
プラスチックボトルに内容液が充填された製品の製造方法及びその製造装置
【課題】高さ方向に伸縮可能なプラスチックボトルに充填する内容液の温度が、その伸縮量に見合った温度より低い温度であっても、正常な製品の製造を可能にすることである。
【解決手段】高さ方向に伸縮させて内容積を変化させることのできるプラスチックボトル10に内容液20を充填してなる製品の製造方法及びその装置であって、最大内容積の状態のプラスチックボトル10に内容液を充填し、その内容液の充填されたプラスチックボトル10の胴部を押して当該ラスチックボトル10の容積を低減させ、その容積が低減させられた状態のプラスチックボトル10を蓋(15)にて密封し、その密封されたプラスチックボトル10の高さを縮めるようにした。
【解決手段】高さ方向に伸縮させて内容積を変化させることのできるプラスチックボトル10に内容液20を充填してなる製品の製造方法及びその装置であって、最大内容積の状態のプラスチックボトル10に内容液を充填し、その内容液の充填されたプラスチックボトル10の胴部を押して当該ラスチックボトル10の容積を低減させ、その容積が低減させられた状態のプラスチックボトル10を蓋(15)にて密封し、その密封されたプラスチックボトル10の高さを縮めるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ペットボトル等のプラスチックボトルに液体飲料等の内容液が充填された製品の製造方法及びその製造装置に係り、詳しくは、高さを縮めて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造方法及びその製造装置に関する。
【背景技術】
【0002】
従来、所定部位を変形させて、例えば、底部の押出し及び押戻しによる高さ方向の伸縮によって内容積を変化させることのできるプラスチックボトル(例えば、ペットボトル)が知られている(例えば、特許文献1参照)。このようなプラスチックボトルを用いて液体飲料の充填された製品が次のようにして製造される。
【0003】
底部が押出された状態(最大内容積の状態)のプラスチックボトルに茶飲料等の高温の液体飲料が充填され、その状態でキャップが巻締められて当該プラスチックボトルが密封される。その後、そのプラスチックボトルの底部が内方に押し戻される。このような方法によれば、充填された液体飲料が冷める過程での当該液体飲料の収縮及びプラスチックボトルのヘッドスペース(空間)における水蒸気の凝集により当該プラスチックボトルの内圧が低下しようとしても、底部が押戻されてプラスチックボトルの容積が強制的に低減されるので、当該プラスチックボトルは所定の内圧(例えば、大気圧)に維持されるようになる。
【特許文献1】特表2006−501109号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、前述したプラスチックボトルの高さの縮め量(変形量)は、充填すべき液体の温度に見合った量に決められる。即ち、この縮め量は、高温液体の充填されたプラスチックボトルが密封された状態でその液体が所定温度まで冷める間に収縮することや水蒸気の凝集に起因して低減する当該プラスチックボトルの内圧を補償し得るものとして決められる。従って、その縮め量に見合った温度より低い温度の液体を充填する場合、その液体が所定温度まで冷める間にプラスチックボトルの内圧が低減する量は前記縮め量に見合った温度の液体を充填する場合に比べて少ない。そのため、そのプラスチックボトルをそのまま高さ方向に縮めると(底部を押戻すと)内圧が大きくなりすぎて、すぐ高さ方向に伸びてしまい(底部が押出されてしまい)、正常な製品とならないおそれがある。
【0005】
本発明は、このような事情に鑑みてなされたもので、所定部位を変形させて内容積を低減させることのできるプラスチックボトルに充填する内容液の温度がその変形量に見合った温度より低い温度であっても、正常な製品の製造が可能となるプラスチックボトルに内容液が充填された製品の製造方法及びその製造装置を提供するものである。
【課題を解決するための手段】
【0006】
本発明に係るプラスチックボトルに内容液が充填された製品の製造方法は、所定部位を変形させて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造方法であって、最大内容積の状態の前記プラスチックボトルに内容液を充填する工程と、前記内容液の充填された前記プラスチックボトルの胴部を押して当該ラスチックボトルの容積を低減させる工程と、前記容積が低減させられた状態の前記プラスチックボトルを蓋にて密封する工程と、密封された前記プラスチックボトルの前記所定部位を変形させてその内容積を低減させる工程とを有する構成となる。
