
レーザ印字装置およびレーザ印字方法
【課題】同一基材において複数回にわたって印字が行われるのを防止する。
【解決手段】レーザ印字装置(10)が、容器群(60)を搬送する搬送手段(11)と、搬送手段において容器群を基材(21)により包装する容器群包装手段(25)と、を具備し、基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、搬送手段は第一領域に到達したときの搬送速度で包装済み容器群を搬送するようになっており、さらに、包装済み容器群が搬送手段において第一領域よりも下流に位置する第二領域に到達したときに、包装済み容器群の基材をレーザにより印字するレーザ印字手段(50)とを含む。さらに、基材を印字した後で、印字終了信号を発信する終了信号発信手段を含んでも良い。
【解決手段】レーザ印字装置(10)が、容器群(60)を搬送する搬送手段(11)と、搬送手段において容器群を基材(21)により包装する容器群包装手段(25)と、を具備し、基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、搬送手段は第一領域に到達したときの搬送速度で包装済み容器群を搬送するようになっており、さらに、包装済み容器群が搬送手段において第一領域よりも下流に位置する第二領域に到達したときに、包装済み容器群の基材をレーザにより印字するレーザ印字手段(50)とを含む。さらに、基材を印字した後で、印字終了信号を発信する終了信号発信手段を含んでも良い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の容器を包装するマルチパック紙包材などの基材にレーザで印字するレーザ印字方法およびそのような方法を実施するレーザ印字装置に関する。
【背景技術】
【0002】
飲料、例えばビールなどのアルコール飲料が詰められた缶容器を、紙包材などの基材により、複数個を一まとめに包装してマルチパック包装体として販売することがある。缶容器には、その缶容器に詰められた飲料の賞味期限が印字されており、かかる印字は、液状のインキをノズルにより缶底に噴出させて印字するインクジェット方式が採用されることが多い。また、缶容器に詰められた飲料がアルコール飲料である場合には、「これはお酒です。」という注意書きが印字されることも多い。かかる印字は、購入者が目の不自由な方である場合にも、缶容器に詰められた飲料がアルコール飲料であることを認識できるように、缶蓋にエンボス加工により立体的に印字をする方式が採用されることが多い。
【0003】
一方、缶容器を包装する紙包材などの基材自体には、前述した賞味期限が印字されないことも多い。また、注意書きは基材表面に予め印刷されて表示されることが多い。
【0004】
このため、購入者が目の不自由な方である場合には、購入しようとする飲料が賞味期限内のものであることや、アルコール飲料であることを触感で把握できないため、賞味期限外の飲料や、アルコール飲料をノンアルコール飲料と間違えて購入することも考えられる。このような事態を避けるためには、マルチパック包装体の基材そのものにも、賞味期限および/または注意書きを施すことが望まれる。ただし、この場合には目の不自由な方が認識できるようにするために立体的な印字を施す必要がある。
【0005】
立体的な印字を施すためには、複数層のうちの表面側の層のインクをレーザにより部分的に熱溶解させるレーザ印字装置を用いて立体的な印字を施す方法が考えられる。そのようなレーザ印字装置は特許文献1から特許文献3に開示されている。
【特許文献1】特開平10−138641号公報
【特許文献2】特開平9−175013号公報
【特許文献3】特開平9−123607号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、マルチパック包装体に賞味期限や「これはお酒です。」といった表示をするには、複数個の缶容器を一まとめに包装してマルチパック包装体とした後に印字を行うことが望ましい。従って、前述したレーザ印字装置は、マルチパック包装体が搬送されるコンベヤの途中であり、かつ複数個の缶容器を一まとめに包装してマルチパック包装体と成すマルチパック包装機のコンベヤの下流側近傍に設置をすることが望ましい。一方、コンベヤは、その上流側において、複数の缶容器が一時的に貯留されるアキューム装置に接続されると共に、下流側において、マルチパック包装体を箱に詰め込むケーサに接続されている。
【0007】
コンベヤの搬送速度は制御装置により制御されており、上流側のアキューム装置および下流側のケーサの状況に応じて変化する。例えば、アキューム装置における容器の数が多い場合およびケーサにおいて箱に詰込まれる前のマルチパック包装体の数が少ない場合には、コンベヤの搬送速度は大きくされる。反対に、アキューム装置における容器の数が少ない場合およびケーサにおいて箱に詰込まれる前のマルチパック包装体の数が多い場合には、コンベヤの搬送速度は小さくされ、コンベヤが停止される場合もある。また、ケーサが異常をきたした場合には、コンベヤが緊急停止される場合もある。
【0008】
このように、コンベヤの搬送速度は変化するものであるために、レーザ印字の開始位置でコンベヤおよびマルチパック包装体が停止する事態が想定される。この場合に、レーザ印字装置は同一のマルチパック包装体に何度も印字を繰り返すことになるので、同一のマルチパック包装体上に文字などが部分的または全体的に二重に印字されることになる。そのようなマルチパック包装体は後工程の外観検査において不合格と判定される。
【0009】
本発明はこのような事情に鑑みてなされたものであり、同一基材において複数回にわたって印字が行われるのを防止することのできるレーザ印字方法およびそのような方法を実施するレーザ印字装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
前述した目的を達成するために1番目の発明によれば、搬送手段により容器群を搬送し、前記搬送手段において前記容器群を基材により包装し、前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記第一領域に到達したときの前記搬送速度で前記包装済み容器群を搬送し、前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字方法が提供される。
【0011】
すなわち1番目の発明においては、包装済み容器群が第一領域に到達したときの搬送速度が所定時間前の搬送速度よりも小さい場合には、搬送速度を変化させないようにしている。このため、包装済み容器群が印字を行う第二領域を搬送されるときにも、搬送速度は変化しない。従って、包装済み容器群が第二領域において停止することなしに、印字を完了させられる。それゆえ、同一の包装済み容器群の基材において複数回にわたって印字が行われるのが防止される。
【0012】
2番目の発明によれば、搬送手段により容器群を搬送し、前記搬送手段において前記容器群を基材により包装し、前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、所定の搬送速度で前記包装済み容器群を搬送し、前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字方法が提供される。
【0013】
すなわち2番目の発明においては、包装済み容器群が第一領域に到達したときの搬送速度が所定時間前の搬送速度よりも小さい場合には、搬送速度を所定の搬送速度にしている。このため、包装済み容器群が印字を行う第二領域を搬送されるときにも、搬送速度は所定の搬送速度のまま変化しない。従って、包装済み容器群が第二領域において停止することなしに、印字を完了させられる。それゆえ、同一の包装済み容器群の基材において複数回にわたって印字が行われるのが防止される。
