
既存建築物の塗装方法
【課題】凸表面と、この凸表面間に形成された凹表面とに対して、異なる塗装を施すことができるようにした既存建築物の塗装方法の提供を図る。
【解決手段】凸表面12と、凸表面12間に形成された凹表面15とを備た既存建築物の被塗布面に対して、凹表面12と凸表面15とに異なる塗装を施すようにした既存建築物の塗装方法である。凹表面塗装と凸表面塗装との少なくとも2度の塗装を行なうものであり、凹表面塗装は、少なくとも凹表面15を含む部位に塗装を施すものであり、凸表面塗装は、凹表面塗装を行なった後に、凸表面12にのみ塗装を施すものである。凸表面塗装は、回転ロール31に極短毛の起毛32を設けた塗装用ローラを用いて塗装を行なう。
【解決手段】凸表面12と、凸表面12間に形成された凹表面15とを備た既存建築物の被塗布面に対して、凹表面12と凸表面15とに異なる塗装を施すようにした既存建築物の塗装方法である。凹表面塗装と凸表面塗装との少なくとも2度の塗装を行なうものであり、凹表面塗装は、少なくとも凹表面15を含む部位に塗装を施すものであり、凸表面塗装は、凹表面塗装を行なった後に、凸表面12にのみ塗装を施すものである。凸表面塗装は、回転ロール31に極短毛の起毛32を設けた塗装用ローラを用いて塗装を行なう。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外壁材、特に窯業系サイディングに対する塗装方法に関するものであり、特に、既存建築物のリフォームに適する塗装方法に関するものである。
【背景技術】
【0002】
従来より、外壁材、特に窯業系サイディングにあっては、高級感や重厚感などの意匠効果を得るために、レンガやタイル等を貼り付け施工したように見える凹凸模様が形成されている場合が多い。この種の窯業系サイディングは、表面の主たる部分である凸表面がレンガやタイル風の表面状意匠を呈し、凹表面レンガやタイル間の目地に見えるようにしているのが一般的である。また、凸表面中に不規則で小さな凹表面を形成することで、古くからある建物の外観イメージを与えるようにしたものも存在する。
【0003】
この種のサイディングの表面は、多色に塗装され、外観を向上させることが行なわれている。特に、表面の主たる部分である凸表面と、凸表面間に形成された目地などの凹表面とを異なる色彩で塗装する方法が種々提案されている。従来一般的には、凹表面にマスキングを施すことによって多色の塗装を実現していたが、特許文献1、2はマスキングを施すことなく、凸表面と凹表面とを異なる色彩で塗装する方法が示されている。
【0004】
特許文献1は、工場内で平面上にサイディングを載置し、その上面に塗装を施すものであり、芯部及び刷毛部からなる塗装用ローラーブラシで被塗装物の表面に多色塗装を行うローラー塗装方法において、前記塗装用ローラーブラシの刷毛部外面と対向させた複数の塗料吹き付けガンから、それぞれ異なる色の塗料を当該刷毛部外面に連続、間欠又はランダムに吹き付けて供給しながら、前記刷毛部で被塗装物表面に塗装を行うことを特徴とするローラー塗装方法を開示している。そして、刷毛部については、下記の記載がある。「刷毛部は、塗料を一旦保持するためのもので、全体がゴムやウレタン等のスポンジ材、化学繊維、天然繊維材等、各種の刷毛材材質からなる筒状のものや、特に好ましくは、この例のように刷毛材と、その外面に被着された布材と、その布材の外面に張着された弾性ネット材からなるもので構成される。刷毛材は、ゴムやウレタン等のスポンジ材、化学繊維、天然繊維材等、各種の材質からなり、この実施例では、モケット状に編織された毛丈長さ13mmのアクリル繊維からなる。布材は、目地部分のような凹凸の大きい表面模様部をローラー塗装する際に、刷毛材から目地凹部に塗料が垂れるのを防いだり、建材用パネルの表面に不均一に塗料が付着するのを防ぐためのもので、塗料の吸収性及び保留性が高く、さらには適度な柔軟性があることが好ましい。この例では、公知のさらし木綿を一重に被着した。また、前記布材は、前記刷毛材に対して皺や弛みが生じないように被着するのが好ましい。例えば、刷毛材の外径にぴったり密着するように巻き付けたり、筒状にしたりして被着するのがよい。なお、塗装時に前記布材が刷毛材からずれて外れないようにするため、布材の刷毛材に対する固定方法は、ローラーの両端にある布材端部を紐状部材でくくったり、ローラー端部に両面粘着テープや接着剤等で接着してもよい(いずれも図示せず)。さらには、布材の端部を縫い合わせて前記筒状に形成したものを用いてもよい。布材を継ぎ目がない前記筒状のものとすれば、塗装面に該布材の継ぎ目の痕跡が残らなくなるためより好ましい。」
【0005】
ところが、この特許文献1は、工場内で平面上にサイディングを載置し、その上面に塗装を施すものであり、既存建築物のリフォームに際しては、垂直な壁面として既に建造済のサイディングに対して、塗装を行なう必要があり、特許文献1の方法実施することは実質的に不可能である。特に、既存建築物のリフォームに際しては、職人による手作業での塗装が中心となり、特許文献1のような均質な塗装条件を前提とすることはできず、また、生産性の観点からも特許文献1に開示された塗装装置を用いることは現実的でない。
【0006】
特許文献2にあっては、既存建築物のリフォームにおける塗装方法を開示するもので、 突出面部を有する建築物壁面を塗装する方法であって、建築物壁面の全体に下塗り塗膜を形成する工程と、凸表面上にのみにパターン模様を形成する工程とを備えた塗装方法を開示する。パターン模様を形成する工程は、円筒状ローラ部の周面に凹凸パターンが形成された塗装ローラを用い、円筒状ローラ部の凹凸パターンの凸部上に塗料を付着させ、該円筒状ローラ部を前記下塗り塗膜が形成された突出面部に押し当てながら回転させることにより、凹凸パターンの凸部の模様を形成するものである。この塗装ローラとしては、周面に凹凸パターンが形成された円筒状ローラ部と、周面部が塗料を含浸できる素材からなり、該周面部が前記円筒状ローラ部の周面と接することにより、前記円筒状ローラ部の凹凸パターンの凸部上に塗料を付着させて供給する塗料供給部とを備える特殊な塗装ローラが用いられる。前記円筒状ローラ部には、型に発泡ウレタン樹脂を流し込んだ後、発泡成形させた成形体が用いられる。
