
硬質粒子打ち込みによる金属部材への元素拡散・注入方法

【課題】従来の元素注入による金属部材の改質法は、特定の成分、特定目的に限定されて
行われ、そこには、均質な合金化を狙いとするような汎用性に富んだ手法とはいえなかっ
た。本発明は、これを可能とする金属部材への元素の拡散・注入方法を提供しようという
ものである
【解決手段】処理される金属部材よりも硬質で拡散・注入しようとする元素を含んでなる
硬質粒子を金属部材に対して高速で打ち込み、次いで、打ち込まれた硬質粒子と金属部材
との接触界面から拡散・注入しようとする元素を金属部材へと拡散せしめる。
行われ、そこには、均質な合金化を狙いとするような汎用性に富んだ手法とはいえなかっ
た。本発明は、これを可能とする金属部材への元素の拡散・注入方法を提供しようという
ものである
【解決手段】処理される金属部材よりも硬質で拡散・注入しようとする元素を含んでなる
硬質粒子を金属部材に対して高速で打ち込み、次いで、打ち込まれた硬質粒子と金属部材
との接触界面から拡散・注入しようとする元素を金属部材へと拡散せしめる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属部材に元素を拡散・注入し、その部材性能を改質するのに適用される硬
質粒子打ち込みによる金属部材への元素拡散・注入方法に関する。詳しくは、拡散・注入
しようとする元素を多量に含む硬質粒子を、超音速に加速して常温で金属部材表面に衝突
させ、該金属部材表面に有益合金元素を含む硬質粒子を楔状に打ち込んだ硬質粒子層、あ
るいは打ち込んだ際に粒子の塑性変形を多少伴うものの多層化されることなく硬質粒子に
よる一層の硬質粒子打ち込み層を一様に形成することを特徴とし、打ち込んだ硬質粒子を
拡散源とし、元素を容易に且つ効果的に拡散・注入する方法に関する。
【背景技術】
【0002】
金属材料は、微量の元素の添加によってもその諸性質が大きく変化し、強く影響を受け
ることが知られている。例えば、構造用鋼では、O、H、S、Pbなどの元素は有害元素
として作用し、これら元素を含むことにより鋼の靱性や延性などは著しく損なわれる。こ
れに対して、B、C、N、Ce、La、Zr、Hfなどの元素は、有益微量元素として作
用するものとして評価され、各種合金設計において、重要合金元素として配合され、使わ
れている。
【0003】
これらの元素はそれがppmレベルの極微量の添加であっても、金属の性質は強く影響
されることが知られている。有益な元素は添加量が適正にコントロールされることによっ
て、有効成分が添加された金属は、添加前の金属に比し靱性、耐食性、高温強度等が格段
に改善されうることが知られている。このため、鉄系金属を始め、金属材料一般において
、性能改善のため諸元素添加による成分調整が行われている。これによって性質・用途が
特化された各種鋼種、各種合金が数多く開発されていることは周知の事実である。
【0004】
このような有益元素が添加されて、用途・性質が特化された各種鋼種、各種合金は、設
計された成分組成の金属混合物を溶融し、均一に溶製されて製造される。しかし、このよ
うな溶融法による製造は、そのために材料を別チャージとして特別に調整しなければなら
ず余分のエネルギーを要し、コストがかかる。また、昨今の循環型社会の構築という視点
からは、合金元素を多種類含む合金は、特殊な成分を含む分だけ一般的汎用材料としての
利用価値は低くなり、そのため再利用が制限されることとなることから、特殊な成分を含
む合金は好ましいとは云えない。このため、既存の入手しえる金属材料によって構造物を
設計し、設計後、その必要箇所に必要な成分を、例えばB、C等の元素成分を拡散・注入
し、事後的、部分的に改質することが考えられる。このような部分的改質法として実施さ
れているのは、いわゆる表面処理により、表面層に硬質の化合物を生成させる表面改質方
法で、部材そのものを元素の拡散・注入により、改質する方法は実施されていない。
【0005】
表面処理による表面改質方法として、一般的な方法は、表面反応や元素の拡散・注入に
よる表面改質法であり、特定の密閉された加熱炉内において、例えばB等の添加元素を含
むガス雰囲気中で加熱することによるガス拡散加熱法、あるいは、添加元素を含む粉末中
に埋めて加熱することによる粉末法、さらには、溶融塩中に浸漬して加熱する塩浴法等が
知られている。これらの材料表面を目的元素含有の材料と接触処理することによる表面反
応や元素の拡散・注入方法は、被処理金属部材を650〜1050℃の高温度に加熱する
ことにより行われる。
【0006】
そのため、この手法による添加元素は、接触する表層部において反応し、拡散・注入さ
れるのは、極表層部に限られる。この方法は、目的元素を材料中深く拡散させ、さらには
合金組成の原子比を微量に調整し、制御することは難しく、部材の改質には不適であり、
困難であった。この手法の典型的な適用例としては、表面にホウ素を注入するホウ化処理
があるが、専ら表面を硬化させる改質操作に限定されている。すなわち、表面硬化処理に
は適しているが、それ以外の目的、材料そのものや部材の改質、例えば、靱性や高温強度
等の性質改善には適していない。そのため、有益元素を局部的に注入し、意図する物性を
もった材料設計、合金設計を可能とし得るところまでには至っていない。また、この方法
は、特定の加熱炉内で実施するほかはなく現場での「その場注入」には適していない。
【0007】
表面改質方法として、最近用いられるようになったのが、溶射法である。燃焼ガス、レ
ーザ、高周波誘導プラズマを熱源として、皮膜形成材料を溶融し、材料表面に皮膜材料を
形成し、有益元素は皮膜から金属材料表面へと接触界面から拡散・注入される。しかしこ
の手法によって得られた有益元素を含む金属材料皮膜は、皮膜自体が酸化反応等によって
変質されやすく、また気泡の巻き込みによる気孔が生じていることが多く、しかも下地母
材との密着性が極めて悪く、さらには、下地母材を著しく変質、劣化させる。そのため、
接触界面の状態は、皮膜から金属部材への拡散・注入するには適した手法であるとはいえ
ず、材料中深くまで拡散・注入し、部材そのものを改質することや元素の量を高精度に制
御し、意図する材料設計、合金化設計する目的には適さない。そしてまた、この方法も、
現場での「その場注入」に適していない。
【0008】
さらに、最近の特許文献には、特に火力発電所のプラントの延命策としてモリブデン鋼
、クロムーモリブデン鋼、クロムーモリブデンーバナジウム鋼、モリブデンーバナジウム
鋼、クロムーモリブデンータングステン鋼、等各種高温耐熱金属からなるボイラー管や関
係するプラントにおける溶接熱影響部を対象とし、そのクリープ強度、疲労強度を改質す
るため、該当箇所にB4C等ホウ素化合物粉末を塗布するか、あるいは、ホウ化鉄Fe2
Bからなるワイヤをプラズマ溶射して、B元素を含む皮膜を形成し、次いで加熱すること
によってB元素を拡散浸透させる工程とからなる改質法が記載されている(例えば、特許
文献1を参照のこと)。なお、この塗布法、溶射法については、図1中、(c)、(d)
にその態様が示されている。
【0009】
しかし、この特許文献に記載の提案による改質方法における皮膜形成方法においても、
その皮膜形成法は、図1(c)、(d)に示す塗布法あるいは溶射法によるものにすぎな
い。したがって、これらは基本的には従来法の域を出ない。そして、拡散するためには、
高温加熱工程が必須であり、しかも形成された皮膜自体には、下地保護層としての機能は
期待することが出来ない。すなわち、塗布法によると、皮膜が脱落するおそれがある。ま
た、ワイヤのプラズマ溶射等による高温溶融による溶射法によると、皮膜と母材との密着
性が悪く、また、母材そのものが変質されてしまう欠点が生じることは否めず、従来技術
でも紹介したような好ましくない現象をきたし、皮膜自体にも問題が内在し、良好な状態
の皮膜は形成されがたい。
【0010】
発明者らは、既に、有益元素を材料や部材深くまで、高精度に拡散・注入させることが
可能な方法として、有益元素を含む軟粒子を超音速に加速して、材料表面に衝突・塑性変