【0014】
3番目の発明によれば、1番目または2番目の発明において、さらに、前記基材を印字した後で、印字終了信号を発信する。
すなわち3番目の発明においては、印字終了信号を発信することにより、同一の基材に対して再度印字が行われるのを確実に防止できる。
【0015】
4番目の発明によれば、搬送手段により容器群を搬送し、前記搬送手段において前記容器群を基材により包装し、前記基材により包装された包装済み容器群が印字領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字し、前記基材を印字した後で、印字終了信号を発信するレーザ印字方法が提供される。
【0016】
すなわち4番目の発明においては、印字終了信号を発信することにより、同一の基材に対して再度印字が行われるのを確実に防止できる。
【0017】
5番目の発明によれば、容器群を搬送する搬送手段と、前記搬送手段において前記容器群を基材により包装する容器群包装手段と、を具備し、前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記搬送手段は前記第一領域に到達したときの前記搬送速度で前記包装済み容器群を搬送するようになっており、さらに、前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段とを具備するレーザ印字装置が提供される。
【0018】
すなわち5番目の発明においては、包装済み容器群が第一領域に到達したときの搬送速度が所定時間前の搬送速度よりも小さい場合には、搬送速度を変化させないようにしている。このため、包装済み容器群が印字を行う第二領域を搬送されるときにも、搬送速度は変化しない。従って、包装済み容器群が第二領域において停止することなしに、印字を完了させられる。それゆえ、同一の包装済み容器群の基材において複数回にわたって印字が行われるのが防止される。
【0019】
6番目の発明によれば、容器群を搬送する搬送手段と、前記搬送手段において前記容器群を基材により包装する容器群包装手段と、を具備し、前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記搬送手段は所定の搬送速度で前記包装済み容器群を搬送するようになっており、さらに、前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段とを具備するレーザ印字装置が提供される。
【0020】
すなわち6番目の発明においては、包装済み容器群が第一領域に到達したときの搬送速度が所定時間前の搬送速度よりも小さい場合には、搬送速度を所定の搬送速度にしている。このため、包装済み容器群が印字を行う第二領域を搬送されるときにも、搬送速度は所定の搬送速度のまま変化しない。従って、包装済み容器群が第二領域において停止することなしに、印字を完了させられる。それゆえ、同一の包装済み容器群の基材において複数回にわたって印字が行われるのが防止される。
【0021】
7番目の発明によれば、5番目または6番目の発明において、さらに、前記基材を印字した後で、印字終了信号を発信する終了信号発信手段を具備する。
すなわち7番目の発明においては、印字終了信号を発信することにより、同一の基材に対して再度印字が行われるのを確実に防止できる。
【0022】
8番目の発明によれば、容器群を搬送する搬送手段と、前記搬送手段において前記容器群を基材により包装する容器群包装手段と、前記基材により包装された包装済み容器群が印字領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段と、前記基材を印字した後で、印字終了信号を発信する終了信号発信手段とを具備するレーザ印字装置が提供される。
【0023】
すなわち8番目の発明においては、印字終了信号を発信することにより、同一の基材に対して再度印字が行われるのを確実に防止できる。
【発明を実施するための最良の形態】
【0024】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同様の部材には同様の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
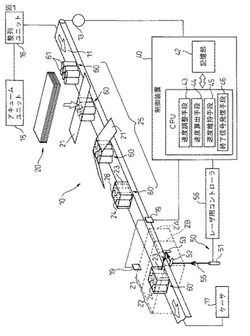
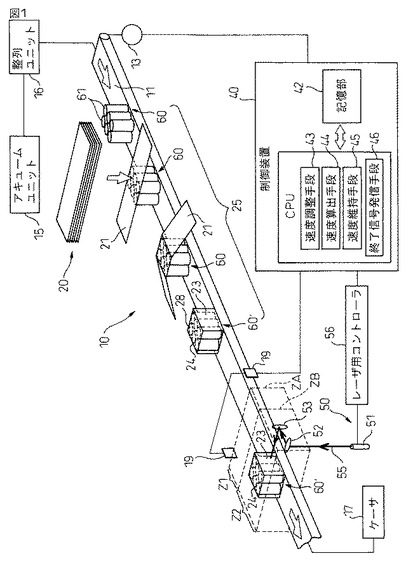
図1は本発明に基づくレーザ印字装置の略斜視図である。図1に示されるように、レーザ印字装置10はコンベヤ11の搬送方向において整列ユニット16の下流に配置されており、さらに整列ユニット16はアキュームユニット15の下流に配置されている。
【0025】
図面には示さないものの、アキュームユニット15はさらに上流側の容器処理装置、例えば飲料が充填されていて封止された容器の結露を防止するためのウォーマーに連結されている。アキュームユニット15は、アキュームユニット15よりも下流に位置するユニットにおいて不測のトラブルが生じて該ユニットが作動停止した場合などに、アキュームユニット15よりも上流に位置する容器処理装置から供給された複数の容器61を一時的に貯留する役目を果たす。
【0026】
アキュームユニット15よりも下流に位置する整列ユニット16は、自立可能な複数の容器61、例えば六つの容器61を例えば二行三列に整列してコンベヤ11に供給する。以下、本願明細書においては、整列ユニット16によって例えば二行三列に整列された複数の容器61を容器群60と呼ぶ。また、これらアキュームユニット15および整列ユニット16は公知であるので詳細な説明を省略する。なお、アキュームユニット15および整列ユニット16がレーザ印字装置10の一部であってもよい。
【0027】
図1に示されるように、レーザ印字装置10は、複数の紙包材21を保持すると共に単一の紙包材21をコンベヤ11に供給する紙包材供給ユニット20を含んでいる。さらに、レーザ印字装置10は、供給された紙包材21を折曲げて容器群60を包装してマルチパック包装体60’を形成する包装ユニット25を含んでいる。これら紙包材供給ユニット20および包装ユニット25は、レーザ印字装置10のコンベヤ11の搬送方向において順次に配置されている。
【0028】
紙包材供給ユニット20から供給される紙包材21は容器群60を包装するのに適した寸法を有している。紙包材21の縁部には容器群60を取囲んで保持するのに使用される突起およびスリット等が形成されているが、簡潔にする目的でこれら突起およびスリット等は図示していない。
【0029】
さらに、図1に示されるように、本発明においては、印字ユニット50が包装ユニット25の下流側に設けられている。印字ユニット50は、レーザ発振器51と、レーザ発振器51を制御するレーザ用コントローラ56と、レーザ発振器51から発せられたレーザ光を反射して紙包材21上の所定の位置に照射させるミラー52、53とを含んでいる。これらミラー52、53は回動可能に支持されていると共に、コンベヤ11の搬送方向および該搬送方向に対して垂直な方向に移動可能である。
【0030】
図1に示されるように、印字ユニット50が紙包材21に印字することのできる印字領域Z2が存在している。印字領域Z2の上流端は、紙包材21への印字を開始する印字開始位置ZBである。さらに、印字領域Z2の上流においては、印字準備領域Z1が印字領域Z2に隣接して存在している。印字領域Z1の上流端は、印字準備を開始する印字準備開始位置ZAである。マルチパック包装体60’が印字準備領域Z1を通過するときにおいては、印字は行われず、コンベヤ11の搬送速度が調整されるのみである。さらに、印字準備領域Z1の上流には、マルチパック包装体60’を検知するセンサ19が配置されている。なお、コンベヤ11は回転するものの、印字準備領域Z1、印字領域Z2、印字準備開始位置ZA、印字開始位置ZBは移動しないことに注意されたい。