【0007】
このような構成により、最大内容積の状態で内容液の充填されたプラスチックボトルは、その胴部が押されて容積が低減された状態で蓋により密封されるので、充填される内容液の温度が前記プラスチックボトルの所定部位の変形量に見合った温度より低くて密封後の冷める過程でその内容液の実際に収縮する量が少なくても見かけ上の収縮量が増大するようになる。従って、その密封されたプラスチックボトルの所定部位を変形させた際にその内圧が高くなりすぎることを防止することができる。
【0008】
また、本発明に係るプラスチックボトルに内容液が充填された製品の製造装置は、所定部位を変形させて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造装置であって、最大内容積の状態の前記プラスチックボトルに内容液を充填する充填装置と、前記内容液の充填された前記プラスチックボトルの胴部を押して当該プラスチックボトルの容積を低減させる機構と、前記容器が低減させられた状態の前記プラスチックボトルを蓋にて密封する機構と、密封された前記プラスチックボトルの前記所定部位を変形させる機構とを有する構成となる。
【発明の効果】
【0009】
本発明に係るプラスチックボトルに内容物が充填された製品の製造方法及びその製造装置によれば、プラスチックボトルに充填される内容液の温度がそのプラスチックボトルの所定部位の変形量に見合った温度より低くて密封後の冷める過程で十分な収縮等がなくても、その密閉前にプラスチックボトルの胴部を押して内容液の見かけ上の収縮量を増大させているので、密閉後にプラスチックボトルの所定部位を変形させても内圧が高くなりすぎることを防止することができ、その結果、正常な製品を製造することができるようになる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施の形態について、図面を用いて説明する。
【0011】
本発明の実施の一形態にかかるプラスチックボトルに内容液の充填された製品の製造方法及びその製造装置について、図1乃至図3を参照して説明する。
【0012】
所定部位を変形させて内容積を低減させることのできるプラスチックボトルは、例えば、図1(a)、(b)、に示すように構成される。このプラスチックボトルは、底部を押し入れて変形させ、全体の高さを縮めることによりその内容積を低減させるようになっている。
【0013】
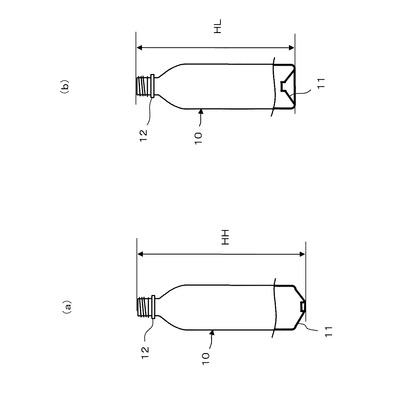
このプラスチックボトル10は、例えば、PET製のプリフォームをブロー成形することにより製造られ、当初、図1(a)に示すように、底部11が外方に向けて山形状に突出した状態となっている。この状態で、プラスチックボトル10の高さが最大値HHとなってその内容積が最大となる。この底部11が外方に向けて突出した状態から、例えば、ロッド棒がその底部11の外面を押して当該底部11を押入れることにより、図1(b)に示すように、プラスチックボトル10の底部11が内方に向けて引込んだ通常の状態となる。この状態で、プラスチックボトル10は、底部11の周縁部が接地して自立できるようになり、その高さが通常値HLとなってその内容積が通常のものとなる。なお、図1(a)、(b)において、プラスチックボトル10の首部には外方にフランジ状に突出するネックリング12が形成されている。
【0014】
プラスチックボトル10の当初の形状(ブロー成形直後の形状)は、図1(a)に示すように、底部11が外方に突出したものではなく、図1(b)に示すように、底部11が内方に引込んだものであってもよい。この場合、例えば、ロッド棒がその底部11の内面を押して当該底部11を押出すことにより、図1(a)に示すように、その底部11を外方に突出させた状態にすることができる。
【0015】
前記プラスチックボトル10の底部11の押出し及び押戻し量Δ(HH−HL)、即ち、底部11の変形量(高さ方向の伸縮量)は、比較的高い所定温度(例えば、85℃)の液体を充填して密封した状態でその液体が比較的低い所定温度(例えば、常温)まで冷める間に収縮することや水蒸気の凝集に起因して低減する当該プラスチックボトル10の内圧を補償するものとして決められる。以下、前記比較的高い所定温度(例えば、85℃)をプラスチックボトル10の縮み量(底部11の変形量)に見合った温度という。
【0016】