【0007】
ところが、この特許文献2の塗装方法は、凹凸パターンの模様をサイディング表面に塗装する点、凹凸パターンが形成された塗装ローラと、この凹凸パターンの凸部上に塗料を付着させて供給する塗料供給部とを備えた特殊な塗装具を用いる点、塗料供給部がジャマになってハンドリング性が悪く、塗布状態が視認し難い点等々、種々の問題を含んでいる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−46950号公報
【特許文献2】特開2000−237674号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、凸表面と、この凸表面間に形成された凹表面とに対して、異なる塗装を施すことができるようにした既存建築物の塗装方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、凸表面と、前記凸表面間に形成された凹表面とを備え、前記凹表面は前記凸表面より小さな面積であると共に前記凸表面よりも凹んでいる既存建築物の被塗布面に対して、前記凹表面と前記凸表面とに異なる塗装を施すようにした既存建築物の塗装方法において、凹表面塗装と凸表面塗装との少なくとも2度の塗装を行なうものであり、前記凹表面塗装は、少なくとも前記凹表面を含む部位に塗装を施すものであり、前記凸表面塗装は、前記凹表面塗装を行なった後に、前記凸表面にのみ塗装を施すものであり、前記凸表面塗装は回転ロールの表面に極短毛の起毛が施された塗装用ローラを用いて塗装を行なうものであり、前記極短毛の塗装用ローラは、長さ0.5〜2.5mmの極短毛が前記回転ロールの表面に設けられたものであることを特徴とする既存建築物の塗装方法を提供する。
本発明は、前記凸表面塗装が完了後、前記凹表面塗装と同系統の色彩を有する着色塗料フレークを含むクリアー塗料によって上塗り塗装を前記被塗布面に対して行なうものとして実施することが望ましい。
また、本発明は、前記凹表面は、互いに平行な複数の目地状の凹溝を含むものであり、前記塗装用ローラを前記凹溝に対して斜めに動かすことによって、塗装用ローラが前記凹溝に入り込まないように塗装することが望ましい。
【発明の効果】
【0011】
本願発明は、凸表面と、この凸表面間に形成された凹表面とに対して、異なる塗装を施すことができるようにした既存建築物の塗装方法を提供することができたものである。特に、凹表面塗装と同系統の色彩を有する着色塗料フレークを含むクリアー塗料によって上塗り塗装を前記被塗布面に対して行なことによって、多少、凹表面に凸表面塗装の塗料が垂れてしまっても、外観上目立たなくなる。その結果、凸表面塗装を必要以上に慎重に行なう必要がなく、作業者が肉体的精神的に余裕を持って作業を行なうことができ、施工時間の短縮、仕上り(美観)の向上が実現する。
【図面の簡単な説明】
【0012】
【図1】(A)〜(E)は本願発明の工程説明図。
【図2】(A)は塗装用ローラーの要部説明図、(B)は塗装用ローラーの平面図。
【図3】比較例2のサイディングに対する塗装状態の写真。
【図4】比較例1の同サイディングに対する塗装状態の写真。
【図5】実施例1の同サイディングに対する塗装状態の写真。
【図6】実施例2の同サイディングに対する塗装状態の写真。
【図7】実施例1の他のサイディングに対する塗装状態の写真。
【図8】実施例2の他のサイディングに対する塗装状態の写真。
【発明を実施するための形態】
【0013】
以下、図面に基づき本願発明の実施の形態を説明する。この実施の形態は、既存建築物をリフォームするもので、次の工程を含むものである。
(1) 足場仮設及び養生
(2) 下地の洗浄、補修
(3) プライマー塗装(シーラー)
(4) 凹表面塗装(中塗り材)
(5) 凸表面塗装(中塗り材)
(6) 上塗り塗装(上塗り材)
(施工対象物)図1(A)
【0014】
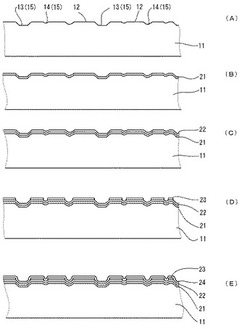
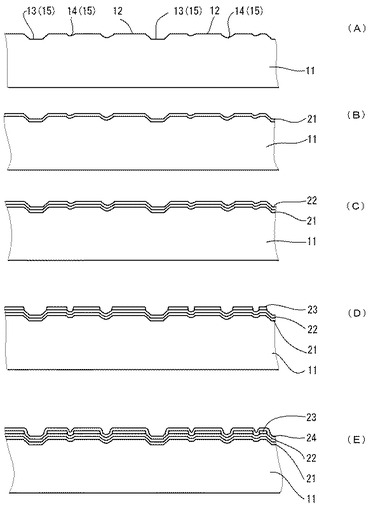
まず施工対象物について説明すると、本実施の形態では、図1に示す窯業系サイディング11によって構成された壁面である。窯業系サイディング11には、その表面の主たる部分である凸表面12がレンガやタイル風の表面状意匠を呈するように形成されたもので、レンガやタイル間の目地に見えるように目地凹表面13が凸表面12の間に形成されている。目地凹表面13は、凸表面12に対して相対的に凹んでいる部分であり、一般的には、凸表面12の表面を基準として2〜4mm程度凹んでいる。また、凸表面中に不規則で小さな模様凹表面14を形成することで、古くからある建物の外観イメージを与えるようにしている。この模様凹表面14は、凸表面12の表面を基準として1〜2mm程度、場合によっては目地凹表面13と同程度、凹んでいるものが多い。以下の説明では、目地凹表面13と模様凹表面14とを併せて呼ぶときには、凹表面15と呼ぶものとする。なお、この窯業系サイディング11の表面には、窯業系サイディング11の製造出荷時に塗布形成された旧塗膜が存在する場合もあるが、施工方法には本質的に差異はないため、その図示は省略して説明する。
【0015】
以下、各工程を順次説明する。
【0016】
(1) 足場仮設及び養生
常法に従い、足場の設置と、周囲の車、植木などにダスト付着防止用カバーをかけ、非塗装部分の養生を行なう。
【0017】
(2) 施工対象物の洗浄・補修
常法に従い、窯業系サイディング11の汚れ、埃、コケなどを洗い流す。なお、前述の旧塗膜に脆弱層(浮き・割れ・剥れ・膨れ)が確認された場合、その部分及びその周辺についてはサンダ−・皮スキ・ケレン棒などで除去する。充分に乾燥したことを確認した後、次の工程に移る。