【0031】
図1に示されるように、コンベヤ11の下流には、所定の数のマルチパック包装体60’を段ボール箱(図示しない)に詰込むケーサ17が設けられている。ケーサ17およびアキュームユニット15は制御装置40に接続されている。さらに、図1に示されるように、コンベヤ11のプーリと連動するロータリエンコーダ13も制御装置40に接続されている。同様に、センサ19およびレーザ用コントローラ56も制御装置に接続されている。
【0032】
制御装置40は、CPU41と記憶部42とを備えたデジタルコンピュータであり、レーザ印字装置10全体を制御する。図1から分かるように、CPU41は、コンベヤ11の搬送速度を調整する速度調整手段43と、コンベヤ11の搬送速度検出値VDを算出する速度算出手段44と、コンベヤ11の搬送速度を或る値に維持する速度維持手段45と、紙包材21への印字が終了したときに印字終了信号をレーザ用コントローラ56に発信する終了信号発信手段46としての役目を果たす。さらに、制御装置40に備えられた記憶部42は、レーザ印字装置10の各種プログラム、データおよび後述するマップなどを記憶している。
【0033】
図2は図1に示されるレーザ印字装置の動作を示すフローチャートである。以下、図1および図2を参照しつつ、本発明に基づくレーザ印字装置10の動作を説明する。
【0034】
ステップ101においては、アキュームユニット15を通過して、整列ユニット16により整列された容器群60がレーザ印字装置10のコンベヤ11上に供給される。コンベヤ11の搬送速度は、搬送速度指令値VCに従って調整される。
【0035】
図3(a)および図3(b)はそれぞれ搬送速度指令値VCのマップを示す図であり、これらマップは制御装置40の記憶部42に記憶されている。図3(a)に示されるマップにおいては、搬送速度指令値VCはアキュームユニット15における容器の数NAに応じて予め定められている。図3(a)においては、容器の数NAが多くなると、コンベヤ11の搬送速度指令値VCが大きくなるようになっている。
【0036】
図3(b)に示されるマップにおいては、搬送速度指令値VCはアキュームユニット15における容器の数NAおよびケーサ17におけるマルチパック包装体60’の数NBの関数として予め定められている。図3(b)に示されるマップにおいては、アキュームユニット15における容器の数NAが多い場合およびケーサ17におけるマルチパック包装体60’の数NBが少ない場合には、搬送速度指令値VCが大きくなるようになっている。
【0037】
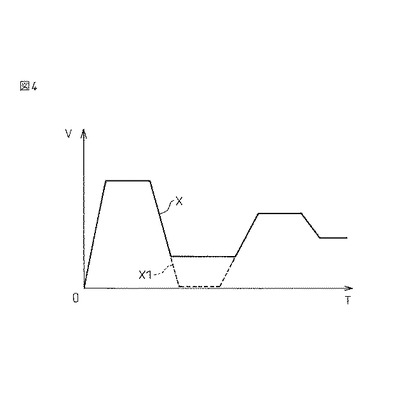
速度調整手段43は、図3(a)または図3(b)に示される搬送速度指令値VCのマップに基づいてコンベヤ11の搬送速度を調整する。例えば、コンベヤ11の搬送速度は図4における実線Xで示されるような挙動を示す。
【0038】
再び図2を参照すると、容器群60が紙包材供給ユニット20の下方を通過するときに、一つの紙包材21が紙包材供給ユニット20から降下され、図1に示されるように容器群60上に載置される(ステップ102)。
【0039】
次いで、ステップ103では、包装ユニット25において紙包材21が公知の手法で折曲げられて容器群60を包囲する。紙包材21によって容器群60が完全に包装されると、図1に示されるように、マルチパック包装体60'が形成される。図1から分かるように、マルチパック包装体60'の頂部28と、搬送方向に対して平行な側部23、24と、底部(図示しない)とは紙包材21の一部である。これに対し、搬送方向に対して垂直なマルチパック包装体60'の端部は、紙包材21によって被覆されていない。
【0040】
マルチパック包装体60’がコンベヤ11上をさらに搬送されると、マルチパック包装体60’がセンサ19によって検知される。制御装置40においては、マルチパック包装体60’がセンサ19によって検知されたときのロータリエンコーダ13の回転位置における回転角度を、零°の回転角度として認識する。
【0041】
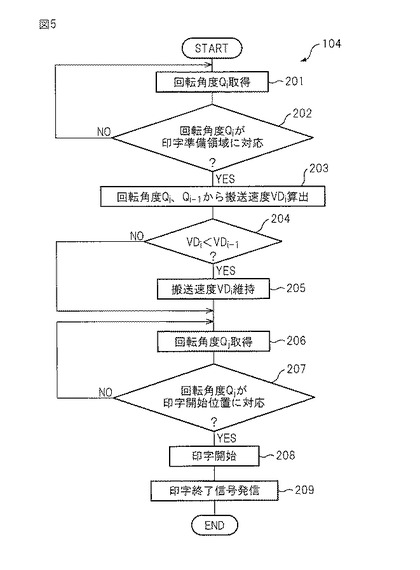
次いで、図2のステップ104におけるレーザ印字作用の詳細を図5を参照して説明する。ロータリエンコーダ13の回転角度Qi(i=1〜n、nは自然数)は所定の単位時間毎に取得され、制御装置40の記憶部42に順次記憶される(ステップ201)。
【0042】
次いで、ステップ202においては、取得された回転角度Qiが印字準備領域Z1の印字準備開始位置ZAに対応したか否かを判定する。センサ19と印字準備開始位置ZAとの間の距離はロータリエンコーダ13の特定の回転角度に対応しているので、ステップ202においては、ロータリエンコーダ13の回転角度Qiが特定の回転角度であるかが判定される。
【0043】
回転角度Qiが特定の回転角度になった場合には、マルチパック包装体60’が印字準備領域Z1に進入したと判断して、ステップ203に進む。一方、回転角度Qiが印字準備領域Z1の印字準備開始位置ZAに対応していないと判定された場合には、ステップ201に戻って処理を繰返すものとする。
【0044】
ステップ203においては、制御装置40の速度算出手段44が、ロータリエンコーダ13の回転角度Qiとこの回転角度Qiの直前に記憶部42に記憶された回転角度Qi−1とに基づいて、搬送速度検出値VDiを算出する。搬送速度指令値VCが存在するにも関わらず搬送速度検出値VDiを算出するのは、より正確な搬送速度に基づいてより正確な印字を可能にするためである。具体的には、二つの回転角度Qi、Qi−1からロータリエンコーダ13の周方向距離を算出し、算出された周方向距離を所定の単位時間で除算することにより、搬送速度検出値VDiが算出される。
【0045】
次いで、ステップ204において、搬送速度検出値VDiが同様にして算出された直前の搬送速度検出値VDi−1よりも小さいか否かを判定する。搬送速度検出値VDiが搬送速度検出値VDi−1よりも小さい場合には、コンベヤ11の搬送速度が低下傾向にあるものと推定をする。
【0046】
そのような場合は、図4において破線X1で示されるように、マルチパック包装体60’が搬送されるときに、搬送速度が零になってマルチパック包装体60’が印字開始位置ZBで停止する可能性がある。また、印字開始位置ZBをわずかながら越えた場所において搬送速度が零になったもののコンベヤ11のバックラッシによりマルチパック包装体60’が印字開始位置ZBまで戻る可能性もある。搬送速度検出値VDiが直前の搬送速度検出値VDi−1よりも小さい場合には、ステップ205において、速度維持手段45が零より大きい所定の搬送速度Vでコンベヤ11の運転を維持するようにする。これにより、アキュームユニット15における容器の数NAおよびケーサ17におけるマルチパック包装体60’の数NBに影響されることなしに、コンベヤ11の搬送速度は、印字領域Z2を通過し終えるまで、搬送速度Vに維持される。
【0047】
一方、ステップ204において、搬送速度検出値VDiが前回の搬送速度検出値VDi−1よりも小さくない場合には、マルチパック包装体60’の搬送速度は搬送速度指令値VCに応じて前述したように変化し続ける。当然のことながら、搬送速度検出値VDiが前回の搬送速度検出値VDi−1よりも小さくない場合であっても、コンベヤ11の搬送速度を搬送速度Vに維持してもよい。
【0048】
