。
【0042】
このようにして得られた各実施例及び比較例のシートクッションに対して荷重段差と大腿部ストレスの有無を測定した。荷重段差は、クッションが二層の場合に発生する問題であり、S−S曲線(応力−歪み曲線)を描いたときに上層部の圧縮が終わり、圧縮が下層部に至ったときに現れる現象であり、2つの層における硬さの差が大きいと、境界部分で底突き感として感じる。上層部にCI値の高いものを使用すると、高圧縮時の反力が高いため、上層部から硬い下層部へ圧縮が移る際に違和感が少なくなって荷重段差を生じ難くなる。荷重段差の測定は、硬度−たわみ試験により行った。大腿部ストレスは、各実施例及び比較例のシートクッションをシートフレームに載置して椅子の着座部とし、そのシートクッションに、体重60kgの人間が着座し、座った瞬間(着座初期)と5分後の時点における着座者の大腿部における高圧部を、体圧分散測定器(品名:ビジュアルマット、メーカー:ニッタ株式会社)で測定し、測定結果での高圧部位が10ポイント以上認められるときは大腿部ストレス有り。そうでないときは大腿部ストレス無しとした。また、粉落ち・異物感についても調べ、粉落ちあるいは異物感の何れも無かった場合には無し、何れか一方でも合った場合には有りとした。なお、粉落ちの有無判断は、前記シートフレームに載置した上記クッション層に繰り返し荷重をかけた後、シートクッションとシートフレームの間に粉等の付着が確認されたものは粉落ち有り、そうでないときは粉落ち無しとした。
【0043】
表2の結果からわかるように、各実施例は、何れも上部クッション層と下部クッション層が垂直難燃試験FAR25 853bに合格し、また荷重段差、大腿部ストレス及び粉落ち・異物感が無いものであり、航空機の座席として用いられるシートクッションとして好適なものである。
【0044】
それに対して、比較例1は難燃剤として膨張黒鉛とリン酸アルミニウムを含むポリウレタンフォームの一層からなるものであり、垂直難燃試験FAR25 853bに合格するが、大腿部ストレスがあるため乗り心地が悪く、しかも粉落ち・異物感があった。比較例2は、上部クッション層が加熱圧縮塑性変形していないもの(圧縮率0%)であり、上部クッション層の硬さは実施例3において加熱圧縮塑性変形前の上部クッション層と同じであるが、比較例2は上部クッション層のCI値が低いために荷重段差が検出され、大腿部ストレス(5分後)も有り、座った瞬間はソフトであるが、乗員の身体が沈み込みすぎて結局大腿部にストレスが発生しており、トータル的に乗り心地の悪いものとなっている。比較例3は、難燃剤を含まない硬いポリウレタンフォームの一層からなるため、難燃FAR25 853bが不合格であると共に大腿部ストレスがあり、乗り心地の悪いものである。
【0045】
このように、本発明のシートクッションは、難燃性が高く、乗り心地の良好なものであり、特に高い難燃性と乗り心地が求められる航空機の座席用に好適なものである。
【図面の簡単な説明】
【0046】
【図1】本発明のシートクッションの一例を示す断面図である。
【図2】加熱圧縮により上部クッション層を製造する際の断面図である。
【符号の説明】
【0047】
10 シートクッション
11 下部クッション層
21 上部クッション層
【技術分野】
【0001】
この発明は、高い難燃性を有すると共に良好な着座感を有するシートクッションに関する。
【背景技術】
【0002】
従来、座席のシートクッションには、ポリウレタンフォームからなるものが多用されている。それらの中でも、航空機の座席に用いられるシートクッションは、軽量性に伴う薄肉化の要求が、自動車の座席に用いられるシートクッションと比べて高い。このため、航空機の座席用シートクッションを構成するポリウレタンフォームは、薄肉にしても荷重に耐えられるように硬くされる傾向にあった。その結果、シートクッションの表面硬さが増大し、長時間座席に座った場合に乗員に与えるストレスが大きくなる問題があった。特に、長時間の着座により大腿部に与えるストレスは顕著である。