形させることにより、密着性がよく、材料そのものを変質させずに表面被膜を形成させ、
表面皮膜の有益元素を材料中に拡散・注入させる方法を発明し、特許出願している(特許
文献2)。この先の特許出願の発明による方法は、コールドスプレイ法に属する技術態様
ということが出来、常温の下でも容易に実施可能とする方法で、大きな部材への応用や現
場での作業が容易である。しかしながら、塑性変形可能な粒子を用いる必要があること、
粒子への有益元素添加量が一般に少量に限られること、一様で厚い皮膜(100μm以上
)を形成させる必要がある、といったいくつかの特有な制約があり、そのため、それぞれ
の部材に合わせて予め高度な調整が必要となるといった点で若干問題が残っていた。
【特許文献1】特開2004−91832号公報
【特許文献2】特願2006−133469(新谷、京野、「有益元素の高精度拡散・注入に適用される金属皮膜形成方法」)
【発明の開示】
【発明が解決しようとする課題】
【0011】
以上述べたように、従来の元素注入による改質法は、特定の成分元素に限定され、しか
も特定目的に限定されて行われているにすぎず、そこには、均質な合金化を狙いとするよ
うな汎用性に富んだ、各種材質設計に利用しうる基本的改質操作として適している手法と
はいえなかった。また、本発明者らが先に特許出願した発明は、これを可能とする皮膜形
成法を提供しようというものであるが、厚い皮膜形成のための塑性容易な粒子と厚皮膜形
成条件に制限され、必ずしも、一般性があるとはいえない。そこで、粒子の塑性変形を特
に必要とせず、また、有益元素を多量に含み、厚い皮膜を形成する必要もない硬質粒子を
常温で材料や部材表面に一層打ち込むだけの簡便・容易な方法を提供しょうとするもので
ある。これによって、必要箇所に対して有益な元素を、それほど高い温度に加熱しなくて
も制御された有効量だけ、拡散させることを可能とし、特に高温で操業されている各種プ
ラントや付設されている配管等の金属部材を現場にて即、多様な目的の改質を図るための
簡便・容易な有益元素拡散・注入方法を提供しようとするものである。
【課題を解決するための手段】
【0012】
そのため本発明者らにおいては、鋭意研究した結果、有益元素を多量に含むことが可能
な硬質粒子を超音速に加速して、常温で金属部材に衝突させ、金属部材表面に有益元素を
含む硬質粒子を楔状に打ち込み、金属部材表面に対して粒子を一様に打ち込み、その後、
打ち込まれた粒子と金属部材との界面を通して拡散する元素を拡散せしめることからなる
、硬質粒子を拡散源として有益元素が拡散・注入され、これによって従来よりも、金属部
材表面から深部に効率よく元素が拡散され、合金化され、改質され得ることを見いだした
ものである。
本発明は、この知見に基づいてなされたものであり、その構成は、以下(1)〜(12
)に記載の通りである。
【0013】
(1)処理される金属部材よりも硬質で拡散・注入しようとする元素を含んでなる硬質粒
子を金属部材に対して高速で打ち込む工程、次いで、打ち込まれた硬質粒子と金属部材と
の接触界面から拡散・注入しようとする元素を金属部材へと拡散せしめる工程、とからな
ることを特徴とする、硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(2)前記硬質粒子を金属部材に対して高速で打ち込む工程が、常温を含む広い温度領域
の下で実施されることを特徴とする、(1)に記載する硬質粒子打ち込みによる金属部材
への元素の拡散・注入方法。
(3)前記硬質粒子を金属部材に対して高速で打ち込む工程、あるいは前記拡散・注入し
ようとする元素を金属部材に拡散させる工程が、金属部材の設置されている使用現場で、
使用作業を中断し、または中断することなく行われることを特徴とする、(1)または(
2)に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(4)前記拡散・注入しようとする元素が、C、N、B、Ce、La、Zr、Hf、Ti
、Nb、Moからなる群から選ばれる1種又は2種以上の元素であることを特徴とする、
(1)ないし(3)の何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の
拡散・注入方法。
(5)前記硬質粒子が、粉砕によって得られた硬質粒子であることを特徴とする、(1)
ないし(4)の何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・
注入方法。
(6)前記硬質粒子が、直径1〜100μmの範囲に調製された硬質粒子であることを特
徴とする、(1)ないし(5)の何れか1項に記載する硬質粒子打ち込みによる金属部材
への元素の拡散・注入方法。
(7)前記硬質粒子が、Fe2B、FeB、あるいはFeと共晶ないし過共晶合金を形成
しうるホウ化鉄から選ばれた硬質粒子からなることを特徴とする、(1)ないし(6)の
何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(8)前記硬質粒子が、Ni3B、または、Niと共晶ないし過共晶合金を形成しうるホ
ウ化ニッケルから選ばれた硬質粒子からなることを特徴とする、(1)ないし(6)の何
れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(9)前記元素が注入される金属部材が、炭素鋼、低合金鋼、オーステナイト鋼の何れか
1種から選ばれてなる金属部材であることを特徴とする、(1)ないし(8)の何れか1
項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(10)前記拡散・注入しようとする元素を金属部材へと拡散せしめる工程が、前工程に
より硬質粒子が打ち込まれたままの状態で金属部材を加熱することによって行われること
を特徴とする、(1)に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入
方法。
(11)前記金属材料が炭素鋼ないし低合金鋼の場合、前記加熱が500〜750℃の温
度範囲で、また、前記金属材料がオーステナイトステンレス鋼の場合、650〜900℃
の温度範囲で行われることを特徴とする、(9)に記載する硬質粒子打ち込みによる金属
部材への元素の拡散・注入方法。
(12)前記金属部材が、使用現場で融点温度Tm(絶対温度)の1/3以上の温度で使
用されている金属部材である場合、硬質粒子打ち込み後の拡散工程を、特に加熱すること
なく使用されている温度にそのまま曝すことにより拡散せしめることを特徴とする、(1
)ないし(11)に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法
。
【0014】
図1は、本発明を従来の塗布法あるいは溶射法、さらには、本発明者等の先願に記載の
軟粒子に係る発明と比較して図示したものであり、これによって、彼我の差が明確に理解
される。図1中(a)は、本発明の拡散源硬質粒子打ち込み層形成方法による態様を示し
、図1中(b)は、本発明者らによる先の出願であって、現在出願中の有益元素を含む合
金皮膜を形成させる方法による態様であって、軟粒子を塑性変形させて被膜を形成する方
法(特願2006−133469号として出願中)による態様を示している。さらに、図
1中(c)は、有益元素を含む粒子を塗布する従来法による態様(例えば、特開2004
−91832号公報)を示し、図1中(d)は、有益元素を含む粒子やワイヤを溶射して
、被膜を形成している態様を示している。
【0015】
本発明は、実施に際しては、あらかじめ処理される金属部材は清浄化され、新鮮な金属
地が確保されていることが望ましい。また、化合物及び合金粒子を衝突させる際、化合物
及び合金粒子は、常温で噴射されるが、金属部材は常温でもよいし、高温稼働中であれば
、高温の実使用中でもよい。
【0016】
超音速で噴射される硬質粒子は、衝突された瞬間に金属部材を変形し、金属部材中に打
ち込まれる。この際、硬質粒子は、最も空気抵抗が少ない姿勢、即ち、最も鋭角な面が先