次いで、ステップ206において、最新の回転角度Qj(j=1〜n、nは自然数、j>i)を取得する。そして、ステップ207においては、前述したステップ202の場合と同様に、取得された回転角度Qjが印字領域Z2の印字開始位置ZBに対応したか否かを判定する。回転角度Qjが印字開始位置ZBに対応した場合には、ステップ208にて、マルチパック包装体60’の基材21に印字を開始する。印字を開始すると、所望の文字が瞬時に書き終えられる。なお、回転角度Qjが印字領域Z2の印字開始位置ZBに対応していない場合には、ステップ206に戻って処理を繰返すものとする。
【0049】
レーザ印字する際には、印字ユニット50のレーザ発振器51からレーザ光55が発せられ、ミラー52、53によってマルチパック包装体60'の一方の側部23、つまり紙包材21の一部分に照射される。
【0050】
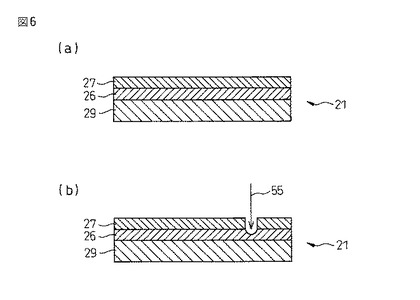
図6(a)および図6(b)は紙包材の部分断面図である。これら図面に示されるように、紙包材21の一部分(印字される箇所)においては、第一印刷層27(インク層)および第二印刷層26(コート層)とがライナー層29上に積層されている。
【0051】
これら第一印刷層27および第二印刷層26とは互いに異なる色からなり、例えば第一印刷層27が黒色で第二印刷層26は白色である。これら第一印刷層27および第二印刷層26に用いられるインキは特に限定されるものではなく、ポリアミド系樹脂、ニトロセルロース系樹脂、ポリエステル系樹脂、ポリアクリル系樹脂、塩化ビニル−酢酸ビニル系樹脂のいずれであってもよい。これら材料は、目的に応じて適宜選択される。
【0052】
レーザ光55が側部23における第一印刷層27に照射されると、図6(b)に示されるように、第一印刷層27の照射された部分が除去されて、第二印刷層26の対応した部分が露出され、それにより、露出部分が外部から識別できるようになる。次いで、ミラー52、53を移動させてレーザ光55を照射し続けることにより、所望の文字、例えば賞味期限または「これはお酒です。」という注意書きを立体的に印字することが可能である。同様の手法により、マルチパック包装体60'の側部に点字を形成できることが分かるであろう。
【0053】
ステップ208にてレーザ印字が開始されると、ステップ209にて、終了信号発信手段46は印字終了信号をレーザ用コントローラ56に送信して、処理を終了する。これにより、同一のマルチパック包装体60’に対して再度印字が行われるのが確実に防止される。また、前述したようにマルチパック包装体60’がバックラッシにより印字開始位置ZBまで戻った場合であっても、再度印字が行われるのを防止できる。
【0054】
次いで、マルチパック包装体60'は印字領域Z2を通過終了して、ケーサ17に供給される。ケーサ17においては、所定の数のマルチパック包装体60'が段ボール箱(図示しない)などに詰められる。
【0055】
このように本発明においては、ステップ204においてコンベヤ11の搬送速度が低下しているものと推定できる場合には、零より大きい所定の搬送速度でコンベヤ11の運転を維持し、それにより、マルチパック包装体60’が印字領域Z2において停止するのを防止している。このため、レーザ印字の開始位置で、マルチパック包装体60’が停止することはない。従って、印字が二重に行われることもない。つまり、本発明においては、同一のマルチパック包装体60’の紙包材21に複数回にわたって印字が行われるのを防止できる。
【0056】
なお、図面を参照して説明した実施形態においては、レーザ式の印字ユニット50を用いて印字している。しかしながら、レーザ式の印字ユニットに限定する必要はなく、他の方式、例えばインクジェット式の印字ユニットを採用した場合であっても、本発明の範囲に含まれる。
さらに、図示しない実施形態においては、搬送速度検出値VDiが前回の搬送速度検出値VDi−1よりも小さい場合に、搬送速度を零より大きい所定の値にしてもよい。また、同様な場合において、搬送速度を搬送速度検出値VDi、VDi−1の平均値にしてもよい。このような場合であっても本発明の範囲に含まれるのは明らかであろう。
【図面の簡単な説明】
【0057】
【図1】本発明に基づくレーザ印字装置の略斜視図である。
【図2】図1に示されるレーザ印字装置の動作を示すフローチャートである。
【図3】(a)搬送速度指令値VCの第一のマップを示す図である。(b)搬送速度指令値VCの第二のマップを示す図である。
【図4】搬送速度指令値VCまたは搬送速度検出値VDと時間との関係を示す図である。
【図5】レーザ印字作用を示すフローチャートである。
【図6】(a)紙包材の部分断面図である。(b)紙包材の他の部分断面図である。
【符号の説明】
【0058】
10 レーザ印字装置
11 コンベヤ(搬送手段)
13 ロータリエンコーダ
15 アキュームユニット
16 整列ユニット
17 ケーサ
19 センサ
20 紙包材供給ユニット
21 紙包材(基材)
25 包装ユニット(容器群包装ユニット)
26 第二印刷層
27 第一印刷層
29 ライナー層
40 制御装置
42 記憶部
43 速度調整手段
44 速度算出手段
45 速度維持手段
46 終了信号発信手段
50 印字ユニット(レーザ印字手段)
51 レーザ発振器
52、53 ミラー
55 レーザ光
56 レーザ用コントローラ
60 容器群
60’ マルチパック包装体(包装済み容器群)
61 容器
Z1 印字準備領域(第一領域)
Z2 印字領域(第二領域)
ZA 印字準備開始位置
ZB 印字開始位置
【技術分野】
【0001】
本発明は、複数の容器を包装するマルチパック紙包材などの基材にレーザで印字するレーザ印字方法およびそのような方法を実施するレーザ印字装置に関する。
【背景技術】
【0002】
飲料、例えばビールなどのアルコール飲料が詰められた缶容器を、紙包材などの基材により、複数個を一まとめに包装してマルチパック包装体として販売することがある。缶容器には、その缶容器に詰められた飲料の賞味期限が印字されており、かかる印字は、液状のインキをノズルにより缶底に噴出させて印字するインクジェット方式が採用されることが多い。また、缶容器に詰められた飲料がアルコール飲料である場合には、「これはお酒です。」という注意書きが印字されることも多い。かかる印字は、購入者が目の不自由な方である場合にも、缶容器に詰められた飲料がアルコール飲料であることを認識できるように、缶蓋にエンボス加工により立体的に印字をする方式が採用されることが多い。
【0003】
一方、缶容器を包装する紙包材などの基材自体には、前述した賞味期限が印字されないことも多い。また、注意書きは基材表面に予め印刷されて表示されることが多い。
【0004】
このため、購入者が目の不自由な方である場合には、購入しようとする飲料が賞味期限内のものであることや、アルコール飲料であることを触感で把握できないため、賞味期限外の飲料や、アルコール飲料をノンアルコール飲料と間違えて購入することも考えられる。このような事態を避けるためには、マルチパック包装体の基材そのものにも、賞味期限および/または注意書きを施すことが望まれる。ただし、この場合には目の不自由な方が認識できるようにするために立体的な印字を施す必要がある。
【0005】
立体的な印字を施すためには、複数層のうちの表面側の層のインクをレーザにより部分的に熱溶解させるレーザ印字装置を用いて立体的な印字を施す方法が考えられる。そのようなレーザ印字装置は特許文献1から特許文献3に開示されている。
【特許文献1】特開平10−138641号公報
【特許文献2】特開平9−175013号公報