【0003】
また、航空機にはFAR25 853bという垂直難燃試験があり、航空機の座席用シートクッションは、この垂直難燃試験に合格する必要がある。ところが、前記垂直難燃試験は、自動車における難燃性試験として一般的に行われているMVSS302の水平試験よりもはるかに厳しい難燃試験である。そのため、航空機の座席用シートクッションのポリウレタンフォームは、難燃性を重視した配合にならざるを得なく、乗り心地を考慮したものとするのが難しかった。
【0004】
このように、従来における航空機の座席用シートクッションは、厳しい難燃要求による配合の制約と、薄肉化の要求による硬さの増大とにより、シート表面が硬く、体圧が集中して乗り心地が悪いものとなっている。そのため、長時間の着座によって乗員にストレスを与えるのみならず、体圧が大腿部に集中してエコノミークラス症候群を生じさせ易い問題がある。
【0005】
なお、硬さのみについてみれば、ポリウレタンフォームを柔らかくすればよいが、その場合には、着座時に乗員の荷重を受けるためにポリウレタンフォームの厚みを大にしなければならず、薄肉化の要求を満たすことができなくなる。また、柔らかいポリウレタンフォームは、着座の瞬間は感触が良好であるが、時間の経過にしたがい圧縮されてつぶされてしまうと、硬いポリウレタンフォームと同様に体圧の集中を生じるようになり、乗員にストレスを与えるようになる。
【0006】
また、高い難燃性を得る方法として、膨張黒鉛とリン酸アルミニウムをポリウレタンフォームに含有させることが提案されている。しかし、膨張黒鉛を含むポリウレタンフォームをシートクッションとして長年使用すると、ポリウレタンフォーム表面の摩耗により、膨張黒鉛がシートクッションから脱落し、粉落ちを生じるようになり、難燃性の低下や周囲を汚す等の問題が発生する。さらに、膨張黒鉛は酸性物質であるため、ポリウレタンフォームの発泡反応時にウレタンの反応を阻害し、得られるポリウレタンフォームの物性低下を招く問題もある。また、膨張黒鉛の存在によりシートクッション表面の異物感を生じる問題も指摘されている。
【0007】
【特許文献1】特開2002−3713号公報
【特許文献2】特開2005−186499号公報
【特許文献3】特表2005−528136号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
この発明は前記の点に鑑みなされたものであって、難燃性が高く、しかも乗り心地の良好なシートクッションの提供を目的とする。
【課題を解決するための手段】
【0009】
請求項1の発明は、メラミンを含むポリウレタンフォームからなる下部クッション層の表面に、メラミンを含むポリウレタンフォームの上下面を加熱して圧縮塑性変形させた上部クッション層を積層接着してなるシートクッションに係る。
【0010】
請求項2の発明は、請求項1において、前記下部クッション層及び前記上部クッション層におけるメラミンの含有量が、各クッション層のポリウレタンフォーム原料において、10〜30wt%であることを特徴とする。
【0011】
請求項3の発明は、請求項1または2において、前記上部クッション層は圧縮塑性変形前の元厚に対する圧縮率が25〜50%であることを特徴とする。
【0012】
請求項4の発明は、請求項1から3の何れか一項において、前記上部クッション層の圧縮塑性変形前の硬さは前記下部クッション層の硬さ以下であることを特徴とする。
【0013】
請求項5の発明は、請求項4において、前記上部クッション層の圧縮塑性変形前の硬さは60〜150N、前記下部クッション層の硬さは150〜280Nであることを特徴とする。
【0014】
請求項6の発明は、請求項1から5の何れか一項において、前記上部クッション層の厚みが5〜15mmであることを特徴とする。
【0015】
請求項7の発明は、請求項1から6の何れか一項において、シートクッションが航空機の座席として用いられることを特徴とする。