端を向いて飛行している。そのため、硬質粒子は、金属部材に楔状に打ち込まれる。硬質
粒子打ち込み後、拡散・加熱工程を付加し、これによって有益元素の拡散・注入を調整、
制御する。拡散・加熱工程の加熱温度条件は、炭素鋼、低合金鋼の場合、500〜750
℃、オーステナイトステンレスの場合、650〜900℃の温度を目安として実施するの
が好ましい。
【発明の効果】
【0017】
本発明による元素の拡散・注入に適用される拡散源硬質粒子打ち込み層形成方法は、拡
散・注入しようとする有益元素を含み、打ち込む金属部材より硬度の高い化合物或いは合
金微粒子を調製し、これを使用して常温で、超音速に加速して、処理される金属部材に衝
突させ、任意の領域の表面に硬質粒子を高密度に楔状にあるいは一層分一様に打ち込むの
であることから、金属部材表面は温度による影響や酸化・化学変化等による変質などとい
った従来の表面処理に伴う問題は一切生じない。
【0018】
金属部材最外層は、硬質粒子が打ち込まれるため、加工硬化を生じるが、金属部材表面
の機械的性質向上のためのショットピーニング効果と同じ作用をもたらすことから有益で
あり、特に有害となることはない。硬質粒子は鋭角面を先端として楔状に深く打ち込まれ
、あるいは塑性変形を伴う場合は波状の層を形成するが、いずれも安定であるため、その
後の熱処理過程等で、脱離することはない。表面に清浄な拡散源が打ち込まれ、金属部材
と密着しているため、接触界面を介して有益元素の拡散・注入を容易に行うことが出来る
。
【0019】
本発明では硬質粒子を用いることを要件事項としているため、この粒子は塑性変形する
ようなことはほとんどないか少ない。そのため、硬質粒子の金属部材に対する衝突による
打ち込み後の金属部材の状態は、最初に打ち込まれた硬質粒子によって占有されたところ
においては、その後に衝突する硬質粒子の打ち込みは自ずと規制される。すなわち、最初
に打ち込まれた粒子に対して後からも硬質粒子が衝突することはおこるが、その場合、後
から衝突する粒子は、最初の粒子によって規制され、硬質粒子同士が重畳し、多層状態に
形成されることはない。すなわち、硬質粒子一層分が自立的に形成される。したがって、
先願発明を含めた従来法のように多層にわたる厚膜が形成されるようなことはない。むし
ろ、多層化は困難である。しかし、硬質粒子に多量の有益元素を含有させることが可能で
あるので、厚膜ではなくとも特に問題はない。
【0020】
その使用される硬質粒子の材質は、安定な化合物や耐熱合金など安定な素材を選択する
ことが出来るので、この硬質粒子が打ち込まれた拡散源形成表面は熱的にも、化学的にも
、機械的にも安定である。従って、その後行われる拡散・加熱工程による拡散・注入工程
を、任意の時点、任意の場所で、独立して行うことが可能であり得る。典型的には、硬質
粒子打ち込み層形成工程実施後、加熱による拡散工程を実施することなく放置していても
問題なく、加熱工程は、必要な時まで行わない態様を含みうる。典型的には、拡散源硬質
粒子打ち込みを工場で実施し、現場に運んで操業し、操業温度で拡散・注入することが可
能となり得、この態様を含みうるものである。
【0021】
本発明の方法によって得られた拡散源硬質粒子打ち込み層は、総じて、清浄であり、密
着性がよく、微量元素を拡散・注入するには最適である。しかも現場においてその場形成
が可能である。各種装置やプラントに対してその設置現場にて直ちに適用することが出来
、極めて実効性に富んだ応用範囲の広い技術である。すなわち、本発明の拡散源硬質粒子
打ち込み方法は、低コストで装置も簡便であり、現場での作業が容易であるので、応用性
や経済性に優れる。この方法により、目的の部位にのみに寿命を大幅に延長させるB等の
有益元素を注入できれば、新規の各種プラントの経済性・信頼性を向上させ、また、経年
劣化したプラントの寿命も大幅に延長化できる。
【発明を実施するための最良の形態】
【0022】
以下、本発明を図面および実施例に基づいて具体的に説明する。但し、これらは、あく
までも本発明を容易に理解するための一助として開示するものであり、本発明はこれに限
定されることはない。
【0023】
実施例1;
B元素の拡散・注入を行うための拡散源硬質粒子は、FeベースにBを19重量%添加
したフェロボロンで、α−FeとFe2Bの共晶組織のものを用いた。Fe−B合金浴を
調製し、凝固後、機械的に粉砕し、粉末を53μmの網目で分級した。素材は硬くて、脆
いため、容易に機械的に粉砕でき、微小な粒子を得ることができた。平均粒径は、17±
4μmである。Feを基とする材料を設定した理由は、拡散源硬質粒子を打ち込む金属部
材の主材料はFeベースであることと、フェロボロンは容易に入手し易く、B19%のも
のは、製造上からもその後の取り扱い上でも極めて安定であるためであるので、これを拡
散源硬質粒子の母材とした。図2は、このBを含むFeを基とする共晶合金の粉末を走査
型電子顕微鏡によって観察した写真である。その形状は多角形で、やや細長く、鋭角的な
面を持ち、楔状に打ち込むのには適した形状といえる。大きさのばらつきはあるが、単分
散性に富んだ粉末であった。
【0024】
次いで、このFe−B共晶合金粉末を、N2ガスにより、ノズルから超音速流で、SU
S304鋼試料表面に衝突させ、試料表面に打ち込んだ。試料の大きさは、20mmφ×
3mmtで、各10個についてその表面に硬質粒子打ち込み層を形成した。設定するガス
圧等のキーポイントなる最適条件はあらかじめダミー試料を使用して調べた。その結果、
得られた打ち込み条件は、表1に示すとおりであった。粒子の打ち込み時の速度を計測し
ていないが、本実験と同様の圧力等の条件で同等のサイズの粒子を用いた実験において、
粒子速度が640m/sの報告(榊 和彦;溶射技術、vol.26、No.2、p.3
2、2000)がなされていることから、粒子速度は、超音速に達していると考えられる
。
【表1】

【0025】
前記合金粉末を表1に示す条件でSUS304鋼表面に衝突させた。
図3は、SUS304鋼表面に形成されたFe−B共晶合金打ち込み層を示す。図3の
試料は打ち込み後、750℃で10hの加熱処理がなされている。硬粒
子は鋼板表面に打ち込まれ、鋼板に密着して形成されていた。この図からもBは、接触界
面を通して容易に拡散できると判断された。加熱処理をしているため、硬質粒子のFe2
BのB成分がSUS304鋼中に拡散し硬質粒子が一部縮小し始めていた。また、反応生
成物などは全くなく、表面は化学的には清浄であった。硬質粒子として、Fe−Bの共晶
合金を用いたため、硬質粒子は一部塑性変形し、打ち込み硬質粒子は楔状の形状が一部変
形し、5〜30μmの波状層をなしていた。また、打ち込み層の内側を100μmの深さ
まで打ち込みしたのに伴い、すべり帯が形成された加工層が観察された。
【0026】
実施例2;
この実施例は、実施例1における拡散源硬質粒子打ち込み工程に続き、拡散・加熱処理
工程を付加させたものである。すなわち、打ち込み後、SUS304鋼の試料をAr雰囲
気中で加熱し、B元素の試料中への拡散・注入処理を行った。表2に加熱による拡散・注
入条件を示す。
【表2】
【0027】
拡散源硬質粒子打ち込みとそれに続く拡散・注入処理によるB注入の注入量の定量的計
測を行った。Bの定量計測には、レーザICP質量分析法(LA−ICP−MS)を用い
、高精度な局所分析により、深さ方向の微量Bの拡散・注入量を定量的に求めた。ICP
質量分析計は、Perkin Elmer Elan6000(四重極)型で、高周波出
力は、40.68MHz、1kWである。レーザアブレーションは、Nd−YAG固定レ
ーザを用いた。レーザのスポットサイズは100μmである。
【0028】
図4にレーザアブレーションした表面からの計測位置とイオン質量分析計で計測された
Bのイオン強度との関係を示す。図中にFe−B共晶合金粒子の打ち込みを実施していな
いSUS304鋼素材の加熱材のデータも比較のため示した。
【0029】
その結果、Fe−B共晶合金打ち込みがなされていない比較試料では、Bイオン強度は