【0018】
(3) プライマー塗装(下塗り材)図1(B)
窯業系サイディング11の表面全体に、下塗り材を塗布することによりプライマー層21を形成する。塗布方法は、エアスプレー塗装、エアレススプレー塗装、塗装用ローラーによる塗装、刷毛による塗装など、窯業系サイディング11の表面全体に良好に塗布できるものであれば、特に限定されるものではない。塗料についても特に限定されるものではなく、合成樹脂エマルション塗料、反応硬化型合成樹脂エマルション塗料、合成樹脂溶剤系塗料など、一般の建築用下塗り塗料から種々選択して用いることができる。塗布量は0.1〜0.2kg/m2程度で足るが、これに限定されるものではなく、場合によっては省略して実施することもできる。
【0019】
(4) 凹表面塗装(中塗り材)図1(C)
凹表面15を含む表面部分に、凹表面塗装を施すことにより凹表面塗装層22を形成する。この塗装は、凹表面15を含む部分であればよいが、凸表面12にも塗布することを妨げるものではなく、プライマー層21と同様に、全表面に凹表面塗装層22を形成するようにして実施することもできる。塗布方法は、エアスプレー塗装、エアレススプレー塗装、塗装用ローラーによる塗装、刷毛による塗装など、窯業系サイディング11の表面全体に良好に塗布できるものであれば、特に限定されるものではない。塗料についても特に限定されるものではなく、合成樹脂エマルション塗料、反応硬化型合成樹脂エマルション塗料、合成樹脂溶剤系塗料など、一般の建築用中塗り又は上塗り塗料から種々選択して用いることができる。塗布量は0.2〜0.4kg/m2程度とするが、これに限定されるものではない。塗料の色彩は、目地をイメージさせるような比較的暗い色が望ましいが、建築物の目的や使用者の嗜好により種々変更して実施することができる。充分に乾燥したことを確認後、次の工程に移る。この塗装は、1回塗りでもよいが、3時間以上程度の適当な塗装間隔を置いて、複数回塗り重ねることが好ましい。
【0020】
(5) 凸表面塗装(中塗り材)図1(D)
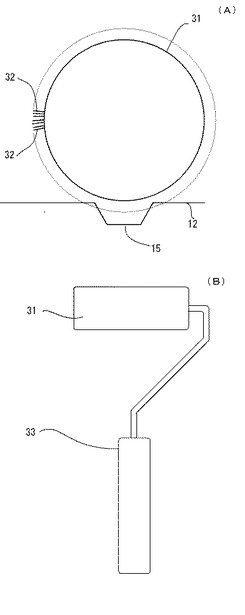
凸表面12のみに、凸表面塗装を施すことにより凸表面塗装層23を形成する。この塗装は、凹表面15には塗布せずに、凸表面12のみに塗布することが必要である。この目的のために、塗装用ローラには、極めて短い長さ0.5〜2.5mm(望ましくは1.0〜2.5mm)の起毛32が施された編地又は織地を、円筒形の回転ロール31の表面に設けたものを用いる(図2)。なお、この塗装用ローラの構成は従来と同様、支持杆の一端に回転ロール31を回動可能に配置し、他端に作業者が握るための把手部33を設けたものでよい。上記回転ロール31の直径(起毛を含まず)は、10〜60mm程度が適当であるが、これに限定されるものではない。
【0021】
塗布方法は、上記の塗装用ローラを窯業系サイディング11の表面全体に転動させるものであり、塗装用ローラは凹表面15の上も通過するが、その毛足が凹表面15内の表面に達してしまうことがなく、凹表面15への塗装は行なわれない。塗装用ローラの上記の編地又は織地に用いる繊維にはポリエステルやアクリルなどの合成樹脂繊維を採用することができるが、天然繊維の使用を妨げるものではない。塗料については特に限定されるものではなく、合成樹脂エマルション塗料、反応硬化型合成樹脂エマルション塗料、合成樹脂溶剤系塗料など、一般の建築用中塗り又は上塗り塗料から種々選択して用いることができる。塗布量は0.03〜1.0kg/m2、好ましくは0.04〜0.06kg/m2とするが、これに限定されるものではない。塗料の色彩は、先の凹表面塗装層22と異なる色彩のものを用いることによって、凸表面12と凹表面15の立体感を強調することができる。目地凹表面13が、互いに平行な複数の目地状の凹溝が縦横に形成されたものである場合、目地凹表面13に対して塗装用ローラの回転ロール31を斜めに動かすことによって、回転ロール31が目地凹表面13内に入り込まないように塗装することが望ましい。この角度は、45度が最も好ましいが、20〜70度とするが適当である。上記の起毛32の長さは、短すぎると、回転ロール31への塗料の付着量が極端に少なくなり、塗布することが困難となる。2.5mmを越えると、毛足が長くなりすぎて、意図しない凸表面12にまで塗料が入ってしまうおそれが大きくなる。塗料の付着量の調整は、綺麗な施工を行なうために重要なことであり、施工前に塗料缶内で、塗装用ローラの回転ロール31の塗料を絞り、必要以上に吸い上げないようにして、塗料の垂れ等を防止することが好ましい。図示は省略するが、調整板を塗料缶に取り付けて、調整板の端辺や上面で回転ロール31に含まれた塗料を良く切って、付着量を調整するようにすることも好ましい。この塗装は、1回塗りでよいが、3時間以上程度の適当な塗装間隔を置いて、複数回塗り重ねることもできる。充分に乾燥したことを確認の後、次の工程に進む。
【0022】
(6) 上塗り塗装(上塗り材)
窯業系サイディング11の表面全体にクリアー塗料と塗布することによって上塗り層24を形成する。塗布方法は、エアスプレー塗装、エアレススプレー塗装、塗装用ローラーによる塗装、刷毛による塗装など、窯業系サイディング11の表面全体に良好に塗布できるものであれば、特に限定されるものではない。塗料についても特に限定されるものではなく、合成樹脂エマルション塗料、反応硬化型合成樹脂エマルション塗料、合成樹脂溶剤系塗料など、一般の建築用上塗りクリアー塗料から種々選択して用いることができる。塗布量は0.1〜0.3kg/m2程度とするが、これに限定されるものではない。
【0023】