【特許文献3】特開平9−123607号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、マルチパック包装体に賞味期限や「これはお酒です。」といった表示をするには、複数個の缶容器を一まとめに包装してマルチパック包装体とした後に印字を行うことが望ましい。従って、前述したレーザ印字装置は、マルチパック包装体が搬送されるコンベヤの途中であり、かつ複数個の缶容器を一まとめに包装してマルチパック包装体と成すマルチパック包装機のコンベヤの下流側近傍に設置をすることが望ましい。一方、コンベヤは、その上流側において、複数の缶容器が一時的に貯留されるアキューム装置に接続されると共に、下流側において、マルチパック包装体を箱に詰め込むケーサに接続されている。
【0007】
コンベヤの搬送速度は制御装置により制御されており、上流側のアキューム装置および下流側のケーサの状況に応じて変化する。例えば、アキューム装置における容器の数が多い場合およびケーサにおいて箱に詰込まれる前のマルチパック包装体の数が少ない場合には、コンベヤの搬送速度は大きくされる。反対に、アキューム装置における容器の数が少ない場合およびケーサにおいて箱に詰込まれる前のマルチパック包装体の数が多い場合には、コンベヤの搬送速度は小さくされ、コンベヤが停止される場合もある。また、ケーサが異常をきたした場合には、コンベヤが緊急停止される場合もある。
【0008】
このように、コンベヤの搬送速度は変化するものであるために、レーザ印字の開始位置でコンベヤおよびマルチパック包装体が停止する事態が想定される。この場合に、レーザ印字装置は同一のマルチパック包装体に何度も印字を繰り返すことになるので、同一のマルチパック包装体上に文字などが部分的または全体的に二重に印字されることになる。そのようなマルチパック包装体は後工程の外観検査において不合格と判定される。
【0009】
本発明はこのような事情に鑑みてなされたものであり、同一基材において複数回にわたって印字が行われるのを防止することのできるレーザ印字方法およびそのような方法を実施するレーザ印字装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
前述した目的を達成するために1番目の発明によれば、搬送手段により容器群を搬送し、前記搬送手段において前記容器群を基材により包装し、前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記第一領域に到達したときの前記搬送速度で前記包装済み容器群を搬送し、前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字方法が提供される。
【0011】
すなわち1番目の発明においては、包装済み容器群が第一領域に到達したときの搬送速度が所定時間前の搬送速度よりも小さい場合には、搬送速度を変化させないようにしている。このため、包装済み容器群が印字を行う第二領域を搬送されるときにも、搬送速度は変化しない。従って、包装済み容器群が第二領域において停止することなしに、印字を完了させられる。それゆえ、同一の包装済み容器群の基材において複数回にわたって印字が行われるのが防止される。
【0012】
2番目の発明によれば、搬送手段により容器群を搬送し、前記搬送手段において前記容器群を基材により包装し、前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、所定の搬送速度で前記包装済み容器群を搬送し、前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字方法が提供される。
【0013】
すなわち2番目の発明においては、包装済み容器群が第一領域に到達したときの搬送速度が所定時間前の搬送速度よりも小さい場合には、搬送速度を所定の搬送速度にしている。このため、包装済み容器群が印字を行う第二領域を搬送されるときにも、搬送速度は所定の搬送速度のまま変化しない。従って、包装済み容器群が第二領域において停止することなしに、印字を完了させられる。それゆえ、同一の包装済み容器群の基材において複数回にわたって印字が行われるのが防止される。
【0014】
3番目の発明によれば、1番目または2番目の発明において、さらに、前記基材を印字した後で、印字終了信号を発信する。
すなわち3番目の発明においては、印字終了信号を発信することにより、同一の基材に対して再度印字が行われるのを確実に防止できる。
【0015】
4番目の発明によれば、搬送手段により容器群を搬送し、前記搬送手段において前記容器群を基材により包装し、前記基材により包装された包装済み容器群が印字領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字し、前記基材を印字した後で、印字終了信号を発信するレーザ印字方法が提供される。
【0016】
すなわち4番目の発明においては、印字終了信号を発信することにより、同一の基材に対して再度印字が行われるのを確実に防止できる。
【0017】
5番目の発明によれば、容器群を搬送する搬送手段と、前記搬送手段において前記容器群を基材により包装する容器群包装手段と、を具備し、前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記搬送手段は前記第一領域に到達したときの前記搬送速度で前記包装済み容器群を搬送するようになっており、さらに、前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段とを具備するレーザ印字装置が提供される。
【0018】
すなわち5番目の発明においては、包装済み容器群が第一領域に到達したときの搬送速度が所定時間前の搬送速度よりも小さい場合には、搬送速度を変化させないようにしている。このため、包装済み容器群が印字を行う第二領域を搬送されるときにも、搬送速度は変化しない。従って、包装済み容器群が第二領域において停止することなしに、印字を完了させられる。それゆえ、同一の包装済み容器群の基材において複数回にわたって印字が行われるのが防止される。
【0019】
6番目の発明によれば、容器群を搬送する搬送手段と、前記搬送手段において前記容器群を基材により包装する容器群包装手段と、を具備し、前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記搬送手段は所定の搬送速度で前記包装済み容器群を搬送するようになっており、さらに、前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段とを具備するレーザ印字装置が提供される。
【0020】
すなわち6番目の発明においては、包装済み容器群が第一領域に到達したときの搬送速度が所定時間前の搬送速度よりも小さい場合には、搬送速度を所定の搬送速度にしている。このため、包装済み容器群が印字を行う第二領域を搬送されるときにも、搬送速度は所定の搬送速度のまま変化しない。従って、包装済み容器群が第二領域において停止することなしに、印字を完了させられる。それゆえ、同一の包装済み容器群の基材において複数回にわたって印字が行われるのが防止される。
【0021】
7番目の発明によれば、5番目または6番目の発明において、さらに、前記基材を印字した後で、印字終了信号を発信する終了信号発信手段を具備する。
すなわち7番目の発明においては、印字終了信号を発信することにより、同一の基材に対して再度印字が行われるのを確実に防止できる。
【0022】
8番目の発明によれば、容器群を搬送する搬送手段と、前記搬送手段において前記容器群を基材により包装する容器群包装手段と、前記基材により包装された包装済み容器群が印字領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段と、前記基材を印字した後で、印字終了信号を発信する終了信号発信手段とを具備するレーザ印字装置が提供される。
【0023】
すなわち8番目の発明においては、印字終了信号を発信することにより、同一の基材に対して再度印字が行われるのを確実に防止できる。