当然のことながら、加熱処理による変化や深さ方向の変化はなく、低レベルのままである
。それに対し、Fe−B共晶合金粒子の打ち込みがなされ、加熱処理した試料は、表層部
のBイオン強度が極めて高く、表面からの深さ方向の距離とともに急激に低下する。急激
な低下後、平衡に達し、ほぼ一定な値を示すようになる。この一定になるイオン強度は、
加熱温度が高くなるほど、また、加熱時間が長くなるほど高い値となる。この一定値が有
益元素の効果をもたらすBの固溶量に相当すると考えられる。
【0030】
なお、図5は、Bイオン強度とB含有量との関係を示す検量線である。図5から、Fe
−B共晶合金粒子を打ち込んだことにより、数mmの深さに数ppmから200ppmの
B元素を拡散・注入できることが分かった。B元素は、数ppmの添加でも、その有益な
効果を十分発揮するので、本発明の拡散源硬質粒子打ち込み層形成方法は、オーステナイ
トステンレス鋼に対しては、極めて効果的であることが確認された。
【0031】
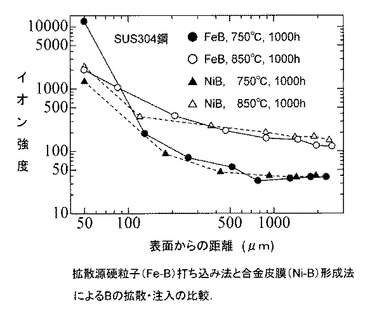
図6は、図5のSUS304ステンレス鋼のB拡散・注入結果を本発明者らが特許出願
中(有益元素の高制度拡散・注入に適用される金属皮膜形成方法、特願2006−133
469)の結果と比較したものである。拡散・注入の熱処理条件は同じであり、深さ方向
のB分布は類似であり、特に深さが200μm以上の内側では、ほぼ同じである。本発明
の方法は、硬質粒子一層だけの打ち込みの簡便な方法であるが、厚膜を形成させる方法と
同じ効果が得られた。これは、主として拡散源を塑性変形の必要のない硬質粒子として、
Bを多量に含有させているためである。従って、B注入に限っていえば、本発明の方が簡
便で効果的にBを注入できるといえる。なお、従来の塗布法や溶射法に関しては、有益微
量元素の拡散・注入の定量的な計測を行ってなく、分析データがないため、比較すること
はできなかった。
【0032】
以上、開示したように本発明は、有益元素の拡散源である多角形の硬質粒子を金属部材
に一様あるいは楔状に打ち込み、その中に含まれている有益成分を硬質粒子と金属部材と
の界面を通して拡散、注入させ、金属部材を改質させることである。硬質粒子の打ち込み
は、常温で高速流化させるだけで、通常のコールドスプレイ法により、容易に深く打ち込
むことができる。この楔状に打ち込まれた硬質粒子は、専ら有益元素を拡散・注入する拡
散源として適用されるものであるが、下地金属との密着性がよいので、長期間安定に拡散
源としての役割を果たす。この硬質粒子打ち込み過程は、通常の機械的性質改善のため行
われているショットピーニングと同じであり、硬質粒子打ち込みにより生じた表面層の残
留ひずみは亀裂生成抵抗を向上させるなどの機械的性質改善効果を有する。
実施例においては、特に材料改質効果が期待できるB元素を指標有益元素として選択し
たが、その理由は上記したとおりである。本発明は、改質しうる有益元素であれば、B元
素に限定されない。また、対象金属部材として鉄系金属材料を使用したが、これに限定さ
れるものではない。すなわち、金属部材の材料と、有益元素との組み合わせは、合金化設
定しうる各種組み合わせを含みうることを理解すべきである。
【産業上の利用可能性】
【0033】
本発明は、すでに設計・製作された金属部材に対しても、また、設置された現場におい
て、操業を中断することなく、事後的に簡単に改質しうる方法を提示したものであり、極
めて実用性に富んだ提案といえ、今後各種プラントにおける補修、延命策として大いに利
用され得る。
【図面の簡単な説明】
【0034】
【図1】本発明の有益元素注入方法とこれまでの方法との比較。図中(a)は本発明の拡散源硬質粒子打ち込み層形成方法、(b)は本発明者らが出願中の有益元素を含む合金皮膜を形成させる方法、(c)は従来の塗布方法、(d)は従来の溶射方法を示す。
【図2】実施例で使用した有効元素(B)を含むαFeとFe2Bの共晶合金粒子の走査型電子顕微鏡による観察図面。
【図3】図2に示す合金粒子をSUS304鋼表面に衝突させて得られた試料表面層への打ち込み粒子の走査型電子顕微鏡による観察図面。
【図4】SUS304鋼表面に粒子打ち込み後、加熱温度、時間による有益元素(B)の拡散状況を、表面からの深さとB量に相当するイオン強度によって示した図。図中(a)は750℃加熱、(b)図は850℃加熱の場合を示す。
【図5】B量の標準試料のイオン強度で、B含有量の検量線を示す図。
【図6】本発明の拡散源硬質粒子打ち込み層形成方法と合金皮膜形成方法とのB拡散・注入効果を比較して示す。
【技術分野】
【0001】
本発明は、金属部材に元素を拡散・注入し、その部材性能を改質するのに適用される硬
質粒子打ち込みによる金属部材への元素拡散・注入方法に関する。詳しくは、拡散・注入
しようとする元素を多量に含む硬質粒子を、超音速に加速して常温で金属部材表面に衝突
させ、該金属部材表面に有益合金元素を含む硬質粒子を楔状に打ち込んだ硬質粒子層、あ
るいは打ち込んだ際に粒子の塑性変形を多少伴うものの多層化されることなく硬質粒子に
よる一層の硬質粒子打ち込み層を一様に形成することを特徴とし、打ち込んだ硬質粒子を
拡散源とし、元素を容易に且つ効果的に拡散・注入する方法に関する。
【背景技術】
【0002】
金属材料は、微量の元素の添加によってもその諸性質が大きく変化し、強く影響を受け
ることが知られている。例えば、構造用鋼では、O、H、S、Pbなどの元素は有害元素
として作用し、これら元素を含むことにより鋼の靱性や延性などは著しく損なわれる。こ
れに対して、B、C、N、Ce、La、Zr、Hfなどの元素は、有益微量元素として作
用するものとして評価され、各種合金設計において、重要合金元素として配合され、使わ
れている。
【0003】
これらの元素はそれがppmレベルの極微量の添加であっても、金属の性質は強く影響
されることが知られている。有益な元素は添加量が適正にコントロールされることによっ
て、有効成分が添加された金属は、添加前の金属に比し靱性、耐食性、高温強度等が格段
に改善されうることが知られている。このため、鉄系金属を始め、金属材料一般において
、性能改善のため諸元素添加による成分調整が行われている。これによって性質・用途が
特化された各種鋼種、各種合金が数多く開発されていることは周知の事実である。
【0004】
このような有益元素が添加されて、用途・性質が特化された各種鋼種、各種合金は、設
計された成分組成の金属混合物を溶融し、均一に溶製されて製造される。しかし、このよ
うな溶融法による製造は、そのために材料を別チャージとして特別に調整しなければなら
ず余分のエネルギーを要し、コストがかかる。また、昨今の循環型社会の構築という視点
からは、合金元素を多種類含む合金は、特殊な成分を含む分だけ一般的汎用材料としての
利用価値は低くなり、そのため再利用が制限されることとなることから、特殊な成分を含
む合金は好ましいとは云えない。このため、既存の入手しえる金属材料によって構造物を
設計し、設計後、その必要箇所に必要な成分を、例えばB、C等の元素成分を拡散・注入
し、事後的、部分的に改質することが考えられる。このような部分的改質法として実施さ
れているのは、いわゆる表面処理により、表面層に硬質の化合物を生成させる表面改質方
法で、部材そのものを元素の拡散・注入により、改質する方法は実施されていない。
【0005】
表面処理による表面改質方法として、一般的な方法は、表面反応や元素の拡散・注入に
よる表面改質法であり、特定の密閉された加熱炉内において、例えばB等の添加元素を含
むガス雰囲気中で加熱することによるガス拡散加熱法、あるいは、添加元素を含む粉末中
に埋めて加熱することによる粉末法、さらには、溶融塩中に浸漬して加熱する塩浴法等が
知られている。これらの材料表面を目的元素含有の材料と接触処理することによる表面反
応や元素の拡散・注入方法は、被処理金属部材を650〜1050℃の高温度に加熱する
ことにより行われる。
【0006】
そのため、この手法による添加元素は、接触する表層部において反応し、拡散・注入さ