この上塗り塗料には、凹表面塗装層22と同系統の色彩を有する着色塗料フレーク25を含有させておくことも好ましい。特に、前記の凸表面塗装にて極めて毛足の短い起毛32を有する塗装用ローラを用いることによって、凹表面15に起毛32の塗料が入り込んでしまうことは実質的に防止できるものの、壁面である以上、凹表面15の極一部分(例えば目地凹表面13の縁や小さく浅い模様凹表面14など)に、起毛32がわずかながら入ってしまうことはあり得ることである。これを完全に防止するためには、作業者に極めて慎重な作業を要求することになり、作業効率の極端な低下を避けることができず、また、作業者に精神的、肉体的に過酷な労働を強いることになる。そこで、凹表面塗装層22と同系統の色彩を有する着色塗料フレーク25を含有させておき、これを窯業系サイディング11の表面全体に塗布することによって、凹表面塗装層22と同系統の色彩が窯業系サイディング11の表面全体に散在することになる。これによって、凹表面15の極一部分に、凸表面塗装層23がわずかながら垂れ入ってしまっても、凹表面塗装層22の色彩と凸表面塗装層23の色彩とが共に散在している印象を看者に与える結果、上記の垂れ入っり箇所が目立たなくなる。凸表面塗装層23の塗装に必要以上に慎重な作業を行なう必要がなくなったものであり、これにより、作業効率の極端な低下を避けられると共に、作業者に精神的、肉体的に過酷な労働を強いることを防止することができたものである。なお、着色塗料フレーク25には、上記の1色であってもよいが、凹表面塗装層22と異なる色彩を有する他の色を、1種又は2種以上、配合することもできる。
【0024】
以上により、塗装工程が完了し、その後、養生バラシ・付帯塗装・足場解体・清掃作業等を行なって、施工が完了する。
上記の実施の形態にあっては、窯業系サイディングを塗装対象物としたが、塗装対象物はこれに限らず、凹凸のある種々の壁面など種々の建物リフォーム対象物に適用し得る。
【実施例】
【0025】
次に、本発明の理解を高めるために実施例を示すが、本発明はこの実施例に限定して理解されるべきではない。
【0026】
施工対象物:凸表面12の表面を基準として3mm程度凹んだ目地凹表面13と、凸表面12の表面を基準として1〜2mm程度凹んだ模様凹表面14とを有する窯業系サイディング。
プライマー塗装:エアレススプレー塗装により、アクリルエマルション系建築用下塗り塗料を、0.1〜0.2kg/m2で塗布した。
【0027】
凹表面塗装:エアレススプレー塗装により窯業系サイディング11の表面全体にアクリルシリコンエマルション系の建築用中塗り塗料を塗布した。塗布量は0.12〜0.16kg/m2とし、3時間以上の間隔を置いて、2回塗り重ねた。
【0028】
凸表面塗装:ポリエステル繊維製の起毛を施した塗装用ローラを、目地凹表面との角度が30〜60度となるように、窯業系サイディング11の表面全体に転動させて、アクリルシリコンエマルション系の建築用中塗り塗料を塗布量0.03〜0.04kg/m2を目標として、塗布した。その際、起毛の長さを、下記のとおり設定した。なお、円筒形ローラの直径(起毛を含まず)は、いずれも40mmのものを用いた。
実施例1:2mm
実施例2:2mm
比較例1:4mm
比較例2:5mm
【0029】
上塗り塗装:実施例2にあっては、エアスプレー塗装により窯業系サイディング11の表面全体にアクリルシリコン系多彩模様塗料を塗布した。アクリルシリコン系多彩模様塗料は、凹表面塗装と同系統の色彩を有する塗料フレークと他の2色の塗料フレーク(合計3色のフレーク)を含有させたもおである。塗布量は0.18〜0.23kg/m2とした。
実施例1及び比較例1、2については、この上塗り塗装を行なっていない。
結果:実施例1、2及び比較例1、2の塗装結果を、図3〜図8に示す。
【0030】
考察:
比較例2にあっては、目地凹表面に塗料が入りこんでしまう。また模様凹表面にも塗料が入ってしまい、色分けの仕上がり確認がしにくい。
比較例1にあっては、軽く慎重にローラーを転がさなければ、目地凹表面に塗料が入りこんでしまう。また模様凹表面にも塗料が入ってしまい、色分けの仕上がり確認がしにくい。1mm程度の段差であれば、凹表面であれば塗料が完全に付着してしまう。
【0031】
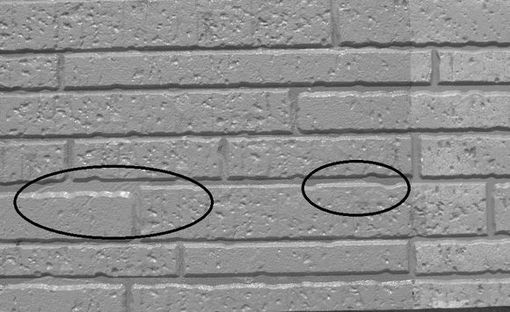
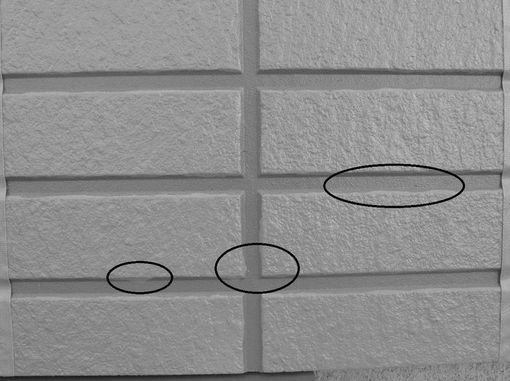
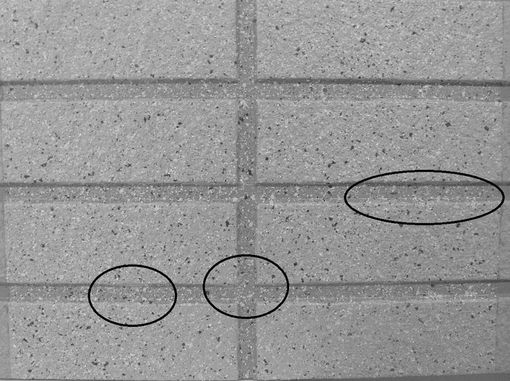
実施例1と2にあっては、比較的強めにローラーを転がしても、目地凹表面に塗料はほとんで入りこまず、容易に色分けが可能となった。模様凹表面についても、1mm程度の段差でも塗料が入りこまず、はっきりと浮かび上がった。なお、実施例2にあっては、目地凹表面に塗料が僅かに入り混んだ部分についても、目立たなくなった。特に、サイディングの目地凹部表面が不規則な図5、図6では、実施例1と実施例2とに大きな差異は看取できないが、目地凹部表面が直線状のタイル調サイディングである図7、図8では、実施例1の図7では塗料の垂れが僅かながら確認でき、実施例2の図8ではその垂れを目立たなくすることができたものである。
【符号の説明】
【0032】
11 窯業系サイディング
12 凸表面
13 目地凹表面
14 模様凹表面
15 凹表面
21 プライマー層
22 凹表面塗装層
23 凸表面塗装層
24 上塗り層
25 着色塗料フレーク
31 回転ロール
32 起毛
【技術分野】
【0001】
本発明は、外壁材、特に窯業系サイディングに対する塗装方法に関するものであり、特に、既存建築物のリフォームに適する塗装方法に関するものである。
【背景技術】
【0002】
従来より、外壁材、特に窯業系サイディングにあっては、高級感や重厚感などの意匠効果を得るために、レンガやタイル等を貼り付け施工したように見える凹凸模様が形成されている場合が多い。この種の窯業系サイディングは、表面の主たる部分である凸表面がレンガやタイル風の表面状意匠を呈し、凹表面レンガやタイル間の目地に見えるようにしているのが一般的である。また、凸表面中に不規則で小さな凹表面を形成することで、古くからある建物の外観イメージを与えるようにしたものも存在する。
【0003】