【発明を実施するための最良の形態】
【0024】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同様の部材には同様の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
図1は本発明に基づくレーザ印字装置の略斜視図である。図1に示されるように、レーザ印字装置10はコンベヤ11の搬送方向において整列ユニット16の下流に配置されており、さらに整列ユニット16はアキュームユニット15の下流に配置されている。
【0025】
図面には示さないものの、アキュームユニット15はさらに上流側の容器処理装置、例えば飲料が充填されていて封止された容器の結露を防止するためのウォーマーに連結されている。アキュームユニット15は、アキュームユニット15よりも下流に位置するユニットにおいて不測のトラブルが生じて該ユニットが作動停止した場合などに、アキュームユニット15よりも上流に位置する容器処理装置から供給された複数の容器61を一時的に貯留する役目を果たす。
【0026】
アキュームユニット15よりも下流に位置する整列ユニット16は、自立可能な複数の容器61、例えば六つの容器61を例えば二行三列に整列してコンベヤ11に供給する。以下、本願明細書においては、整列ユニット16によって例えば二行三列に整列された複数の容器61を容器群60と呼ぶ。また、これらアキュームユニット15および整列ユニット16は公知であるので詳細な説明を省略する。なお、アキュームユニット15および整列ユニット16がレーザ印字装置10の一部であってもよい。
【0027】
図1に示されるように、レーザ印字装置10は、複数の紙包材21を保持すると共に単一の紙包材21をコンベヤ11に供給する紙包材供給ユニット20を含んでいる。さらに、レーザ印字装置10は、供給された紙包材21を折曲げて容器群60を包装してマルチパック包装体60’を形成する包装ユニット25を含んでいる。これら紙包材供給ユニット20および包装ユニット25は、レーザ印字装置10のコンベヤ11の搬送方向において順次に配置されている。
【0028】
紙包材供給ユニット20から供給される紙包材21は容器群60を包装するのに適した寸法を有している。紙包材21の縁部には容器群60を取囲んで保持するのに使用される突起およびスリット等が形成されているが、簡潔にする目的でこれら突起およびスリット等は図示していない。
【0029】
さらに、図1に示されるように、本発明においては、印字ユニット50が包装ユニット25の下流側に設けられている。印字ユニット50は、レーザ発振器51と、レーザ発振器51を制御するレーザ用コントローラ56と、レーザ発振器51から発せられたレーザ光を反射して紙包材21上の所定の位置に照射させるミラー52、53とを含んでいる。これらミラー52、53は回動可能に支持されていると共に、コンベヤ11の搬送方向および該搬送方向に対して垂直な方向に移動可能である。
【0030】
図1に示されるように、印字ユニット50が紙包材21に印字することのできる印字領域Z2が存在している。印字領域Z2の上流端は、紙包材21への印字を開始する印字開始位置ZBである。さらに、印字領域Z2の上流においては、印字準備領域Z1が印字領域Z2に隣接して存在している。印字領域Z1の上流端は、印字準備を開始する印字準備開始位置ZAである。マルチパック包装体60’が印字準備領域Z1を通過するときにおいては、印字は行われず、コンベヤ11の搬送速度が調整されるのみである。さらに、印字準備領域Z1の上流には、マルチパック包装体60’を検知するセンサ19が配置されている。なお、コンベヤ11は回転するものの、印字準備領域Z1、印字領域Z2、印字準備開始位置ZA、印字開始位置ZBは移動しないことに注意されたい。
【0031】
図1に示されるように、コンベヤ11の下流には、所定の数のマルチパック包装体60’を段ボール箱(図示しない)に詰込むケーサ17が設けられている。ケーサ17およびアキュームユニット15は制御装置40に接続されている。さらに、図1に示されるように、コンベヤ11のプーリと連動するロータリエンコーダ13も制御装置40に接続されている。同様に、センサ19およびレーザ用コントローラ56も制御装置に接続されている。
【0032】
制御装置40は、CPU41と記憶部42とを備えたデジタルコンピュータであり、レーザ印字装置10全体を制御する。図1から分かるように、CPU41は、コンベヤ11の搬送速度を調整する速度調整手段43と、コンベヤ11の搬送速度検出値VDを算出する速度算出手段44と、コンベヤ11の搬送速度を或る値に維持する速度維持手段45と、紙包材21への印字が終了したときに印字終了信号をレーザ用コントローラ56に発信する終了信号発信手段46としての役目を果たす。さらに、制御装置40に備えられた記憶部42は、レーザ印字装置10の各種プログラム、データおよび後述するマップなどを記憶している。
【0033】
図2は図1に示されるレーザ印字装置の動作を示すフローチャートである。以下、図1および図2を参照しつつ、本発明に基づくレーザ印字装置10の動作を説明する。
【0034】
ステップ101においては、アキュームユニット15を通過して、整列ユニット16により整列された容器群60がレーザ印字装置10のコンベヤ11上に供給される。コンベヤ11の搬送速度は、搬送速度指令値VCに従って調整される。
【0035】
図3(a)および図3(b)はそれぞれ搬送速度指令値VCのマップを示す図であり、これらマップは制御装置40の記憶部42に記憶されている。図3(a)に示されるマップにおいては、搬送速度指令値VCはアキュームユニット15における容器の数NAに応じて予め定められている。図3(a)においては、容器の数NAが多くなると、コンベヤ11の搬送速度指令値VCが大きくなるようになっている。
【0036】
図3(b)に示されるマップにおいては、搬送速度指令値VCはアキュームユニット15における容器の数NAおよびケーサ17におけるマルチパック包装体60’の数NBの関数として予め定められている。図3(b)に示されるマップにおいては、アキュームユニット15における容器の数NAが多い場合およびケーサ17におけるマルチパック包装体60’の数NBが少ない場合には、搬送速度指令値VCが大きくなるようになっている。
【0037】
速度調整手段43は、図3(a)または図3(b)に示される搬送速度指令値VCのマップに基づいてコンベヤ11の搬送速度を調整する。例えば、コンベヤ11の搬送速度は図4における実線Xで示されるような挙動を示す。
【0038】
再び図2を参照すると、容器群60が紙包材供給ユニット20の下方を通過するときに、一つの紙包材21が紙包材供給ユニット20から降下され、図1に示されるように容器群60上に載置される(ステップ102)。
【0039】
次いで、ステップ103では、包装ユニット25において紙包材21が公知の手法で折曲げられて容器群60を包囲する。紙包材21によって容器群60が完全に包装されると、図1に示されるように、マルチパック包装体60'が形成される。図1から分かるように、マルチパック包装体60'の頂部28と、搬送方向に対して平行な側部23、24と、底部(図示しない)とは紙包材21の一部である。これに対し、搬送方向に対して垂直なマルチパック包装体60'の端部は、紙包材21によって被覆されていない。
【0040】
マルチパック包装体60’がコンベヤ11上をさらに搬送されると、マルチパック包装体60’がセンサ19によって検知される。制御装置40においては、マルチパック包装体60’がセンサ19によって検知されたときのロータリエンコーダ13の回転位置における回転角度を、零°の回転角度として認識する。
【0041】