れるのは、極表層部に限られる。この方法は、目的元素を材料中深く拡散させ、さらには
合金組成の原子比を微量に調整し、制御することは難しく、部材の改質には不適であり、
困難であった。この手法の典型的な適用例としては、表面にホウ素を注入するホウ化処理
があるが、専ら表面を硬化させる改質操作に限定されている。すなわち、表面硬化処理に
は適しているが、それ以外の目的、材料そのものや部材の改質、例えば、靱性や高温強度
等の性質改善には適していない。そのため、有益元素を局部的に注入し、意図する物性を
もった材料設計、合金設計を可能とし得るところまでには至っていない。また、この方法
は、特定の加熱炉内で実施するほかはなく現場での「その場注入」には適していない。
【0007】
表面改質方法として、最近用いられるようになったのが、溶射法である。燃焼ガス、レ
ーザ、高周波誘導プラズマを熱源として、皮膜形成材料を溶融し、材料表面に皮膜材料を
形成し、有益元素は皮膜から金属材料表面へと接触界面から拡散・注入される。しかしこ
の手法によって得られた有益元素を含む金属材料皮膜は、皮膜自体が酸化反応等によって
変質されやすく、また気泡の巻き込みによる気孔が生じていることが多く、しかも下地母
材との密着性が極めて悪く、さらには、下地母材を著しく変質、劣化させる。そのため、
接触界面の状態は、皮膜から金属部材への拡散・注入するには適した手法であるとはいえ
ず、材料中深くまで拡散・注入し、部材そのものを改質することや元素の量を高精度に制
御し、意図する材料設計、合金化設計する目的には適さない。そしてまた、この方法も、
現場での「その場注入」に適していない。
【0008】
さらに、最近の特許文献には、特に火力発電所のプラントの延命策としてモリブデン鋼
、クロムーモリブデン鋼、クロムーモリブデンーバナジウム鋼、モリブデンーバナジウム
鋼、クロムーモリブデンータングステン鋼、等各種高温耐熱金属からなるボイラー管や関
係するプラントにおける溶接熱影響部を対象とし、そのクリープ強度、疲労強度を改質す
るため、該当箇所にB4C等ホウ素化合物粉末を塗布するか、あるいは、ホウ化鉄Fe2
Bからなるワイヤをプラズマ溶射して、B元素を含む皮膜を形成し、次いで加熱すること
によってB元素を拡散浸透させる工程とからなる改質法が記載されている(例えば、特許
文献1を参照のこと)。なお、この塗布法、溶射法については、図1中、(c)、(d)
にその態様が示されている。
【0009】
しかし、この特許文献に記載の提案による改質方法における皮膜形成方法においても、
その皮膜形成法は、図1(c)、(d)に示す塗布法あるいは溶射法によるものにすぎな
い。したがって、これらは基本的には従来法の域を出ない。そして、拡散するためには、
高温加熱工程が必須であり、しかも形成された皮膜自体には、下地保護層としての機能は
期待することが出来ない。すなわち、塗布法によると、皮膜が脱落するおそれがある。ま
た、ワイヤのプラズマ溶射等による高温溶融による溶射法によると、皮膜と母材との密着
性が悪く、また、母材そのものが変質されてしまう欠点が生じることは否めず、従来技術
でも紹介したような好ましくない現象をきたし、皮膜自体にも問題が内在し、良好な状態
の皮膜は形成されがたい。
【0010】
発明者らは、既に、有益元素を材料や部材深くまで、高精度に拡散・注入させることが
可能な方法として、有益元素を含む軟粒子を超音速に加速して、材料表面に衝突・塑性変
形させることにより、密着性がよく、材料そのものを変質させずに表面被膜を形成させ、
表面皮膜の有益元素を材料中に拡散・注入させる方法を発明し、特許出願している(特許
文献2)。この先の特許出願の発明による方法は、コールドスプレイ法に属する技術態様
ということが出来、常温の下でも容易に実施可能とする方法で、大きな部材への応用や現
場での作業が容易である。しかしながら、塑性変形可能な粒子を用いる必要があること、
粒子への有益元素添加量が一般に少量に限られること、一様で厚い皮膜(100μm以上
)を形成させる必要がある、といったいくつかの特有な制約があり、そのため、それぞれ
の部材に合わせて予め高度な調整が必要となるといった点で若干問題が残っていた。
【特許文献1】特開2004−91832号公報
【特許文献2】特願2006−133469(新谷、京野、「有益元素の高精度拡散・注入に適用される金属皮膜形成方法」)
【発明の開示】
【発明が解決しようとする課題】
【0011】
以上述べたように、従来の元素注入による改質法は、特定の成分元素に限定され、しか
も特定目的に限定されて行われているにすぎず、そこには、均質な合金化を狙いとするよ
うな汎用性に富んだ、各種材質設計に利用しうる基本的改質操作として適している手法と
はいえなかった。また、本発明者らが先に特許出願した発明は、これを可能とする皮膜形
成法を提供しようというものであるが、厚い皮膜形成のための塑性容易な粒子と厚皮膜形
成条件に制限され、必ずしも、一般性があるとはいえない。そこで、粒子の塑性変形を特
に必要とせず、また、有益元素を多量に含み、厚い皮膜を形成する必要もない硬質粒子を
常温で材料や部材表面に一層打ち込むだけの簡便・容易な方法を提供しょうとするもので
ある。これによって、必要箇所に対して有益な元素を、それほど高い温度に加熱しなくて
も制御された有効量だけ、拡散させることを可能とし、特に高温で操業されている各種プ
ラントや付設されている配管等の金属部材を現場にて即、多様な目的の改質を図るための
簡便・容易な有益元素拡散・注入方法を提供しようとするものである。
【課題を解決するための手段】
【0012】
そのため本発明者らにおいては、鋭意研究した結果、有益元素を多量に含むことが可能
な硬質粒子を超音速に加速して、常温で金属部材に衝突させ、金属部材表面に有益元素を
含む硬質粒子を楔状に打ち込み、金属部材表面に対して粒子を一様に打ち込み、その後、
打ち込まれた粒子と金属部材との界面を通して拡散する元素を拡散せしめることからなる
、硬質粒子を拡散源として有益元素が拡散・注入され、これによって従来よりも、金属部
材表面から深部に効率よく元素が拡散され、合金化され、改質され得ることを見いだした
ものである。
本発明は、この知見に基づいてなされたものであり、その構成は、以下(1)〜(12
)に記載の通りである。
【0013】
(1)処理される金属部材よりも硬質で拡散・注入しようとする元素を含んでなる硬質粒
子を金属部材に対して高速で打ち込む工程、次いで、打ち込まれた硬質粒子と金属部材と
の接触界面から拡散・注入しようとする元素を金属部材へと拡散せしめる工程、とからな
ることを特徴とする、硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(2)前記硬質粒子を金属部材に対して高速で打ち込む工程が、常温を含む広い温度領域
の下で実施されることを特徴とする、(1)に記載する硬質粒子打ち込みによる金属部材
への元素の拡散・注入方法。
(3)前記硬質粒子を金属部材に対して高速で打ち込む工程、あるいは前記拡散・注入し
ようとする元素を金属部材に拡散させる工程が、金属部材の設置されている使用現場で、
使用作業を中断し、または中断することなく行われることを特徴とする、(1)または(
2)に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(4)前記拡散・注入しようとする元素が、C、N、B、Ce、La、Zr、Hf、Ti
、Nb、Moからなる群から選ばれる1種又は2種以上の元素であることを特徴とする、
(1)ないし(3)の何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の
拡散・注入方法。
(5)前記硬質粒子が、粉砕によって得られた硬質粒子であることを特徴とする、(1)
ないし(4)の何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・
注入方法。
(6)前記硬質粒子が、直径1〜100μmの範囲に調製された硬質粒子であることを特
徴とする、(1)ないし(5)の何れか1項に記載する硬質粒子打ち込みによる金属部材