この種のサイディングの表面は、多色に塗装され、外観を向上させることが行なわれている。特に、表面の主たる部分である凸表面と、凸表面間に形成された目地などの凹表面とを異なる色彩で塗装する方法が種々提案されている。従来一般的には、凹表面にマスキングを施すことによって多色の塗装を実現していたが、特許文献1、2はマスキングを施すことなく、凸表面と凹表面とを異なる色彩で塗装する方法が示されている。
【0004】
特許文献1は、工場内で平面上にサイディングを載置し、その上面に塗装を施すものであり、芯部及び刷毛部からなる塗装用ローラーブラシで被塗装物の表面に多色塗装を行うローラー塗装方法において、前記塗装用ローラーブラシの刷毛部外面と対向させた複数の塗料吹き付けガンから、それぞれ異なる色の塗料を当該刷毛部外面に連続、間欠又はランダムに吹き付けて供給しながら、前記刷毛部で被塗装物表面に塗装を行うことを特徴とするローラー塗装方法を開示している。そして、刷毛部については、下記の記載がある。「刷毛部は、塗料を一旦保持するためのもので、全体がゴムやウレタン等のスポンジ材、化学繊維、天然繊維材等、各種の刷毛材材質からなる筒状のものや、特に好ましくは、この例のように刷毛材と、その外面に被着された布材と、その布材の外面に張着された弾性ネット材からなるもので構成される。刷毛材は、ゴムやウレタン等のスポンジ材、化学繊維、天然繊維材等、各種の材質からなり、この実施例では、モケット状に編織された毛丈長さ13mmのアクリル繊維からなる。布材は、目地部分のような凹凸の大きい表面模様部をローラー塗装する際に、刷毛材から目地凹部に塗料が垂れるのを防いだり、建材用パネルの表面に不均一に塗料が付着するのを防ぐためのもので、塗料の吸収性及び保留性が高く、さらには適度な柔軟性があることが好ましい。この例では、公知のさらし木綿を一重に被着した。また、前記布材は、前記刷毛材に対して皺や弛みが生じないように被着するのが好ましい。例えば、刷毛材の外径にぴったり密着するように巻き付けたり、筒状にしたりして被着するのがよい。なお、塗装時に前記布材が刷毛材からずれて外れないようにするため、布材の刷毛材に対する固定方法は、ローラーの両端にある布材端部を紐状部材でくくったり、ローラー端部に両面粘着テープや接着剤等で接着してもよい(いずれも図示せず)。さらには、布材の端部を縫い合わせて前記筒状に形成したものを用いてもよい。布材を継ぎ目がない前記筒状のものとすれば、塗装面に該布材の継ぎ目の痕跡が残らなくなるためより好ましい。」
【0005】
ところが、この特許文献1は、工場内で平面上にサイディングを載置し、その上面に塗装を施すものであり、既存建築物のリフォームに際しては、垂直な壁面として既に建造済のサイディングに対して、塗装を行なう必要があり、特許文献1の方法実施することは実質的に不可能である。特に、既存建築物のリフォームに際しては、職人による手作業での塗装が中心となり、特許文献1のような均質な塗装条件を前提とすることはできず、また、生産性の観点からも特許文献1に開示された塗装装置を用いることは現実的でない。
【0006】
特許文献2にあっては、既存建築物のリフォームにおける塗装方法を開示するもので、 突出面部を有する建築物壁面を塗装する方法であって、建築物壁面の全体に下塗り塗膜を形成する工程と、凸表面上にのみにパターン模様を形成する工程とを備えた塗装方法を開示する。パターン模様を形成する工程は、円筒状ローラ部の周面に凹凸パターンが形成された塗装ローラを用い、円筒状ローラ部の凹凸パターンの凸部上に塗料を付着させ、該円筒状ローラ部を前記下塗り塗膜が形成された突出面部に押し当てながら回転させることにより、凹凸パターンの凸部の模様を形成するものである。この塗装ローラとしては、周面に凹凸パターンが形成された円筒状ローラ部と、周面部が塗料を含浸できる素材からなり、該周面部が前記円筒状ローラ部の周面と接することにより、前記円筒状ローラ部の凹凸パターンの凸部上に塗料を付着させて供給する塗料供給部とを備える特殊な塗装ローラが用いられる。前記円筒状ローラ部には、型に発泡ウレタン樹脂を流し込んだ後、発泡成形させた成形体が用いられる。
【0007】
ところが、この特許文献2の塗装方法は、凹凸パターンの模様をサイディング表面に塗装する点、凹凸パターンが形成された塗装ローラと、この凹凸パターンの凸部上に塗料を付着させて供給する塗料供給部とを備えた特殊な塗装具を用いる点、塗料供給部がジャマになってハンドリング性が悪く、塗布状態が視認し難い点等々、種々の問題を含んでいる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−46950号公報
【特許文献2】特開2000−237674号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、凸表面と、この凸表面間に形成された凹表面とに対して、異なる塗装を施すことができるようにした既存建築物の塗装方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、凸表面と、前記凸表面間に形成された凹表面とを備え、前記凹表面は前記凸表面より小さな面積であると共に前記凸表面よりも凹んでいる既存建築物の被塗布面に対して、前記凹表面と前記凸表面とに異なる塗装を施すようにした既存建築物の塗装方法において、凹表面塗装と凸表面塗装との少なくとも2度の塗装を行なうものであり、前記凹表面塗装は、少なくとも前記凹表面を含む部位に塗装を施すものであり、前記凸表面塗装は、前記凹表面塗装を行なった後に、前記凸表面にのみ塗装を施すものであり、前記凸表面塗装は回転ロールの表面に極短毛の起毛が施された塗装用ローラを用いて塗装を行なうものであり、前記極短毛の塗装用ローラは、長さ0.5〜2.5mmの極短毛が前記回転ロールの表面に設けられたものであることを特徴とする既存建築物の塗装方法を提供する。
本発明は、前記凸表面塗装が完了後、前記凹表面塗装と同系統の色彩を有する着色塗料フレークを含むクリアー塗料によって上塗り塗装を前記被塗布面に対して行なうものとして実施することが望ましい。