前述したような構造のプラスチックボトルを用いて、次のようにして飲料液の充填された製品が製造される。
【0017】
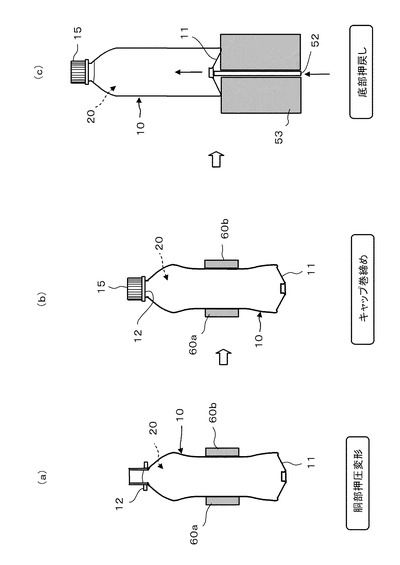
図2(a)に示すように、底部11が突出して最大内容積の状態(図1(a)参照)となった各プラスチックボトル10は、そのネックとリング12がガイドバー50によってガイドされて吊り下げられた状態で搬送される(ネック支持搬送)。そして、このようにして搬送されるプラスチックボトル10が充填装置(図示略)に至ると、その最大内容積の状態となるプラスチックボトル10が充填装置にセットされる。充填装置では、図2(b)に示すように、ノズル51がプラスチックボトル10の内部に挿入され、そのノズル51から、当該プラスチックボトル10の縮み量(Δ=HH−HL)に見合った温度(例えば、85℃)より低い温度(例えば、60℃)の飲料液20が噴出されてプラスチックボトル10に溜まっていく(内容液充填)。飲料液20が所定の量だけ溜まると飲料液20のノズル51からの噴出が止められ、図2(c)に示すように飲料液20の充填が完了する(内容液充填完了)。
【0018】
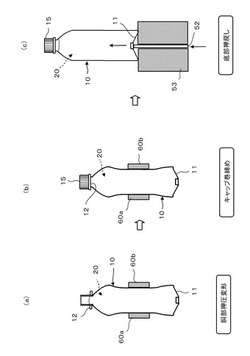
次いで、飲料液20の充填されたプラスチックボトル10は、キャップ巻締め機(図示略)まで搬送される。このキャップ巻締め機は、プラスチックボトル10の口部にキャップを巻締める機構のほか、そのプラスチックボトル10の胴部を所定量だけ押してプラスチックボトル11の容積を低減させる押し機構を有している。飲料液20の充填されたプラスチックボトル20がキャップ巻締め機にセットされると、まず、図3(a)に示すように、押し機構の押板60a、60bがプラスチックボトル11の胴部を挟み込んでその胴部を押す(胴部押圧変形)。これにより、プラスチックボトル11の容積が低減され、充填された飲料液20の入り目線が相対的に上昇する。
【0019】
この押し機構の押板60a、60bが胴部を押す量は、プラスチックボトル10の縮み量に見合った温度(例えば、85℃)と実際に充填される飲料液20の温度(例えば、60℃)との差を考慮して決められるものであって、プラスチックボトル11の縮み量(Δ=HH−HL)と、実際に充填される飲料液20が密封されたプラスチックボトル10内で常温まで冷める間に収縮し、また、水蒸気がその間に凝集して当該プラスチックボトル10の容積が低減すると見込まれる量との差に基づいて決定される。
【0020】
前述したように押板60a、60bにて胴部が挟まれてその容積が低減されたプラスチックボトル10は、その状態を維持しつつ口部にキャップ(蓋)15が巻締められて密封される(キャップ巻締め)。その後、飲料液20が充填されて密封されたプラスチックボトル10は、押板60a、60bによる胴部の挟み込みから開放され、冷却される(自然冷却であっても強制冷却であってもよい)。この冷却の過程で飲料液20が収縮し、また水蒸気が凝集してプラスチックボトル10の内圧が低減していく。
【0021】
次いで、キャップ15が巻締められて密封されたプラスチックボトル10は、押戻し機まで搬送され、図3(c)に示すように、押戻し機の基台53にセットされる。基台53には上下方向に延びる通孔が形成され、ロッド棒52が該通孔内を摺動可能となり、ロッド棒52の先端部が基台53のセット面から出没するようになっている。密封されたプラスチックボトル10が押戻し機の基台53にセットされると、ロッド棒52がそのセット面から突出し、ロッド棒52の先端がプラスチックボトル10の山形状となる底部11の略中央部を押し込む。その結果、底部11がプラスチックボトル10内に押し入れられ(押戻され)、プラスチックボトル10の高さが縮められる(底部押戻し)。このように底部11が押し入られることにより、プラスチックボトル10は自立可能な状態となり、プラスチックボトル10に飲料液20が充填された製品が完成する。
【0022】
前述したような方法及び装置によれば、底部11が外方に突出して最大内容積の状態で飲料液20の充填されたプラスチックボトル10は、その胴部が押されて容積が低減された状態でキャップ15が巻締められて密封されるので、充填される飲料液20の温度(例えば、60℃)がプラスチックボトル10の高さの縮め量(Δ=HH−HL)に見合った温度(例えば、85℃)より低くて密封後の冷める過程でその飲料液20の実際に収縮する量が少なくても見かけ上の収縮量が増大するようになる。従って、その密封されたプラスチックボトル10の底部11が押し入れられてその高さが縮められた際にその内圧が高くなりすぎることを防止することができる。その結果、内圧の上昇によって底部11が再び押出されてしまうこともなく、正常な製品を製造することができる。