への元素の拡散・注入方法。
(7)前記硬質粒子が、Fe2B、FeB、あるいはFeと共晶ないし過共晶合金を形成
しうるホウ化鉄から選ばれた硬質粒子からなることを特徴とする、(1)ないし(6)の
何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(8)前記硬質粒子が、Ni3B、または、Niと共晶ないし過共晶合金を形成しうるホ
ウ化ニッケルから選ばれた硬質粒子からなることを特徴とする、(1)ないし(6)の何
れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(9)前記元素が注入される金属部材が、炭素鋼、低合金鋼、オーステナイト鋼の何れか
1種から選ばれてなる金属部材であることを特徴とする、(1)ないし(8)の何れか1
項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
(10)前記拡散・注入しようとする元素を金属部材へと拡散せしめる工程が、前工程に
より硬質粒子が打ち込まれたままの状態で金属部材を加熱することによって行われること
を特徴とする、(1)に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入
方法。
(11)前記金属材料が炭素鋼ないし低合金鋼の場合、前記加熱が500〜750℃の温
度範囲で、また、前記金属材料がオーステナイトステンレス鋼の場合、650〜900℃
の温度範囲で行われることを特徴とする、(9)に記載する硬質粒子打ち込みによる金属
部材への元素の拡散・注入方法。
(12)前記金属部材が、使用現場で融点温度Tm(絶対温度)の1/3以上の温度で使
用されている金属部材である場合、硬質粒子打ち込み後の拡散工程を、特に加熱すること
なく使用されている温度にそのまま曝すことにより拡散せしめることを特徴とする、(1
)ないし(11)に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法
。
【0014】
図1は、本発明を従来の塗布法あるいは溶射法、さらには、本発明者等の先願に記載の
軟粒子に係る発明と比較して図示したものであり、これによって、彼我の差が明確に理解
される。図1中(a)は、本発明の拡散源硬質粒子打ち込み層形成方法による態様を示し
、図1中(b)は、本発明者らによる先の出願であって、現在出願中の有益元素を含む合
金皮膜を形成させる方法による態様であって、軟粒子を塑性変形させて被膜を形成する方
法(特願2006−133469号として出願中)による態様を示している。さらに、図
1中(c)は、有益元素を含む粒子を塗布する従来法による態様(例えば、特開2004
−91832号公報)を示し、図1中(d)は、有益元素を含む粒子やワイヤを溶射して
、被膜を形成している態様を示している。
【0015】
本発明は、実施に際しては、あらかじめ処理される金属部材は清浄化され、新鮮な金属
地が確保されていることが望ましい。また、化合物及び合金粒子を衝突させる際、化合物
及び合金粒子は、常温で噴射されるが、金属部材は常温でもよいし、高温稼働中であれば
、高温の実使用中でもよい。
【0016】
超音速で噴射される硬質粒子は、衝突された瞬間に金属部材を変形し、金属部材中に打
ち込まれる。この際、硬質粒子は、最も空気抵抗が少ない姿勢、即ち、最も鋭角な面が先
端を向いて飛行している。そのため、硬質粒子は、金属部材に楔状に打ち込まれる。硬質
粒子打ち込み後、拡散・加熱工程を付加し、これによって有益元素の拡散・注入を調整、
制御する。拡散・加熱工程の加熱温度条件は、炭素鋼、低合金鋼の場合、500〜750
℃、オーステナイトステンレスの場合、650〜900℃の温度を目安として実施するの
が好ましい。
【発明の効果】
【0017】
本発明による元素の拡散・注入に適用される拡散源硬質粒子打ち込み層形成方法は、拡
散・注入しようとする有益元素を含み、打ち込む金属部材より硬度の高い化合物或いは合
金微粒子を調製し、これを使用して常温で、超音速に加速して、処理される金属部材に衝
突させ、任意の領域の表面に硬質粒子を高密度に楔状にあるいは一層分一様に打ち込むの
であることから、金属部材表面は温度による影響や酸化・化学変化等による変質などとい
った従来の表面処理に伴う問題は一切生じない。
【0018】
金属部材最外層は、硬質粒子が打ち込まれるため、加工硬化を生じるが、金属部材表面
の機械的性質向上のためのショットピーニング効果と同じ作用をもたらすことから有益で
あり、特に有害となることはない。硬質粒子は鋭角面を先端として楔状に深く打ち込まれ
、あるいは塑性変形を伴う場合は波状の層を形成するが、いずれも安定であるため、その
後の熱処理過程等で、脱離することはない。表面に清浄な拡散源が打ち込まれ、金属部材
と密着しているため、接触界面を介して有益元素の拡散・注入を容易に行うことが出来る
。
【0019】
本発明では硬質粒子を用いることを要件事項としているため、この粒子は塑性変形する
ようなことはほとんどないか少ない。そのため、硬質粒子の金属部材に対する衝突による
打ち込み後の金属部材の状態は、最初に打ち込まれた硬質粒子によって占有されたところ
においては、その後に衝突する硬質粒子の打ち込みは自ずと規制される。すなわち、最初
に打ち込まれた粒子に対して後からも硬質粒子が衝突することはおこるが、その場合、後
から衝突する粒子は、最初の粒子によって規制され、硬質粒子同士が重畳し、多層状態に
形成されることはない。すなわち、硬質粒子一層分が自立的に形成される。したがって、
先願発明を含めた従来法のように多層にわたる厚膜が形成されるようなことはない。むし
ろ、多層化は困難である。しかし、硬質粒子に多量の有益元素を含有させることが可能で
あるので、厚膜ではなくとも特に問題はない。
【0020】
その使用される硬質粒子の材質は、安定な化合物や耐熱合金など安定な素材を選択する
ことが出来るので、この硬質粒子が打ち込まれた拡散源形成表面は熱的にも、化学的にも
、機械的にも安定である。従って、その後行われる拡散・加熱工程による拡散・注入工程
を、任意の時点、任意の場所で、独立して行うことが可能であり得る。典型的には、硬質
粒子打ち込み層形成工程実施後、加熱による拡散工程を実施することなく放置していても
問題なく、加熱工程は、必要な時まで行わない態様を含みうる。典型的には、拡散源硬質
粒子打ち込みを工場で実施し、現場に運んで操業し、操業温度で拡散・注入することが可
能となり得、この態様を含みうるものである。
【0021】
本発明の方法によって得られた拡散源硬質粒子打ち込み層は、総じて、清浄であり、密
着性がよく、微量元素を拡散・注入するには最適である。しかも現場においてその場形成
が可能である。各種装置やプラントに対してその設置現場にて直ちに適用することが出来
、極めて実効性に富んだ応用範囲の広い技術である。すなわち、本発明の拡散源硬質粒子
打ち込み方法は、低コストで装置も簡便であり、現場での作業が容易であるので、応用性
や経済性に優れる。この方法により、目的の部位にのみに寿命を大幅に延長させるB等の
有益元素を注入できれば、新規の各種プラントの経済性・信頼性を向上させ、また、経年
劣化したプラントの寿命も大幅に延長化できる。
【発明を実施するための最良の形態】
【0022】
以下、本発明を図面および実施例に基づいて具体的に説明する。但し、これらは、あく
までも本発明を容易に理解するための一助として開示するものであり、本発明はこれに限
定されることはない。
【0023】
実施例1;
B元素の拡散・注入を行うための拡散源硬質粒子は、FeベースにBを19重量%添加
したフェロボロンで、α−FeとFe2Bの共晶組織のものを用いた。Fe−B合金浴を
調製し、凝固後、機械的に粉砕し、粉末を53μmの網目で分級した。素材は硬くて、脆
いため、容易に機械的に粉砕でき、微小な粒子を得ることができた。平均粒径は、17±
4μmである。Feを基とする材料を設定した理由は、拡散源硬質粒子を打ち込む金属部