【発明の効果】
【0016】
本発明のシートクッションによれば、ポリウレタンフォームに含まれるメラミンによって高い難燃性を発揮することができる。また、メラミンを含むポリウレタンフォームの上下面を加熱して圧縮塑性変形させた上部クッション層の存在によって乗り心地を向上させることができる。
【発明を実施するための最良の形態】
【0017】
以下この発明の実施形態を詳細に説明する。図1は本発明のシートクッションの一例を示す断面図、図2は加熱圧縮で上部クッション層を製造する際を示す断面図である。
【0018】
図1に示すシートクッション10は下部クッション層11の表面に上部クッション層21が積層接着されたもので、航空機の座席として用いられるものである。
【0019】
前記下部クッション層11は、シートクッション10の基部側(着座側とは反対側)を構成する。前記下部クッション層11は、メラミンを含むポリウレタンフォームからなる。前記メラミンを含むポリウレタンフォームは、モールド発泡品でもよいが、特にはスラブ発泡によって形成されたスラブポリウレタンフォームから裁断や打ち抜き等によって平板状にされたものが好ましい。前記下部クッション層11は、硬さ(JIS K 6400−2、A法準拠)が150〜280Nであるのが好ましい。この硬さ範囲とすることにより、着座時の底突き感を防ぎやすくなり、着座感を良好にすることが可能となる。前記下部クッション層11の密度(JIS K 7222準拠)は50〜65kg/m3が好ましい。この範囲の密度とすることにより、着座感をより良好にすることができる。また、前記下部クッション層11の厚みは50〜70mm程度が好ましい。この厚み範囲とすることにより、乗員の着座時の圧縮量を充分なものにすることができるようになる。
【0020】
前記メラミンを含むポリウレタンフォームは、ポリオールとイソシアネートを難燃剤としてのメラミン、触媒及び発泡剤の存在下で反応させて得られるものである。
【0021】
ポリオールは、軟質ポリウレタンフォームに用いられる公知のエーテル系ポリオールまたはエステル系ポリオールの何れか一方または両方が用いられる。
【0022】
エーテル系ポリオールとしては、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、ブチレングリコール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、トリメチロールプロパン、ソルビトール、シュークロース等の多価アルコール、またはその多価アルコールにエチレンオキサイド、プロピレンオキサイド等のアルキレンオキサイドを付加したポリエーテルポリオールを挙げることができる。また、エステル系ポリオールとしては、マロン酸、コハク酸、アジピン酸等の脂肪族カルボン酸やフタル酸等の芳香族カルボン酸と、エチレングリコール、ジエチレングリコール、プロピレングリコール等の脂肪族グリコール等とから重縮合して得られたポリエステルポリオールを挙げることできる。
【0023】
イソシアネートとしては、芳香族系、脂環式、脂肪族系の何れでもよく、また、1分子中に2個のイソシアネート基を有する2官能のイソシアネートであっても、あるいは1分子中に3個以上のイソシアネート基を有する3官能以上のイソシアネートであってもよく、それらを単独であるいは複数組み合わせて使用してもよい。
【0024】