次いで、図2のステップ104におけるレーザ印字作用の詳細を図5を参照して説明する。ロータリエンコーダ13の回転角度Qi(i=1〜n、nは自然数)は所定の単位時間毎に取得され、制御装置40の記憶部42に順次記憶される(ステップ201)。
【0042】
次いで、ステップ202においては、取得された回転角度Qiが印字準備領域Z1の印字準備開始位置ZAに対応したか否かを判定する。センサ19と印字準備開始位置ZAとの間の距離はロータリエンコーダ13の特定の回転角度に対応しているので、ステップ202においては、ロータリエンコーダ13の回転角度Qiが特定の回転角度であるかが判定される。
【0043】
回転角度Qiが特定の回転角度になった場合には、マルチパック包装体60’が印字準備領域Z1に進入したと判断して、ステップ203に進む。一方、回転角度Qiが印字準備領域Z1の印字準備開始位置ZAに対応していないと判定された場合には、ステップ201に戻って処理を繰返すものとする。
【0044】
ステップ203においては、制御装置40の速度算出手段44が、ロータリエンコーダ13の回転角度Qiとこの回転角度Qiの直前に記憶部42に記憶された回転角度Qi−1とに基づいて、搬送速度検出値VDiを算出する。搬送速度指令値VCが存在するにも関わらず搬送速度検出値VDiを算出するのは、より正確な搬送速度に基づいてより正確な印字を可能にするためである。具体的には、二つの回転角度Qi、Qi−1からロータリエンコーダ13の周方向距離を算出し、算出された周方向距離を所定の単位時間で除算することにより、搬送速度検出値VDiが算出される。
【0045】
次いで、ステップ204において、搬送速度検出値VDiが同様にして算出された直前の搬送速度検出値VDi−1よりも小さいか否かを判定する。搬送速度検出値VDiが搬送速度検出値VDi−1よりも小さい場合には、コンベヤ11の搬送速度が低下傾向にあるものと推定をする。
【0046】
そのような場合は、図4において破線X1で示されるように、マルチパック包装体60’が搬送されるときに、搬送速度が零になってマルチパック包装体60’が印字開始位置ZBで停止する可能性がある。また、印字開始位置ZBをわずかながら越えた場所において搬送速度が零になったもののコンベヤ11のバックラッシによりマルチパック包装体60’が印字開始位置ZBまで戻る可能性もある。搬送速度検出値VDiが直前の搬送速度検出値VDi−1よりも小さい場合には、ステップ205において、速度維持手段45が零より大きい所定の搬送速度Vでコンベヤ11の運転を維持するようにする。これにより、アキュームユニット15における容器の数NAおよびケーサ17におけるマルチパック包装体60’の数NBに影響されることなしに、コンベヤ11の搬送速度は、印字領域Z2を通過し終えるまで、搬送速度Vに維持される。
【0047】
一方、ステップ204において、搬送速度検出値VDiが前回の搬送速度検出値VDi−1よりも小さくない場合には、マルチパック包装体60’の搬送速度は搬送速度指令値VCに応じて前述したように変化し続ける。当然のことながら、搬送速度検出値VDiが前回の搬送速度検出値VDi−1よりも小さくない場合であっても、コンベヤ11の搬送速度を搬送速度Vに維持してもよい。
【0048】
次いで、ステップ206において、最新の回転角度Qj(j=1〜n、nは自然数、j>i)を取得する。そして、ステップ207においては、前述したステップ202の場合と同様に、取得された回転角度Qjが印字領域Z2の印字開始位置ZBに対応したか否かを判定する。回転角度Qjが印字開始位置ZBに対応した場合には、ステップ208にて、マルチパック包装体60’の基材21に印字を開始する。印字を開始すると、所望の文字が瞬時に書き終えられる。なお、回転角度Qjが印字領域Z2の印字開始位置ZBに対応していない場合には、ステップ206に戻って処理を繰返すものとする。
【0049】
レーザ印字する際には、印字ユニット50のレーザ発振器51からレーザ光55が発せられ、ミラー52、53によってマルチパック包装体60'の一方の側部23、つまり紙包材21の一部分に照射される。
【0050】
図6(a)および図6(b)は紙包材の部分断面図である。これら図面に示されるように、紙包材21の一部分(印字される箇所)においては、第一印刷層27(インク層)および第二印刷層26(コート層)とがライナー層29上に積層されている。
【0051】
これら第一印刷層27および第二印刷層26とは互いに異なる色からなり、例えば第一印刷層27が黒色で第二印刷層26は白色である。これら第一印刷層27および第二印刷層26に用いられるインキは特に限定されるものではなく、ポリアミド系樹脂、ニトロセルロース系樹脂、ポリエステル系樹脂、ポリアクリル系樹脂、塩化ビニル−酢酸ビニル系樹脂のいずれであってもよい。これら材料は、目的に応じて適宜選択される。
【0052】
レーザ光55が側部23における第一印刷層27に照射されると、図6(b)に示されるように、第一印刷層27の照射された部分が除去されて、第二印刷層26の対応した部分が露出され、それにより、露出部分が外部から識別できるようになる。次いで、ミラー52、53を移動させてレーザ光55を照射し続けることにより、所望の文字、例えば賞味期限または「これはお酒です。」という注意書きを立体的に印字することが可能である。同様の手法により、マルチパック包装体60'の側部に点字を形成できることが分かるであろう。
【0053】
ステップ208にてレーザ印字が開始されると、ステップ209にて、終了信号発信手段46は印字終了信号をレーザ用コントローラ56に送信して、処理を終了する。これにより、同一のマルチパック包装体60’に対して再度印字が行われるのが確実に防止される。また、前述したようにマルチパック包装体60’がバックラッシにより印字開始位置ZBまで戻った場合であっても、再度印字が行われるのを防止できる。
【0054】
次いで、マルチパック包装体60'は印字領域Z2を通過終了して、ケーサ17に供給される。ケーサ17においては、所定の数のマルチパック包装体60'が段ボール箱(図示しない)などに詰められる。
【0055】
このように本発明においては、ステップ204においてコンベヤ11の搬送速度が低下しているものと推定できる場合には、零より大きい所定の搬送速度でコンベヤ11の運転を維持し、それにより、マルチパック包装体60’が印字領域Z2において停止するのを防止している。このため、レーザ印字の開始位置で、マルチパック包装体60’が停止することはない。従って、印字が二重に行われることもない。つまり、本発明においては、同一のマルチパック包装体60’の紙包材21に複数回にわたって印字が行われるのを防止できる。
【0056】
なお、図面を参照して説明した実施形態においては、レーザ式の印字ユニット50を用いて印字している。しかしながら、レーザ式の印字ユニットに限定する必要はなく、他の方式、例えばインクジェット式の印字ユニットを採用した場合であっても、本発明の範囲に含まれる。
さらに、図示しない実施形態においては、搬送速度検出値VDiが前回の搬送速度検出値VDi−1よりも小さい場合に、搬送速度を零より大きい所定の値にしてもよい。また、同様な場合において、搬送速度を搬送速度検出値VDi、VDi−1の平均値にしてもよい。このような場合であっても本発明の範囲に含まれるのは明らかであろう。
【図面の簡単な説明】
【0057】
【図1】本発明に基づくレーザ印字装置の略斜視図である。
【図2】図1に示されるレーザ印字装置の動作を示すフローチャートである。
【図3】(a)搬送速度指令値VCの第一のマップを示す図である。(b)搬送速度指令値VCの第二のマップを示す図である。
【図4】搬送速度指令値VCまたは搬送速度検出値VDと時間との関係を示す図である。
【図5】レーザ印字作用を示すフローチャートである。
【図6】(a)紙包材の部分断面図である。(b)紙包材の他の部分断面図である。