材の主材料はFeベースであることと、フェロボロンは容易に入手し易く、B19%のも
のは、製造上からもその後の取り扱い上でも極めて安定であるためであるので、これを拡
散源硬質粒子の母材とした。図2は、このBを含むFeを基とする共晶合金の粉末を走査
型電子顕微鏡によって観察した写真である。その形状は多角形で、やや細長く、鋭角的な
面を持ち、楔状に打ち込むのには適した形状といえる。大きさのばらつきはあるが、単分
散性に富んだ粉末であった。
【0024】
次いで、このFe−B共晶合金粉末を、N2ガスにより、ノズルから超音速流で、SU
S304鋼試料表面に衝突させ、試料表面に打ち込んだ。試料の大きさは、20mmφ×
3mmtで、各10個についてその表面に硬質粒子打ち込み層を形成した。設定するガス
圧等のキーポイントなる最適条件はあらかじめダミー試料を使用して調べた。その結果、
得られた打ち込み条件は、表1に示すとおりであった。粒子の打ち込み時の速度を計測し
ていないが、本実験と同様の圧力等の条件で同等のサイズの粒子を用いた実験において、
粒子速度が640m/sの報告(榊 和彦;溶射技術、vol.26、No.2、p.3
2、2000)がなされていることから、粒子速度は、超音速に達していると考えられる
。
【表1】
【0025】
前記合金粉末を表1に示す条件でSUS304鋼表面に衝突させた。
図3は、SUS304鋼表面に形成されたFe−B共晶合金打ち込み層を示す。図3の
試料は打ち込み後、750℃で10hの加熱処理がなされている。硬粒
子は鋼板表面に打ち込まれ、鋼板に密着して形成されていた。この図からもBは、接触界
面を通して容易に拡散できると判断された。加熱処理をしているため、硬質粒子のFe2
BのB成分がSUS304鋼中に拡散し硬質粒子が一部縮小し始めていた。また、反応生
成物などは全くなく、表面は化学的には清浄であった。硬質粒子として、Fe−Bの共晶
合金を用いたため、硬質粒子は一部塑性変形し、打ち込み硬質粒子は楔状の形状が一部変
形し、5〜30μmの波状層をなしていた。また、打ち込み層の内側を100μmの深さ
まで打ち込みしたのに伴い、すべり帯が形成された加工層が観察された。
【0026】
実施例2;
この実施例は、実施例1における拡散源硬質粒子打ち込み工程に続き、拡散・加熱処理
工程を付加させたものである。すなわち、打ち込み後、SUS304鋼の試料をAr雰囲
気中で加熱し、B元素の試料中への拡散・注入処理を行った。表2に加熱による拡散・注
入条件を示す。
【表2】
【0027】
拡散源硬質粒子打ち込みとそれに続く拡散・注入処理によるB注入の注入量の定量的計
測を行った。Bの定量計測には、レーザICP質量分析法(LA−ICP−MS)を用い
、高精度な局所分析により、深さ方向の微量Bの拡散・注入量を定量的に求めた。ICP
質量分析計は、Perkin Elmer Elan6000(四重極)型で、高周波出
力は、40.68MHz、1kWである。レーザアブレーションは、Nd−YAG固定レ
ーザを用いた。レーザのスポットサイズは100μmである。
【0028】
図4にレーザアブレーションした表面からの計測位置とイオン質量分析計で計測された
Bのイオン強度との関係を示す。図中にFe−B共晶合金粒子の打ち込みを実施していな
いSUS304鋼素材の加熱材のデータも比較のため示した。
【0029】
その結果、Fe−B共晶合金打ち込みがなされていない比較試料では、Bイオン強度は
当然のことながら、加熱処理による変化や深さ方向の変化はなく、低レベルのままである
。それに対し、Fe−B共晶合金粒子の打ち込みがなされ、加熱処理した試料は、表層部
のBイオン強度が極めて高く、表面からの深さ方向の距離とともに急激に低下する。急激
な低下後、平衡に達し、ほぼ一定な値を示すようになる。この一定になるイオン強度は、
加熱温度が高くなるほど、また、加熱時間が長くなるほど高い値となる。この一定値が有
益元素の効果をもたらすBの固溶量に相当すると考えられる。
【0030】
なお、図5は、Bイオン強度とB含有量との関係を示す検量線である。図5から、Fe
−B共晶合金粒子を打ち込んだことにより、数mmの深さに数ppmから200ppmの
B元素を拡散・注入できることが分かった。B元素は、数ppmの添加でも、その有益な
効果を十分発揮するので、本発明の拡散源硬質粒子打ち込み層形成方法は、オーステナイ
トステンレス鋼に対しては、極めて効果的であることが確認された。
【0031】
図6は、図5のSUS304ステンレス鋼のB拡散・注入結果を本発明者らが特許出願
中(有益元素の高制度拡散・注入に適用される金属皮膜形成方法、特願2006−133
469)の結果と比較したものである。拡散・注入の熱処理条件は同じであり、深さ方向
のB分布は類似であり、特に深さが200μm以上の内側では、ほぼ同じである。本発明
の方法は、硬質粒子一層だけの打ち込みの簡便な方法であるが、厚膜を形成させる方法と
同じ効果が得られた。これは、主として拡散源を塑性変形の必要のない硬質粒子として、
Bを多量に含有させているためである。従って、B注入に限っていえば、本発明の方が簡
便で効果的にBを注入できるといえる。なお、従来の塗布法や溶射法に関しては、有益微
量元素の拡散・注入の定量的な計測を行ってなく、分析データがないため、比較すること
はできなかった。
【0032】
以上、開示したように本発明は、有益元素の拡散源である多角形の硬質粒子を金属部材
に一様あるいは楔状に打ち込み、その中に含まれている有益成分を硬質粒子と金属部材と
の界面を通して拡散、注入させ、金属部材を改質させることである。硬質粒子の打ち込み
は、常温で高速流化させるだけで、通常のコールドスプレイ法により、容易に深く打ち込
むことができる。この楔状に打ち込まれた硬質粒子は、専ら有益元素を拡散・注入する拡
散源として適用されるものであるが、下地金属との密着性がよいので、長期間安定に拡散
源としての役割を果たす。この硬質粒子打ち込み過程は、通常の機械的性質改善のため行
われているショットピーニングと同じであり、硬質粒子打ち込みにより生じた表面層の残
留ひずみは亀裂生成抵抗を向上させるなどの機械的性質改善効果を有する。
実施例においては、特に材料改質効果が期待できるB元素を指標有益元素として選択し
たが、その理由は上記したとおりである。本発明は、改質しうる有益元素であれば、B元
素に限定されない。また、対象金属部材として鉄系金属材料を使用したが、これに限定さ
れるものではない。すなわち、金属部材の材料と、有益元素との組み合わせは、合金化設
定しうる各種組み合わせを含みうることを理解すべきである。
【産業上の利用可能性】
【0033】
本発明は、すでに設計・製作された金属部材に対しても、また、設置された現場におい
て、操業を中断することなく、事後的に簡単に改質しうる方法を提示したものであり、極
めて実用性に富んだ提案といえ、今後各種プラントにおける補修、延命策として大いに利
用され得る。
【図面の簡単な説明】
【0034】
【図1】本発明の有益元素注入方法とこれまでの方法との比較。図中(a)は本発明の拡散源硬質粒子打ち込み層形成方法、(b)は本発明者らが出願中の有益元素を含む合金皮膜を形成させる方法、(c)は従来の塗布方法、(d)は従来の溶射方法を示す。
【図2】実施例で使用した有効元素(B)を含むαFeとFe2Bの共晶合金粒子の走査型電子顕微鏡による観察図面。
【図3】図2に示す合金粒子をSUS304鋼表面に衝突させて得られた試料表面層への打ち込み粒子の走査型電子顕微鏡による観察図面。
【図4】SUS304鋼表面に粒子打ち込み後、加熱温度、時間による有益元素(B)の拡散状況を、表面からの深さとB量に相当するイオン強度によって示した図。図中(a)は750℃加熱、(b)図は850℃加熱の場合を示す。
【図5】B量の標準試料のイオン強度で、B含有量の検量線を示す図。
【図6】本発明の拡散源硬質粒子打ち込み層形成方法と合金皮膜形成方法とのB拡散・注入効果を比較して示す。
【特許請求の範囲】
【請求項1】
処理される金属部材よりも硬質で拡散・注入しようとする元素を含んでなる硬質粒子を
金属部材に対して高速で打ち込む工程、次いで、打ち込まれた硬質粒子と金属部材との接