【0023】
更に、前述した方法及び装置において、充填される飲料液20の温度(プラスチックボトル10の縮み量に見合った温度より低い温度)に応じて、押し機構(押板60a、60b)によるプラスチックボトル10の密封前の胴部の押し量を変えることにより、充填される飲料液20の温度がどのようなものであっても正常な製品を製造することができる。従って、同じ仕様のプラスチックボトル10を充填に適した温度の異なる複数の種類の飲料液20に対して共通的に使用することが可能となる。
【0024】
以下に実験例を比較例とともに示す。
【0025】
(比較例)
最大内容量が535ml、底部の押入れによる減容量が30mlに設計されたPETボトルを用いた。底部を押出して最大内容積の状態となる前記PETボトルに高温(85℃)の内容液を500g(516ml)充填し、プラスチックキャップによって密封し、25℃に冷却した後(内容液501ml)、底部を押し入れた(密封後に胴部を押して容積を低減させることはしなかった)。
内容液の収縮分約15mlとヘッドスペースの水蒸気凝縮分約14mlが底部の押入れによってほとんど吸収され(+1ml分の陽圧)、5℃(内容液500ml)においてPETボトルの内圧が略大気圧と同じとなった。
【0026】
(実験例)
前記比較例で用いたPETボトルと同じ仕様のPETボトルを用いた。底部を押出して最大内容積の状態となる前記PETボトルに30℃の内容液500g(502ml)を充填し、その胴部を両側からそれぞれ10mmずつ押して(合計20mm)容積を28ml低減させた状態(PETボトルの内容積が507mlの状態)でキャップを巻締めて密封し、その直後に底部を押し入れた(+2ml分の陽圧)。
5℃(内容液500ml)においてPETボトルの内圧が略大気圧と同じとなった。
【0027】
なお、本発明は、前述した各例に限定されるものではない。容器(ボトル)の高さを変更して内容積を低減させる構造は、底部の押出し及び押入れによるものに限らず、胴部に蛇腹部分を形成し、その蛇腹部分を伸縮させることによるものでもよい。また、底部を上げ底構造とし、容器の全高を変化させることなく、その上げ底構造の底部を高さ方向に変形させることにより容器の内容積を変化させるようにすることもできる。更に、ボトルを密封する前に胴部を押して容積を低減させる機構も、前述したように2つの押板60a、60bが均等に胴部を押すものではなく、1つの押板が胴部を壁部等に押さえつけるような構成であってもよい。
【産業上の利用可能性】
【0028】
以上、説明したように、本発明に係るプラスチックボトルに内容物が充填された製品の製造方法は、高さを縮めることのできるプラスチックボトルに充填する内容液の温度がその縮め量に見合った温度より低い温度であっても、正常な製品の製造が可能となるという効果を有し、ペットボトル等のプラスチックボトルに液体飲料等の内容液が充填された製品の製造方法及びその製造装置として有用である。
【図面の簡単な説明】
【0029】
【図1】本発明の実施の一形態に係る製造方法及び製造装置に用いられるプラスチックボトルの最大内容積となる状態(a)と、通常の状態(b)とを示す図である。
【図2】本発明の実施の一形態に係る製造方法に従った手順(その1)を示す図である。
【図3】本発明の実施の一形態に係る製造方法に従った手順(その2)を示す図である。
【符号の説明】
【0030】
10 プラスチックボトル
11 底部
12 ネックリング
15 キャップ
20 飲料液
50 ガイドバー
51 ノズル
52 ロッド棒
53 基台
60a、60b 押板
【技術分野】
【0001】
本発明は、ペットボトル等のプラスチックボトルに液体飲料等の内容液が充填された製品の製造方法及びその製造装置に係り、詳しくは、高さを縮めて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造方法及びその製造装置に関する。
【背景技術】
【0002】
従来、所定部位を変形させて、例えば、底部の押出し及び押戻しによる高さ方向の伸縮によって内容積を変化させることのできるプラスチックボトル(例えば、ペットボトル)が知られている(例えば、特許文献1参照)。このようなプラスチックボトルを用いて液体飲料の充填された製品が次のようにして製造される。
【0003】