また、本発明は、前記凹表面は、互いに平行な複数の目地状の凹溝を含むものであり、前記塗装用ローラを前記凹溝に対して斜めに動かすことによって、塗装用ローラが前記凹溝に入り込まないように塗装することが望ましい。
【発明の効果】
【0011】
本願発明は、凸表面と、この凸表面間に形成された凹表面とに対して、異なる塗装を施すことができるようにした既存建築物の塗装方法を提供することができたものである。特に、凹表面塗装と同系統の色彩を有する着色塗料フレークを含むクリアー塗料によって上塗り塗装を前記被塗布面に対して行なことによって、多少、凹表面に凸表面塗装の塗料が垂れてしまっても、外観上目立たなくなる。その結果、凸表面塗装を必要以上に慎重に行なう必要がなく、作業者が肉体的精神的に余裕を持って作業を行なうことができ、施工時間の短縮、仕上り(美観)の向上が実現する。
【図面の簡単な説明】
【0012】
【図1】(A)〜(E)は本願発明の工程説明図。
【図2】(A)は塗装用ローラーの要部説明図、(B)は塗装用ローラーの平面図。
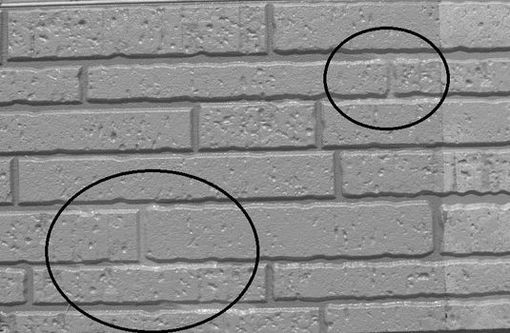
【図3】比較例2のサイディングに対する塗装状態の写真。
【図4】比較例1の同サイディングに対する塗装状態の写真。
【図5】実施例1の同サイディングに対する塗装状態の写真。
【図6】実施例2の同サイディングに対する塗装状態の写真。
【図7】実施例1の他のサイディングに対する塗装状態の写真。
【図8】実施例2の他のサイディングに対する塗装状態の写真。
【発明を実施するための形態】
【0013】
以下、図面に基づき本願発明の実施の形態を説明する。この実施の形態は、既存建築物をリフォームするもので、次の工程を含むものである。
(1) 足場仮設及び養生
(2) 下地の洗浄、補修
(3) プライマー塗装(シーラー)
(4) 凹表面塗装(中塗り材)
(5) 凸表面塗装(中塗り材)
(6) 上塗り塗装(上塗り材)
(施工対象物)図1(A)
【0014】
まず施工対象物について説明すると、本実施の形態では、図1に示す窯業系サイディング11によって構成された壁面である。窯業系サイディング11には、その表面の主たる部分である凸表面12がレンガやタイル風の表面状意匠を呈するように形成されたもので、レンガやタイル間の目地に見えるように目地凹表面13が凸表面12の間に形成されている。目地凹表面13は、凸表面12に対して相対的に凹んでいる部分であり、一般的には、凸表面12の表面を基準として2〜4mm程度凹んでいる。また、凸表面中に不規則で小さな模様凹表面14を形成することで、古くからある建物の外観イメージを与えるようにしている。この模様凹表面14は、凸表面12の表面を基準として1〜2mm程度、場合によっては目地凹表面13と同程度、凹んでいるものが多い。以下の説明では、目地凹表面13と模様凹表面14とを併せて呼ぶときには、凹表面15と呼ぶものとする。なお、この窯業系サイディング11の表面には、窯業系サイディング11の製造出荷時に塗布形成された旧塗膜が存在する場合もあるが、施工方法には本質的に差異はないため、その図示は省略して説明する。
【0015】
以下、各工程を順次説明する。
【0016】
(1) 足場仮設及び養生
常法に従い、足場の設置と、周囲の車、植木などにダスト付着防止用カバーをかけ、非塗装部分の養生を行なう。
【0017】
(2) 施工対象物の洗浄・補修
常法に従い、窯業系サイディング11の汚れ、埃、コケなどを洗い流す。なお、前述の旧塗膜に脆弱層(浮き・割れ・剥れ・膨れ)が確認された場合、その部分及びその周辺についてはサンダ−・皮スキ・ケレン棒などで除去する。充分に乾燥したことを確認した後、次の工程に移る。
【0018】
(3) プライマー塗装(下塗り材)図1(B)
窯業系サイディング11の表面全体に、下塗り材を塗布することによりプライマー層21を形成する。塗布方法は、エアスプレー塗装、エアレススプレー塗装、塗装用ローラーによる塗装、刷毛による塗装など、窯業系サイディング11の表面全体に良好に塗布できるものであれば、特に限定されるものではない。塗料についても特に限定されるものではなく、合成樹脂エマルション塗料、反応硬化型合成樹脂エマルション塗料、合成樹脂溶剤系塗料など、一般の建築用下塗り塗料から種々選択して用いることができる。塗布量は0.1〜0.2kg/m2程度で足るが、これに限定されるものではなく、場合によっては省略して実施することもできる。
【0019】
(4) 凹表面塗装(中塗り材)図1(C)
凹表面15を含む表面部分に、凹表面塗装を施すことにより凹表面塗装層22を形成する。この塗装は、凹表面15を含む部分であればよいが、凸表面12にも塗布することを妨げるものではなく、プライマー層21と同様に、全表面に凹表面塗装層22を形成するようにして実施することもできる。塗布方法は、エアスプレー塗装、エアレススプレー塗装、塗装用ローラーによる塗装、刷毛による塗装など、窯業系サイディング11の表面全体に良好に塗布できるものであれば、特に限定されるものではない。塗料についても特に限定されるものではなく、合成樹脂エマルション塗料、反応硬化型合成樹脂エマルション塗料、合成樹脂溶剤系塗料など、一般の建築用中塗り又は上塗り塗料から種々選択して用いることができる。塗布量は0.2〜0.4kg/m2程度とするが、これに限定されるものではない。塗料の色彩は、目地をイメージさせるような比較的暗い色が望ましいが、建築物の目的や使用者の嗜好により種々変更して実施することができる。充分に乾燥したことを確認後、次の工程に移る。この塗装は、1回塗りでもよいが、3時間以上程度の適当な塗装間隔を置いて、複数回塗り重ねることが好ましい。
【0020】
(5) 凸表面塗装(中塗り材)図1(D)