例えば、2官能のイソシアネートとしては、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、m−フェニレンジイソシネート、p−フェニレンジイソシアネート、4,4’−フェニルメタンジイソシアネート、2,4’−ジフェニルメタンジアネート、2,2’−ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、3,3’−ジメチル−4,4’−ビフェニレンジイソネート、3,3’−ジメトキシ−4,4’−ビフェニレンジイソシアネートなどの芳香族系のもの、シクロヘキサン−1,4−ジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタン−4,4’−ジイソシアネート、メチルシクロヘキサンジイソシアネートなどの脂環式のもの、ブタン−1,4−ジイソシアネート、ヘキサメチレンジイソシアネート、イソプロピレンジイソシアネート、メチレンジイソシアネート、リジンイソシアネートなどの芳香族系のものを挙げることができる。
【0025】
また、3官能以上のイソシアネートとしては、1−メチルベンゾール−2,4,6−トリイソシアネート、1,3,5−トリメチルベンゾール−2,4,6−トリイソシアネート、ビフェニル−2,4,4’−トリイソシアネート、ジフェニルメタン−2,4,4’−トリイソシアネート、メチルジフェニルメタン−4,6,4’−トリイソシアネート、4,4’−ジメチルジフェニルメタン−2,2’,5,5’テトライソシアネート、トリフェニルメタン−4,4’,4”−トリイソシアネート、ポリメリックMDI等を挙げることができる。なお、その他プレポリマーも使用することができる。また、併用される脂肪族系ポリイソシアネートと芳香族系ポリイソシアネートは、それぞれ一種類に限られず一種類以上であってもよい。例えば、脂肪族系ポリイソシアネートの一種類と芳香族系ポリイソシアネートの二種類を併用してもよい。
【0026】
メラミンは、パウダー状のものが用いられる。前記メラミンは、平均粒径が小さいほどポリウレタンフォーム中におけるメラミンの分布が均一になって難燃効果が高まるため、平均粒径50μm以下のものが好ましく、より好ましくは扱い易さや入手容易性等の観点から平均粒径15〜30μmのものである。前記下部クッション層11及び上部クッション層21におけるメラミンの含有量は、各クッション層におけるポリウレタンフォーム原料において10〜30wt%が好ましい。すなわち、メラミンの含有量(wt%)は、各クッション層におけるメラミンの重量/各クッション層のポリウレタンフォーム原料の重量×100(wt%)で計算される。メラミンの量が少なすぎるとメラミンによる難燃効果が得難くなり、一方、メラミンの量が多すぎるとポリウレタンフォームの発泡バランスが崩れて良好なフォームが得難くなる。なお、メラミンは2,4,6−トリアミノ−1,3,5−トリアジンに加え、その誘導体である、アルキル化メラミン樹脂、具体的にはn−ブチル化メラミン、iso−ブチル化メラミン、ブチル化尿素メラミンが用いられる。また、同メラミンを、ポリオールにグラフト重合させたポリオールを使用することも可能である。
【0027】
難燃剤として前記メラミン以外のものを含むことができる。例えば、ノンハロゲン難燃剤としては、トリフェニルホスフェート、トリクレジルホスフェート、トリキシレニルホスフェート、クレジルジフェニルホスフェート、トリメチルホスフェート、トリエチルホスフェート、トリブチルホスフェート、トリオクチルホスフェート、ジエチルフェニルホスフォネート、ジメチルフェニルホスフォネート、レゾルシノールジフェニルホスフェート等のリン酸エステル系難燃剤や、水酸化マグネシウムや水酸化アルミニウム等の無機系難燃剤が挙げられる。メラミンと他の難燃剤を併用する場合にはメラミンとリン酸エステル系難燃剤の併用が好ましい。その場合、他の難燃剤の量は、ポリオール100wt%当たり10〜30wt%が好ましい。
【0028】
触媒としては、軟質ポリウレタンフォーム用として公知のものを用いることができる。例えば、トリエチルアミン、トリエチレンジアミン、ジエタノールアミン、ジメチルアミノモルフォリン、N−エチルモルホリン、テトラメチルグアニジン等のアミン触媒や、スタナスオクトエートやジブチルチンジラウレート等の錫触媒やフェニル水銀プロピオン酸塩あるいはオクテン酸鉛等の金属触媒(有機金属触媒とも称される。)を挙げることができる。触媒の一般的な量は、ポリオール100wt%当たり0.01〜2.0wt%程度である。