底部が押出された状態(最大内容積の状態)のプラスチックボトルに茶飲料等の高温の液体飲料が充填され、その状態でキャップが巻締められて当該プラスチックボトルが密封される。その後、そのプラスチックボトルの底部が内方に押し戻される。このような方法によれば、充填された液体飲料が冷める過程での当該液体飲料の収縮及びプラスチックボトルのヘッドスペース(空間)における水蒸気の凝集により当該プラスチックボトルの内圧が低下しようとしても、底部が押戻されてプラスチックボトルの容積が強制的に低減されるので、当該プラスチックボトルは所定の内圧(例えば、大気圧)に維持されるようになる。
【特許文献1】特表2006−501109号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、前述したプラスチックボトルの高さの縮め量(変形量)は、充填すべき液体の温度に見合った量に決められる。即ち、この縮め量は、高温液体の充填されたプラスチックボトルが密封された状態でその液体が所定温度まで冷める間に収縮することや水蒸気の凝集に起因して低減する当該プラスチックボトルの内圧を補償し得るものとして決められる。従って、その縮め量に見合った温度より低い温度の液体を充填する場合、その液体が所定温度まで冷める間にプラスチックボトルの内圧が低減する量は前記縮め量に見合った温度の液体を充填する場合に比べて少ない。そのため、そのプラスチックボトルをそのまま高さ方向に縮めると(底部を押戻すと)内圧が大きくなりすぎて、すぐ高さ方向に伸びてしまい(底部が押出されてしまい)、正常な製品とならないおそれがある。
【0005】
本発明は、このような事情に鑑みてなされたもので、所定部位を変形させて内容積を低減させることのできるプラスチックボトルに充填する内容液の温度がその変形量に見合った温度より低い温度であっても、正常な製品の製造が可能となるプラスチックボトルに内容液が充填された製品の製造方法及びその製造装置を提供するものである。
【課題を解決するための手段】
【0006】
本発明に係るプラスチックボトルに内容液が充填された製品の製造方法は、所定部位を変形させて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造方法であって、最大内容積の状態の前記プラスチックボトルに内容液を充填する工程と、前記内容液の充填された前記プラスチックボトルの胴部を押して当該ラスチックボトルの容積を低減させる工程と、前記容積が低減させられた状態の前記プラスチックボトルを蓋にて密封する工程と、密封された前記プラスチックボトルの前記所定部位を変形させてその内容積を低減させる工程とを有する構成となる。
【0007】
このような構成により、最大内容積の状態で内容液の充填されたプラスチックボトルは、その胴部が押されて容積が低減された状態で蓋により密封されるので、充填される内容液の温度が前記プラスチックボトルの所定部位の変形量に見合った温度より低くて密封後の冷める過程でその内容液の実際に収縮する量が少なくても見かけ上の収縮量が増大するようになる。従って、その密封されたプラスチックボトルの所定部位を変形させた際にその内圧が高くなりすぎることを防止することができる。
【0008】
また、本発明に係るプラスチックボトルに内容液が充填された製品の製造装置は、所定部位を変形させて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造装置であって、最大内容積の状態の前記プラスチックボトルに内容液を充填する充填装置と、前記内容液の充填された前記プラスチックボトルの胴部を押して当該プラスチックボトルの容積を低減させる機構と、前記容器が低減させられた状態の前記プラスチックボトルを蓋にて密封する機構と、密封された前記プラスチックボトルの前記所定部位を変形させる機構とを有する構成となる。
【発明の効果】
【0009】
本発明に係るプラスチックボトルに内容物が充填された製品の製造方法及びその製造装置によれば、プラスチックボトルに充填される内容液の温度がそのプラスチックボトルの所定部位の変形量に見合った温度より低くて密封後の冷める過程で十分な収縮等がなくても、その密閉前にプラスチックボトルの胴部を押して内容液の見かけ上の収縮量を増大させているので、密閉後にプラスチックボトルの所定部位を変形させても内圧が高くなりすぎることを防止することができ、その結果、正常な製品を製造することができるようになる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施の形態について、図面を用いて説明する。
【0011】