凸表面12のみに、凸表面塗装を施すことにより凸表面塗装層23を形成する。この塗装は、凹表面15には塗布せずに、凸表面12のみに塗布することが必要である。この目的のために、塗装用ローラには、極めて短い長さ0.5〜2.5mm(望ましくは1.0〜2.5mm)の起毛32が施された編地又は織地を、円筒形の回転ロール31の表面に設けたものを用いる(図2)。なお、この塗装用ローラの構成は従来と同様、支持杆の一端に回転ロール31を回動可能に配置し、他端に作業者が握るための把手部33を設けたものでよい。上記回転ロール31の直径(起毛を含まず)は、10〜60mm程度が適当であるが、これに限定されるものではない。
【0021】
塗布方法は、上記の塗装用ローラを窯業系サイディング11の表面全体に転動させるものであり、塗装用ローラは凹表面15の上も通過するが、その毛足が凹表面15内の表面に達してしまうことがなく、凹表面15への塗装は行なわれない。塗装用ローラの上記の編地又は織地に用いる繊維にはポリエステルやアクリルなどの合成樹脂繊維を採用することができるが、天然繊維の使用を妨げるものではない。塗料については特に限定されるものではなく、合成樹脂エマルション塗料、反応硬化型合成樹脂エマルション塗料、合成樹脂溶剤系塗料など、一般の建築用中塗り又は上塗り塗料から種々選択して用いることができる。塗布量は0.03〜1.0kg/m2、好ましくは0.04〜0.06kg/m2とするが、これに限定されるものではない。塗料の色彩は、先の凹表面塗装層22と異なる色彩のものを用いることによって、凸表面12と凹表面15の立体感を強調することができる。目地凹表面13が、互いに平行な複数の目地状の凹溝が縦横に形成されたものである場合、目地凹表面13に対して塗装用ローラの回転ロール31を斜めに動かすことによって、回転ロール31が目地凹表面13内に入り込まないように塗装することが望ましい。この角度は、45度が最も好ましいが、20〜70度とするが適当である。上記の起毛32の長さは、短すぎると、回転ロール31への塗料の付着量が極端に少なくなり、塗布することが困難となる。2.5mmを越えると、毛足が長くなりすぎて、意図しない凸表面12にまで塗料が入ってしまうおそれが大きくなる。塗料の付着量の調整は、綺麗な施工を行なうために重要なことであり、施工前に塗料缶内で、塗装用ローラの回転ロール31の塗料を絞り、必要以上に吸い上げないようにして、塗料の垂れ等を防止することが好ましい。図示は省略するが、調整板を塗料缶に取り付けて、調整板の端辺や上面で回転ロール31に含まれた塗料を良く切って、付着量を調整するようにすることも好ましい。この塗装は、1回塗りでよいが、3時間以上程度の適当な塗装間隔を置いて、複数回塗り重ねることもできる。充分に乾燥したことを確認の後、次の工程に進む。
【0022】
(6) 上塗り塗装(上塗り材)
窯業系サイディング11の表面全体にクリアー塗料と塗布することによって上塗り層24を形成する。塗布方法は、エアスプレー塗装、エアレススプレー塗装、塗装用ローラーによる塗装、刷毛による塗装など、窯業系サイディング11の表面全体に良好に塗布できるものであれば、特に限定されるものではない。塗料についても特に限定されるものではなく、合成樹脂エマルション塗料、反応硬化型合成樹脂エマルション塗料、合成樹脂溶剤系塗料など、一般の建築用上塗りクリアー塗料から種々選択して用いることができる。塗布量は0.1〜0.3kg/m2程度とするが、これに限定されるものではない。
【0023】
この上塗り塗料には、凹表面塗装層22と同系統の色彩を有する着色塗料フレーク25を含有させておくことも好ましい。特に、前記の凸表面塗装にて極めて毛足の短い起毛32を有する塗装用ローラを用いることによって、凹表面15に起毛32の塗料が入り込んでしまうことは実質的に防止できるものの、壁面である以上、凹表面15の極一部分(例えば目地凹表面13の縁や小さく浅い模様凹表面14など)に、起毛32がわずかながら入ってしまうことはあり得ることである。これを完全に防止するためには、作業者に極めて慎重な作業を要求することになり、作業効率の極端な低下を避けることができず、また、作業者に精神的、肉体的に過酷な労働を強いることになる。そこで、凹表面塗装層22と同系統の色彩を有する着色塗料フレーク25を含有させておき、これを窯業系サイディング11の表面全体に塗布することによって、凹表面塗装層22と同系統の色彩が窯業系サイディング11の表面全体に散在することになる。これによって、凹表面15の極一部分に、凸表面塗装層23がわずかながら垂れ入ってしまっても、凹表面塗装層22の色彩と凸表面塗装層23の色彩とが共に散在している印象を看者に与える結果、上記の垂れ入っり箇所が目立たなくなる。凸表面塗装層23の塗装に必要以上に慎重な作業を行なう必要がなくなったものであり、これにより、作業効率の極端な低下を避けられると共に、作業者に精神的、肉体的に過酷な労働を強いることを防止することができたものである。なお、着色塗料フレーク25には、上記の1色であってもよいが、凹表面塗装層22と異なる色彩を有する他の色を、1種又は2種以上、配合することもできる。
【0024】
以上により、塗装工程が完了し、その後、養生バラシ・付帯塗装・足場解体・清掃作業等を行なって、施工が完了する。
上記の実施の形態にあっては、窯業系サイディングを塗装対象物としたが、塗装対象物はこれに限らず、凹凸のある種々の壁面など種々の建物リフォーム対象物に適用し得る。
【実施例】
【0025】
次に、本発明の理解を高めるために実施例を示すが、本発明はこの実施例に限定して理解されるべきではない。
【0026】
施工対象物:凸表面12の表面を基準として3mm程度凹んだ目地凹表面13と、凸表面12の表面を基準として1〜2mm程度凹んだ模様凹表面14とを有する窯業系サイディング。
プライマー塗装:エアレススプレー塗装により、アクリルエマルション系建築用下塗り塗料を、0.1〜0.2kg/m2で塗布した。
【0027】
凹表面塗装:エアレススプレー塗装により窯業系サイディング11の表面全体にアクリルシリコンエマルション系の建築用中塗り塗料を塗布した。塗布量は0.12〜0.16kg/m2とし、3時間以上の間隔を置いて、2回塗り重ねた。