【0029】
発泡剤としては水が用いられ、添加量はポリオール100wt%当たり3.5〜5wt%程度が好適である。水の添加量により、フォーム密度を調整することができる。
【0030】
その他、整泡剤、顔料、架橋剤などの添加剤を適宜配合することができる。整泡剤は、軟質ポリウレタンフォームに用いられるものであればよく、シリコーン系整泡剤、含フッ素化合物系整泡剤および公知の界面活性剤を挙げることができる。顔料は、求められる色に応じたものが用いられる。架橋剤は、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、グリセリン、ジエタノールアミン、トリエタノールアミン、エチレンジアミン等を挙げることができる。
【0031】
前記下部クッション層11の製造は、ポリオール類とイソシアネート類を直接反応させるワンショット法、あるいはポリオール類とイソシアネート類を事前に反応させて末端にイソシアネート基を有するプレポリマーを得、それにポリオール類を反応させるプレポリマー法の何れも採用することができる。なお、スラブポリウレタンフォームから下部クッション層11を製造する場合、混合攪拌された原料(反応混合原料)をベルトコンベア上に吐出し、該ベルトコンベアが移動する間に、原料が常温、大気圧下で自然発泡し、硬化することでスラブポリウレタンフォームを製造し、その後、乾燥炉内で硬化(キュア)した後、裁断等で所定形状の平板状にされる。
【0032】
前記上部クッション層21は、前記下部クッション層11の表面に積層接着され、シートクッション10の着座側を構成する。前記上部クッション層21は、メラミンを含むポリウレタンフォームの上下面を加熱して圧縮塑性変形させたものであり、ウレタン系等の接着剤により前記下部クッション層11の表面に接着されている。前記上部クッション層21に用いられるメラミンを含むポリウレタンフォーム、すなわち加熱圧縮塑性変形前のメラミンを含むポリウレタンフォームは、ポリオールとイソシアネートを、難燃剤としてのメラミン、触媒及び発泡剤の存在下で反応させて得られるものである。前記ポリオール、イソシアネート、難燃剤としてのメラミン、触媒、発泡剤等は、前記下部クッション層11に用いられるメラミンを含むポリウレタンフォームと同様である。また、加熱圧縮塑性変形前のメラミンを含むポリウレタンフォームは、前記下部クッション層11で述べたのと同様にスラブポリウレタンフォームを裁断等で所定形状の平板状にしたものが好ましい。
【0033】
前記上部クッション層21は加熱圧縮塑性変形前の硬さ(JIS K 6400−2、A法準拠)が60〜150N、密度(JIS K 7222準拠)が30〜60kg/m3のものが好ましい。前記加熱圧縮塑性変形は、図2に示すように、加熱圧縮塑性変形前のメラミンを含むポリウレタンフォーム21Aを、加熱プレス装置31の受け側熱盤32と押し側熱盤33間に配置し、前記メラミンを含むポリウレタンフォーム21Aの上下面を前記受け側熱盤32と押し側熱盤33で押圧し、圧縮することにより行うことができる。前記受け側熱盤32と押し側熱盤33には蒸気等の熱媒用配管(図示せず)が埋設され、前記熱媒用配管に蒸気等を通すことにより前記受け側熱盤32と押し側熱盤33を加熱することができるようになっている。前記受け側熱盤32と押し側熱盤33の加熱温度は160〜240℃が好ましい。この温度範囲とすることで、メラミンを含むポリウレタンフォーム21Aの塑性変形を効率よく行うことができるようになる。また、前記受け側熱盤32と押し側熱盤33によるメラミンを含むポリウレタンフォーム21Aの圧縮は、圧縮塑性変形前の元厚に対する圧縮率が25〜50%であるのが好ましい。この圧縮率とすることで、乗り心地を向上させることができる。圧縮率は、図2に示すように圧縮前のポリウレタンフォームの元厚をd、圧縮後のポリウレタンフォームの厚みをd’(圧縮状態における受け側熱盤32と押し側熱盤33間の間隔)とすると、圧縮率は(d−d’)/d×100(%)で計算される。