本発明の実施の一形態にかかるプラスチックボトルに内容液の充填された製品の製造方法及びその製造装置について、図1乃至図3を参照して説明する。
【0012】
所定部位を変形させて内容積を低減させることのできるプラスチックボトルは、例えば、図1(a)、(b)、に示すように構成される。このプラスチックボトルは、底部を押し入れて変形させ、全体の高さを縮めることによりその内容積を低減させるようになっている。
【0013】
このプラスチックボトル10は、例えば、PET製のプリフォームをブロー成形することにより製造られ、当初、図1(a)に示すように、底部11が外方に向けて山形状に突出した状態となっている。この状態で、プラスチックボトル10の高さが最大値HHとなってその内容積が最大となる。この底部11が外方に向けて突出した状態から、例えば、ロッド棒がその底部11の外面を押して当該底部11を押入れることにより、図1(b)に示すように、プラスチックボトル10の底部11が内方に向けて引込んだ通常の状態となる。この状態で、プラスチックボトル10は、底部11の周縁部が接地して自立できるようになり、その高さが通常値HLとなってその内容積が通常のものとなる。なお、図1(a)、(b)において、プラスチックボトル10の首部には外方にフランジ状に突出するネックリング12が形成されている。
【0014】
プラスチックボトル10の当初の形状(ブロー成形直後の形状)は、図1(a)に示すように、底部11が外方に突出したものではなく、図1(b)に示すように、底部11が内方に引込んだものであってもよい。この場合、例えば、ロッド棒がその底部11の内面を押して当該底部11を押出すことにより、図1(a)に示すように、その底部11を外方に突出させた状態にすることができる。
【0015】
前記プラスチックボトル10の底部11の押出し及び押戻し量Δ(HH−HL)、即ち、底部11の変形量(高さ方向の伸縮量)は、比較的高い所定温度(例えば、85℃)の液体を充填して密封した状態でその液体が比較的低い所定温度(例えば、常温)まで冷める間に収縮することや水蒸気の凝集に起因して低減する当該プラスチックボトル10の内圧を補償するものとして決められる。以下、前記比較的高い所定温度(例えば、85℃)をプラスチックボトル10の縮み量(底部11の変形量)に見合った温度という。
【0016】
前述したような構造のプラスチックボトルを用いて、次のようにして飲料液の充填された製品が製造される。
【0017】
図2(a)に示すように、底部11が突出して最大内容積の状態(図1(a)参照)となった各プラスチックボトル10は、そのネックとリング12がガイドバー50によってガイドされて吊り下げられた状態で搬送される(ネック支持搬送)。そして、このようにして搬送されるプラスチックボトル10が充填装置(図示略)に至ると、その最大内容積の状態となるプラスチックボトル10が充填装置にセットされる。充填装置では、図2(b)に示すように、ノズル51がプラスチックボトル10の内部に挿入され、そのノズル51から、当該プラスチックボトル10の縮み量(Δ=HH−HL)に見合った温度(例えば、85℃)より低い温度(例えば、60℃)の飲料液20が噴出されてプラスチックボトル10に溜まっていく(内容液充填)。飲料液20が所定の量だけ溜まると飲料液20のノズル51からの噴出が止められ、図2(c)に示すように飲料液20の充填が完了する(内容液充填完了)。
【0018】
次いで、飲料液20の充填されたプラスチックボトル10は、キャップ巻締め機(図示略)まで搬送される。このキャップ巻締め機は、プラスチックボトル10の口部にキャップを巻締める機構のほか、そのプラスチックボトル10の胴部を所定量だけ押してプラスチックボトル11の容積を低減させる押し機構を有している。飲料液20の充填されたプラスチックボトル20がキャップ巻締め機にセットされると、まず、図3(a)に示すように、押し機構の押板60a、60bがプラスチックボトル11の胴部を挟み込んでその胴部を押す(胴部押圧変形)。これにより、プラスチックボトル11の容積が低減され、充填された飲料液20の入り目線が相対的に上昇する。
【0019】
この押し機構の押板60a、60bが胴部を押す量は、プラスチックボトル10の縮み量に見合った温度(例えば、85℃)と実際に充填される飲料液20の温度(例えば、60℃)との差を考慮して決められるものであって、プラスチックボトル11の縮み量(Δ=HH−HL)と、実際に充填される飲料液20が密封されたプラスチックボトル10内で常温まで冷める間に収縮し、また、水蒸気がその間に凝集して当該プラスチックボトル10の容積が低減すると見込まれる量との差に基づいて決定される。