【0028】
凸表面塗装:ポリエステル繊維製の起毛を施した塗装用ローラを、目地凹表面との角度が30〜60度となるように、窯業系サイディング11の表面全体に転動させて、アクリルシリコンエマルション系の建築用中塗り塗料を塗布量0.03〜0.04kg/m2を目標として、塗布した。その際、起毛の長さを、下記のとおり設定した。なお、円筒形ローラの直径(起毛を含まず)は、いずれも40mmのものを用いた。
実施例1:2mm
実施例2:2mm
比較例1:4mm
比較例2:5mm
【0029】
上塗り塗装:実施例2にあっては、エアスプレー塗装により窯業系サイディング11の表面全体にアクリルシリコン系多彩模様塗料を塗布した。アクリルシリコン系多彩模様塗料は、凹表面塗装と同系統の色彩を有する塗料フレークと他の2色の塗料フレーク(合計3色のフレーク)を含有させたもおである。塗布量は0.18〜0.23kg/m2とした。
実施例1及び比較例1、2については、この上塗り塗装を行なっていない。
結果:実施例1、2及び比較例1、2の塗装結果を、図3〜図8に示す。
【0030】
考察:
比較例2にあっては、目地凹表面に塗料が入りこんでしまう。また模様凹表面にも塗料が入ってしまい、色分けの仕上がり確認がしにくい。
比較例1にあっては、軽く慎重にローラーを転がさなければ、目地凹表面に塗料が入りこんでしまう。また模様凹表面にも塗料が入ってしまい、色分けの仕上がり確認がしにくい。1mm程度の段差であれば、凹表面であれば塗料が完全に付着してしまう。
【0031】
実施例1と2にあっては、比較的強めにローラーを転がしても、目地凹表面に塗料はほとんで入りこまず、容易に色分けが可能となった。模様凹表面についても、1mm程度の段差でも塗料が入りこまず、はっきりと浮かび上がった。なお、実施例2にあっては、目地凹表面に塗料が僅かに入り混んだ部分についても、目立たなくなった。特に、サイディングの目地凹部表面が不規則な図5、図6では、実施例1と実施例2とに大きな差異は看取できないが、目地凹部表面が直線状のタイル調サイディングである図7、図8では、実施例1の図7では塗料の垂れが僅かながら確認でき、実施例2の図8ではその垂れを目立たなくすることができたものである。
【符号の説明】
【0032】
11 窯業系サイディング
12 凸表面
13 目地凹表面
14 模様凹表面
15 凹表面
21 プライマー層
22 凹表面塗装層
23 凸表面塗装層
24 上塗り層
25 着色塗料フレーク
31 回転ロール
32 起毛
【特許請求の範囲】
【請求項1】
凸表面と、前記凸表面間に形成された凹表面とを備え、前記凹表面は前記凸表面より小さな面積であると共に前記凸表面よりも凹んでいる既存建築物の被塗布面に対して、前記凹表面と前記凸表面とに異なる塗装を施すようにした既存建築物の塗装方法において、
凹表面塗装と凸表面塗装との少なくとも2度の塗装を行なうものであり、
前記凹表面塗装は、少なくとも前記凹表面を含む部位に塗装を施すものであり、
前記凸表面塗装は、前記凹表面塗装を行なった後に、前記凸表面にのみ塗装を施すものであり、
前記凸表面塗装は回転ロールの表面に極短毛の起毛が施された塗装用ローラを用いて塗装を行なうものであり、
前記極短毛の塗装用ローラは、長さ0.5〜2.5mmの極短毛が前記回転ロールの表面に設けられたものであることを特徴とする既存建築物の塗装方法。
【請求項2】
前記凸表面塗装が完了後、前記凹表面塗装と同系統の色彩を有する着色塗料フレークを含むクリアー塗料によって上塗り塗装を前記被塗布面に対して行なうものであることを特徴とする請求項1記載の既存建築物の塗装方法。
【請求項3】
前記凹表面は、互いに平行な複数の目地状の凹溝を含むものであり、前記塗装用ローラを前記凹溝に対して斜めに動かすことによって、塗装用ローラが前記凹溝に入り込まないように塗装することを特徴とする請求項1又は2記載の既存建築物の塗装方法。
【請求項1】
凸表面と、前記凸表面間に形成された凹表面とを備え、前記凹表面は前記凸表面より小さな面積であると共に前記凸表面よりも凹んでいる既存建築物の被塗布面に対して、前記凹表面と前記凸表面とに異なる塗装を施すようにした既存建築物の塗装方法において、
凹表面塗装と凸表面塗装との少なくとも2度の塗装を行なうものであり、
前記凹表面塗装は、少なくとも前記凹表面を含む部位に塗装を施すものであり、
前記凸表面塗装は、前記凹表面塗装を行なった後に、前記凸表面にのみ塗装を施すものであり、
前記凸表面塗装は回転ロールの表面に極短毛の起毛が施された塗装用ローラを用いて塗装を行なうものであり、
前記極短毛の塗装用ローラは、長さ0.5〜2.5mmの極短毛が前記回転ロールの表面に設けられたものであることを特徴とする既存建築物の塗装方法。
【請求項2】
前記凸表面塗装が完了後、前記凹表面塗装と同系統の色彩を有する着色塗料フレークを含むクリアー塗料によって上塗り塗装を前記被塗布面に対して行なうものであることを特徴とする請求項1記載の既存建築物の塗装方法。
【請求項3】
前記凹表面は、互いに平行な複数の目地状の凹溝を含むものであり、前記塗装用ローラを前記凹溝に対して斜めに動かすことによって、塗装用ローラが前記凹溝に入り込まないように塗装することを特徴とする請求項1又は2記載の既存建築物の塗装方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−72227(P2013−72227A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−212558(P2011−212558)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(598149312)株式会社オンテックス (2)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(598149312)株式会社オンテックス (2)
【Fターム(参考)】
[ Back to top ]