【0034】
さらに前記上部クッション層21の加熱圧縮塑性変形前の硬さ(JIS K 6400−2、A法準拠)は、前記下部クッション層11の硬さ以下が好ましい。前記上部クッション層21と下部クッション層11をこのような硬さとすることにより、着座時の大腿部のストレスを一層生じにくくすることができる。また、前記上部クッション層21の加熱圧縮塑性変形前の密度は30〜60kg/m3のものが好ましい。この密度とすることにより、シートクッション10の軽量性を損なわないようにすることができる。前記上部クッション層21の厚み、すなわち加熱圧縮塑性変形後の厚みは5〜15mmであることが好ましい。この厚み範囲とすることにより、着座時に上部クッション層21による着座感向上効果が一層良好となり、またシートクッション10全体の厚みが過度に大となるのを防ぐことができる。
【実施例】
【0035】
以下この発明の実施例について、比較例とともに具体的に説明する。表1に示す配合割合のポリウレタンフォーム原料からスラブポリウレタンフォームの製造方法により、各実施例及び各比較例の上部クッション層用のポリウレタンフォームと下部クッション層用のポリウレタンフォームを製造した。なお、使用した各原料の詳細は以下の通りである。
【0036】
ポリオールA:品番;EP−330N、三井ポリウレタン(株)、ポリエーテルポリオール、OHV=33
ポリオールB:品番;EP−3033、三井ポリウレタン(株)、ポリエーテルポリオール、OHV=34
メラミン:品番;メラミン2020A、三井化学(株)、メラミンパウダー、粒径23μm
品番;GS−66、三井ポリウレタン(株)、ポリエーテルポリオール、OHV=665
触媒A:品番;33LV、エアプロダクツ(株)、アミン触媒
触媒B:品番;DEA、三井化学(株)、アミン触媒
触媒C:品番;MRH−110、城北化学(株)、スズ触媒
整泡剤:品番;L−5309、東レ・ダウコーニング(株)、整泡剤
難燃剤:品番;CRP、大八化学(株)
難燃剤の膨張黒鉛:品番;EXP−60M、日本黒鉛工業(株)
難燃剤のリン酸アルミニウム:品番;APA−100、太平化学産業(株)、
イソシアネート:品番;C−1303、日本ポリウレタン工業(株)、NCO=43%
【0037】
【表1】
【0038】
下部クッション層用のポリウレタンフォームについては、厚み65mm、縦500mm、横500mmの平板状に裁断して下部クッション層とした。なお、比較例1及び3については下部クッション層のみでシートクッションを構成した。一方、上部クッション層用のポリウレタンフォームについては、厚みを圧縮率に応じた厚みにすると共に、縦500mm、横500mmに裁断して得られた加熱圧縮塑性変形前の上部クッション層用ポリウレタンフォームを、図2に示す加熱プレス装置31の受け側熱盤32と押し側熱盤33間に配置し、プレスすることにより、上部クッション層用ポリウレタンフォームの上下面を加熱して圧縮塑性変形させ、各実施例及び比較例の上部クッション層(厚み10mm)とした。その際における受け側熱盤32と押し側熱盤33の温度は200℃、プレス時間は240秒である。
【0039】
このようにして得られた下部クッション層に対して、密度(kg/m3、JIS K 7222準拠)、反発弾性(%、JIS K 6400準拠)、圧縮歪(%、JIS K 6400−4準拠)、硬さ(N、JIS K 6400−2、A法準拠)、垂直難燃試験FAR25 853bの測定を行った。また、上部クッション層の加熱圧縮塑性変形前のものに対して、密度(kg/m3、JIS K 7222準拠)と硬さ(N、JIS K 6400−2、A法準拠)を測定し、一方、加熱圧縮塑性変形後の上部クッション層に対しては、CI値と垂直難燃試験FAR25 853bの測定を行った。CI値は、Comfort indexと呼ばれ、クッション材の乗り心地良さを示す指標として用いられている。