【0020】
前述したように押板60a、60bにて胴部が挟まれてその容積が低減されたプラスチックボトル10は、その状態を維持しつつ口部にキャップ(蓋)15が巻締められて密封される(キャップ巻締め)。その後、飲料液20が充填されて密封されたプラスチックボトル10は、押板60a、60bによる胴部の挟み込みから開放され、冷却される(自然冷却であっても強制冷却であってもよい)。この冷却の過程で飲料液20が収縮し、また水蒸気が凝集してプラスチックボトル10の内圧が低減していく。
【0021】
次いで、キャップ15が巻締められて密封されたプラスチックボトル10は、押戻し機まで搬送され、図3(c)に示すように、押戻し機の基台53にセットされる。基台53には上下方向に延びる通孔が形成され、ロッド棒52が該通孔内を摺動可能となり、ロッド棒52の先端部が基台53のセット面から出没するようになっている。密封されたプラスチックボトル10が押戻し機の基台53にセットされると、ロッド棒52がそのセット面から突出し、ロッド棒52の先端がプラスチックボトル10の山形状となる底部11の略中央部を押し込む。その結果、底部11がプラスチックボトル10内に押し入れられ(押戻され)、プラスチックボトル10の高さが縮められる(底部押戻し)。このように底部11が押し入られることにより、プラスチックボトル10は自立可能な状態となり、プラスチックボトル10に飲料液20が充填された製品が完成する。
【0022】
前述したような方法及び装置によれば、底部11が外方に突出して最大内容積の状態で飲料液20の充填されたプラスチックボトル10は、その胴部が押されて容積が低減された状態でキャップ15が巻締められて密封されるので、充填される飲料液20の温度(例えば、60℃)がプラスチックボトル10の高さの縮め量(Δ=HH−HL)に見合った温度(例えば、85℃)より低くて密封後の冷める過程でその飲料液20の実際に収縮する量が少なくても見かけ上の収縮量が増大するようになる。従って、その密封されたプラスチックボトル10の底部11が押し入れられてその高さが縮められた際にその内圧が高くなりすぎることを防止することができる。その結果、内圧の上昇によって底部11が再び押出されてしまうこともなく、正常な製品を製造することができる。
【0023】
更に、前述した方法及び装置において、充填される飲料液20の温度(プラスチックボトル10の縮み量に見合った温度より低い温度)に応じて、押し機構(押板60a、60b)によるプラスチックボトル10の密封前の胴部の押し量を変えることにより、充填される飲料液20の温度がどのようなものであっても正常な製品を製造することができる。従って、同じ仕様のプラスチックボトル10を充填に適した温度の異なる複数の種類の飲料液20に対して共通的に使用することが可能となる。
【0024】
以下に実験例を比較例とともに示す。
【0025】
(比較例)
最大内容量が535ml、底部の押入れによる減容量が30mlに設計されたPETボトルを用いた。底部を押出して最大内容積の状態となる前記PETボトルに高温(85℃)の内容液を500g(516ml)充填し、プラスチックキャップによって密封し、25℃に冷却した後(内容液501ml)、底部を押し入れた(密封後に胴部を押して容積を低減させることはしなかった)。
内容液の収縮分約15mlとヘッドスペースの水蒸気凝縮分約14mlが底部の押入れによってほとんど吸収され(+1ml分の陽圧)、5℃(内容液500ml)においてPETボトルの内圧が略大気圧と同じとなった。
【0026】
(実験例)
前記比較例で用いたPETボトルと同じ仕様のPETボトルを用いた。底部を押出して最大内容積の状態となる前記PETボトルに30℃の内容液500g(502ml)を充填し、その胴部を両側からそれぞれ10mmずつ押して(合計20mm)容積を28ml低減させた状態(PETボトルの内容積が507mlの状態)でキャップを巻締めて密封し、その直後に底部を押し入れた(+2ml分の陽圧)。
5℃(内容液500ml)においてPETボトルの内圧が略大気圧と同じとなった。
【0027】
なお、本発明は、前述した各例に限定されるものではない。容器(ボトル)の高さを変更して内容積を低減させる構造は、底部の押出し及び押入れによるものに限らず、胴部に蛇腹部分を形成し、その蛇腹部分を伸縮させることによるものでもよい。また、底部を上げ底構造とし、容器の全高を変化させることなく、その上げ底構造の底部を高さ方向に変形させることにより容器の内容積を変化させるようにすることもできる。更に、ボトルを密封する前に胴部を押して容積を低減させる機構も、前述したように2つの押板60a、60bが均等に胴部を押すものではなく、1つの押板が胴部を壁部等に押さえつけるような構成であってもよい。