【符号の説明】
【0058】
10 レーザ印字装置
11 コンベヤ(搬送手段)
13 ロータリエンコーダ
15 アキュームユニット
16 整列ユニット
17 ケーサ
19 センサ
20 紙包材供給ユニット
21 紙包材(基材)
25 包装ユニット(容器群包装ユニット)
26 第二印刷層
27 第一印刷層
29 ライナー層
40 制御装置
42 記憶部
43 速度調整手段
44 速度算出手段
45 速度維持手段
46 終了信号発信手段
50 印字ユニット(レーザ印字手段)
51 レーザ発振器
52、53 ミラー
55 レーザ光
56 レーザ用コントローラ
60 容器群
60’ マルチパック包装体(包装済み容器群)
61 容器
Z1 印字準備領域(第一領域)
Z2 印字領域(第二領域)
ZA 印字準備開始位置
ZB 印字開始位置
【特許請求の範囲】
【請求項1】
搬送手段により容器群を搬送し、
前記搬送手段において前記容器群を基材により包装し、
前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記第一領域に到達したときの前記搬送速度で前記包装済み容器群を搬送し、
前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字方法。
【請求項2】
搬送手段により容器群を搬送し、
前記搬送手段において前記容器群を基材により包装し、
前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、所定の搬送速度で前記包装済み容器群を搬送し、
前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字方法。
【請求項3】
さらに、前記基材を印字した後で、印字終了信号を発信する請求項1または2に記載のレーザ印字方法。
【請求項4】
搬送手段により容器群を搬送し、
前記搬送手段において前記容器群を基材により包装し、
前記基材により包装された包装済み容器群が印字領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字し、
前記基材を印字した後で、印字終了信号を発信するレーザ印字方法。
【請求項5】
容器群を搬送する搬送手段と、
前記搬送手段において前記容器群を基材により包装する容器群包装手段と、を具備し、
前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記搬送手段は前記第一領域に到達したときの前記搬送速度で前記包装済み容器群を搬送するようになっており、
さらに、
前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段とを具備するレーザ印字装置。
【請求項6】
容器群を搬送する搬送手段と、
前記搬送手段において前記容器群を基材により包装する容器群包装手段と、を具備し、
前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記搬送手段は所定の搬送速度で前記包装済み容器群を搬送するようになっており、
さらに、
前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段とを具備するレーザ印字装置。
【請求項7】
さらに、前記基材を印字した後で、印字終了信号を発信する終了信号発信手段を具備する請求項5または6に記載のレーザ印字装置。
【請求項8】
容器群を搬送する搬送手段と、
前記搬送手段において前記容器群を基材により包装する容器群包装手段と、
前記基材により包装された包装済み容器群が印字領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段と、
前記基材を印字した後で、印字終了信号を発信する終了信号発信手段とを具備するレーザ印字装置。
【請求項1】
搬送手段により容器群を搬送し、
前記搬送手段において前記容器群を基材により包装し、
前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記第一領域に到達したときの前記搬送速度で前記包装済み容器群を搬送し、
前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字方法。
【請求項2】
搬送手段により容器群を搬送し、
前記搬送手段において前記容器群を基材により包装し、
前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、所定の搬送速度で前記包装済み容器群を搬送し、
前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字方法。
【請求項3】
さらに、前記基材を印字した後で、印字終了信号を発信する請求項1または2に記載のレーザ印字方法。
【請求項4】
搬送手段により容器群を搬送し、
前記搬送手段において前記容器群を基材により包装し、
前記基材により包装された包装済み容器群が印字領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字し、
前記基材を印字した後で、印字終了信号を発信するレーザ印字方法。
【請求項5】
容器群を搬送する搬送手段と、
前記搬送手段において前記容器群を基材により包装する容器群包装手段と、を具備し、
前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記搬送手段は前記第一領域に到達したときの前記搬送速度で前記包装済み容器群を搬送するようになっており、
さらに、
前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段とを具備するレーザ印字装置。
【請求項6】
容器群を搬送する搬送手段と、
前記搬送手段において前記容器群を基材により包装する容器群包装手段と、を具備し、
前記基材により包装された包装済み容器群が第一領域に到達したときの搬送速度が該搬送速度よりも所定時間前の搬送速度よりも小さい場合には、前記搬送手段は所定の搬送速度で前記包装済み容器群を搬送するようになっており、
さらに、
前記包装済み容器群が前記搬送手段の搬送方向において前記第一領域よりも下流に位置する第二領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段とを具備するレーザ印字装置。
【請求項7】
さらに、前記基材を印字した後で、印字終了信号を発信する終了信号発信手段を具備する請求項5または6に記載のレーザ印字装置。
【請求項8】
容器群を搬送する搬送手段と、
前記搬送手段において前記容器群を基材により包装する容器群包装手段と、
前記基材により包装された包装済み容器群が印字領域に到達したときに、前記包装済み容器群の前記基材をレーザにより印字するレーザ印字手段と、
前記基材を印字した後で、印字終了信号を発信する終了信号発信手段とを具備するレーザ印字装置。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−106958(P2009−106958A)
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2007−280657(P2007−280657)
【出願日】平成19年10月29日(2007.10.29)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願日】平成19年10月29日(2007.10.29)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
[ Back to top ]