CI値は、(65%圧縮時の硬さ)/(25%圧縮時の硬さ)の値で表されることからわかるように、着座時における初期の感触が柔らかく、さらに座り込んだときにしっかりと支えるものほど高い値となる。航空機の座席用シートクッションは、薄肉で硬いため、単純にCI値の低い柔らかいものをクッション本体の表面に貼った場合、表面とクッション本体とにおける硬さの違いが大きく(荷重段差があり)、表面がすぐにつぶれてしまうため、硬さの違いを乗員が顕著に感じ、不快な乗り心地となってしまう。垂直難燃試験FAR25 853bは、シートクッションが複層からなる場合、全ての層のそれぞれがこの難燃性に合格する必要があるとされている。なお、垂直難燃試験FAR25 853bの測定方法については、米国連邦航空局規格の記載に準じる。測定結果は表2に示す通りである。
【0040】
【表2】
【0041】
前記下部クッション層の表面(上面)に、ゴム系接着剤(品名:5100F、セメダイン株式会社)をスプレーにより20g塗布し、その上に前記上部クッション層を積層して下部クッション層と上部クッション層を接着し、各実施例及び比較例のシートクッションとした。なお、比較例1及び3については、上部クッション層に相当するものがなく一層からなるため、前記積層接着作業は不要である。
【0042】
このようにして得られた各実施例及び比較例のシートクッションに対して荷重段差と大腿部ストレスの有無を測定した。荷重段差は、クッションが二層の場合に発生する問題であり、S−S曲線(応力−歪み曲線)を描いたときに上層部の圧縮が終わり、圧縮が下層部に至ったときに現れる現象であり、2つの層における硬さの差が大きいと、境界部分で底突き感として感じる。上層部にCI値の高いものを使用すると、高圧縮時の反力が高いため、上層部から硬い下層部へ圧縮が移る際に違和感が少なくなって荷重段差を生じ難くなる。荷重段差の測定は、硬度−たわみ試験により行った。大腿部ストレスは、各実施例及び比較例のシートクッションをシートフレームに載置して椅子の着座部とし、そのシートクッションに、体重60kgの人間が着座し、座った瞬間(着座初期)と5分後の時点における着座者の大腿部における高圧部を、体圧分散測定器(品名:ビジュアルマット、メーカー:ニッタ株式会社)で測定し、測定結果での高圧部位が10ポイント以上認められるときは大腿部ストレス有り。そうでないときは大腿部ストレス無しとした。また、粉落ち・異物感についても調べ、粉落ちあるいは異物感の何れも無かった場合には無し、何れか一方でも合った場合には有りとした。なお、粉落ちの有無判断は、前記シートフレームに載置した上記クッション層に繰り返し荷重をかけた後、シートクッションとシートフレームの間に粉等の付着が確認されたものは粉落ち有り、そうでないときは粉落ち無しとした。
【0043】
表2の結果からわかるように、各実施例は、何れも上部クッション層と下部クッション層が垂直難燃試験FAR25 853bに合格し、また荷重段差、大腿部ストレス及び粉落ち・異物感が無いものであり、航空機の座席として用いられるシートクッションとして好適なものである。
【0044】
それに対して、比較例1は難燃剤として膨張黒鉛とリン酸アルミニウムを含むポリウレタンフォームの一層からなるものであり、垂直難燃試験FAR25 853bに合格するが、大腿部ストレスがあるため乗り心地が悪く、しかも粉落ち・異物感があった。比較例2は、上部クッション層が加熱圧縮塑性変形していないもの(圧縮率0%)であり、上部クッション層の硬さは実施例3において加熱圧縮塑性変形前の上部クッション層と同じであるが、比較例2は上部クッション層のCI値が低いために荷重段差が検出され、大腿部ストレス(5分後)も有り、座った瞬間はソフトであるが、乗員の身体が沈み込みすぎて結局大腿部にストレスが発生しており、トータル的に乗り心地の悪いものとなっている。比較例3は、難燃剤を含まない硬いポリウレタンフォームの一層からなるため、難燃FAR25 853bが不合格であると共に大腿部ストレスがあり、乗り心地の悪いものである。