【産業上の利用可能性】
【0028】
以上、説明したように、本発明に係るプラスチックボトルに内容物が充填された製品の製造方法は、高さを縮めることのできるプラスチックボトルに充填する内容液の温度がその縮め量に見合った温度より低い温度であっても、正常な製品の製造が可能となるという効果を有し、ペットボトル等のプラスチックボトルに液体飲料等の内容液が充填された製品の製造方法及びその製造装置として有用である。
【図面の簡単な説明】
【0029】
【図1】本発明の実施の一形態に係る製造方法及び製造装置に用いられるプラスチックボトルの最大内容積となる状態(a)と、通常の状態(b)とを示す図である。
【図2】本発明の実施の一形態に係る製造方法に従った手順(その1)を示す図である。
【図3】本発明の実施の一形態に係る製造方法に従った手順(その2)を示す図である。
【符号の説明】
【0030】
10 プラスチックボトル
11 底部
12 ネックリング
15 キャップ
20 飲料液
50 ガイドバー
51 ノズル
52 ロッド棒
53 基台
60a、60b 押板
【特許請求の範囲】
【請求項1】
所定部位を変形させて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造方法であって、
最大内容積の状態の前記プラスチックボトルに内容液を充填する工程と、
前記内容液の充填された前記プラスチックボトルの胴部を押して当該ラスチックボトルの容積を低減させる工程と、
前記容積が低減させられた状態の前記プラスチックボトルを蓋にて密封する工程と、
密封された前記プラスチックボトルの前記所定部位を変形させてその内容積を低減させる工程とを有することを特徴とするプラスチックボトルに内容物が充填された製品の製造方法。
【請求項2】
所定部位を変形させて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造装置であって、
最大内容積の状態の前記プラスチックボトルに内容液を充填する充填装置と、
前記内容液の充填された前記プラスチックボトルの胴部を押して当該プラスチックボトルの容積を低減させる機構と、
前記容器が低減させられた状態の前記プラスチックボトルを蓋にて密封する機構と、
密封された前記プラスチックボトルの前記所定部位を変形させる機構とを有することを特徴とするプラスチックボトルに内容液が充填された製品の製造装置。
【請求項1】
所定部位を変形させて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造方法であって、
最大内容積の状態の前記プラスチックボトルに内容液を充填する工程と、
前記内容液の充填された前記プラスチックボトルの胴部を押して当該ラスチックボトルの容積を低減させる工程と、
前記容積が低減させられた状態の前記プラスチックボトルを蓋にて密封する工程と、
密封された前記プラスチックボトルの前記所定部位を変形させてその内容積を低減させる工程とを有することを特徴とするプラスチックボトルに内容物が充填された製品の製造方法。
【請求項2】
所定部位を変形させて内容積を低減させることのできるプラスチックボトルに内容液を充填してなる製品の製造装置であって、
最大内容積の状態の前記プラスチックボトルに内容液を充填する充填装置と、
前記内容液の充填された前記プラスチックボトルの胴部を押して当該プラスチックボトルの容積を低減させる機構と、
前記容器が低減させられた状態の前記プラスチックボトルを蓋にて密封する機構と、
密封された前記プラスチックボトルの前記所定部位を変形させる機構とを有することを特徴とするプラスチックボトルに内容液が充填された製品の製造装置。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2008−162658(P2008−162658A)
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願番号】特願2006−355129(P2006−355129)
【出願日】平成18年12月28日(2006.12.28)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願日】平成18年12月28日(2006.12.28)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]