【0045】
このように、本発明のシートクッションは、難燃性が高く、乗り心地の良好なものであり、特に高い難燃性と乗り心地が求められる航空機の座席用に好適なものである。
【図面の簡単な説明】
【0046】
【図1】本発明のシートクッションの一例を示す断面図である。
【図2】加熱圧縮により上部クッション層を製造する際の断面図である。
【符号の説明】
【0047】
10 シートクッション
11 下部クッション層
21 上部クッション層
【特許請求の範囲】
【請求項1】
メラミンを含むポリウレタンフォームからなる下部クッション層の表面に、メラミンを含むポリウレタンフォームの上下面を加熱して圧縮塑性変形させた上部クッション層を積層接着してなるシートクッション。
【請求項2】
前記下部クッション層及び前記上部クッション層におけるメラミンの含有量が、各クッション層のポリウレタンフォーム原料において10〜30wt%であることを特徴とする請求項1に記載のシートクッション。
【請求項3】
前記上部クッション層は圧縮塑性変形前の元厚に対する圧縮率が25〜50%であることを特徴とする請求項1または2に記載のシートクッション。
【請求項4】
前記上部クッション層の圧縮塑性変形前の硬さは前記下部クッション層の硬さ以下であることを特徴とする請求項1から3の何れか一項に記載のシートクッション。
【請求項5】
前記上部クッション層の圧縮塑性変形前の硬さは60〜150N、前記下部クッション層の硬さは150〜280Nであることを特徴とする請求項4に記載のシートクッション。
【請求項6】
前記上部クッション層の厚みが5〜15mmであることを特徴とする請求項1から5の何れか一項に記載のシートクッション。
【請求項7】
航空機の座席として用いられることを特徴とする請求項1から6の何れか一項に記載のシートクッション。
【請求項1】
メラミンを含むポリウレタンフォームからなる下部クッション層の表面に、メラミンを含むポリウレタンフォームの上下面を加熱して圧縮塑性変形させた上部クッション層を積層接着してなるシートクッション。
【請求項2】
前記下部クッション層及び前記上部クッション層におけるメラミンの含有量が、各クッション層のポリウレタンフォーム原料において10〜30wt%であることを特徴とする請求項1に記載のシートクッション。
【請求項3】
前記上部クッション層は圧縮塑性変形前の元厚に対する圧縮率が25〜50%であることを特徴とする請求項1または2に記載のシートクッション。
【請求項4】
前記上部クッション層の圧縮塑性変形前の硬さは前記下部クッション層の硬さ以下であることを特徴とする請求項1から3の何れか一項に記載のシートクッション。
【請求項5】
前記上部クッション層の圧縮塑性変形前の硬さは60〜150N、前記下部クッション層の硬さは150〜280Nであることを特徴とする請求項4に記載のシートクッション。
【請求項6】
前記上部クッション層の厚みが5〜15mmであることを特徴とする請求項1から5の何れか一項に記載のシートクッション。
【請求項7】
航空機の座席として用いられることを特徴とする請求項1から6の何れか一項に記載のシートクッション。
【図1】

【図2】
【図2】
【公開番号】特開2009−153564(P2009−153564A)
【公開日】平成21年7月16日(2009.7.16)
【国際特許分類】
【出願番号】特願2007−331898(P2007−331898)
【出願日】平成19年12月25日(2007.12.25)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成21年7月16日(2009.7.16)
【国際特許分類】
【出願日】平成19年12月25日(2007.12.25)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]