触界面から拡散・注入しようとする元素を金属部材へと拡散せしめる工程、とからなるこ
とを特徴とする、硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項2】
前記硬質粒子を金属部材に対して高速で打ち込む工程が、常温を含む広い温度領域の下
で実施されることを特徴とする、請求項1に記載する硬質粒子打ち込みによる金属部材へ
の元素の拡散・注入方法。
【請求項3】
前記硬質粒子を金属部材に対して高速で打ち込む工程、および、前記拡散・注入しよう
とする元素を金属部材に拡散させる工程が、金属部材の設置されている使用現場で、使用
作業を中断し、または中断することなく行われることを特徴とする、請求項1または2に
記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項4】
前記拡散・注入しようとする元素が、C、N、B、Ce、La、Zr、Hf、Ti、N
b、Moからなる群から選ばれる1種又は2種以上の元素であることを特徴とする、請求
項1ないし3の何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・
注入方法。
【請求項5】
前記硬質粒子が、粉砕によって得られた硬質粒子であることを特徴とする、請求項1な
いし4の何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方
法。
【請求項6】
前記硬質粒子が、直径1〜100μmの範囲に調製された硬質粒子であることを特徴と
する、請求項1ないし5の何れか1項に記載する硬質粒子打ち込みによる金属部材への元
素の拡散・注入方法。
【請求項7】
前記硬質粒子が、Fe2B、FeB、あるいはFeと共晶ないし過共晶合金を形成しう
るホウ化鉄から選ばれた硬質粒子からなることを特徴とする、請求項1ないし6の何れか
1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項8】
前記硬質粒子が、Ni3B、または、Niと共晶ないし過共晶合金を形成しうるホウ化
ニッケルから選ばれた硬質粒子からなることを特徴とする、請求項1ないし6の何れか1
項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項9】
前記元素が注入される金属部材が、炭素鋼、低合金鋼、オーステナイト鋼の何れか1種
から選ばれてなる金属部材であることを特徴とする、請求項1ないし8の何れか1項に記
載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項10】
前記拡散・注入しようとする元素を金属部材へと拡散せしめる工程が、前工程により硬
質粒子が打ち込まれたままの状態で金属部材を加熱することによって行われることを特徴
とする、請求項1に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法
。
【請求項11】
前記金属材料が炭素鋼ないし低合金鋼の場合、前記加熱が500〜750℃の温度範囲
で、また、前記金属材料がオーステナイトステンレス鋼の場合、650〜900℃の温度
範囲で行われることを特徴とする、請求項9に記載する硬質粒子打ち込みによる金属部材
への元素の拡散・注入方法。
【請求項12】
前記金属部材が、使用現場で融点温度Tm(絶対温度)の1/3以上の温度で使用され
ている金属部材である場合、硬質粒子打ち込み後の拡散工程を、特に加熱することなく使
用されている温度にそのまま曝すことにより拡散せしめることを特徴とする、請求項1な
いし11に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項1】
処理される金属部材よりも硬質で拡散・注入しようとする元素を含んでなる硬質粒子を
金属部材に対して高速で打ち込む工程、次いで、打ち込まれた硬質粒子と金属部材との接
触界面から拡散・注入しようとする元素を金属部材へと拡散せしめる工程、とからなるこ
とを特徴とする、硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項2】
前記硬質粒子を金属部材に対して高速で打ち込む工程が、常温を含む広い温度領域の下
で実施されることを特徴とする、請求項1に記載する硬質粒子打ち込みによる金属部材へ
の元素の拡散・注入方法。
【請求項3】
前記硬質粒子を金属部材に対して高速で打ち込む工程、および、前記拡散・注入しよう
とする元素を金属部材に拡散させる工程が、金属部材の設置されている使用現場で、使用
作業を中断し、または中断することなく行われることを特徴とする、請求項1または2に
記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項4】
前記拡散・注入しようとする元素が、C、N、B、Ce、La、Zr、Hf、Ti、N
b、Moからなる群から選ばれる1種又は2種以上の元素であることを特徴とする、請求
項1ないし3の何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・
注入方法。
【請求項5】
前記硬質粒子が、粉砕によって得られた硬質粒子であることを特徴とする、請求項1な
いし4の何れか1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方
法。
【請求項6】
前記硬質粒子が、直径1〜100μmの範囲に調製された硬質粒子であることを特徴と
する、請求項1ないし5の何れか1項に記載する硬質粒子打ち込みによる金属部材への元
素の拡散・注入方法。
【請求項7】
前記硬質粒子が、Fe2B、FeB、あるいはFeと共晶ないし過共晶合金を形成しう
るホウ化鉄から選ばれた硬質粒子からなることを特徴とする、請求項1ないし6の何れか
1項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項8】
前記硬質粒子が、Ni3B、または、Niと共晶ないし過共晶合金を形成しうるホウ化
ニッケルから選ばれた硬質粒子からなることを特徴とする、請求項1ないし6の何れか1
項に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項9】
前記元素が注入される金属部材が、炭素鋼、低合金鋼、オーステナイト鋼の何れか1種
から選ばれてなる金属部材であることを特徴とする、請求項1ないし8の何れか1項に記
載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【請求項10】
前記拡散・注入しようとする元素を金属部材へと拡散せしめる工程が、前工程により硬
質粒子が打ち込まれたままの状態で金属部材を加熱することによって行われることを特徴
とする、請求項1に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法
。
【請求項11】
前記金属材料が炭素鋼ないし低合金鋼の場合、前記加熱が500〜750℃の温度範囲
で、また、前記金属材料がオーステナイトステンレス鋼の場合、650〜900℃の温度
範囲で行われることを特徴とする、請求項9に記載する硬質粒子打ち込みによる金属部材
への元素の拡散・注入方法。
【請求項12】
前記金属部材が、使用現場で融点温度Tm(絶対温度)の1/3以上の温度で使用され
ている金属部材である場合、硬質粒子打ち込み後の拡散工程を、特に加熱することなく使
用されている温度にそのまま曝すことにより拡散せしめることを特徴とする、請求項1な
いし11に記載する硬質粒子打ち込みによる金属部材への元素の拡散・注入方法。
【図1】


【図2】

【図3】

【図4】

【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−24993(P2008−24993A)
【公開日】平成20年2月7日(2008.2.7)
【国際特許分類】
【出願番号】特願2006−199509(P2006−199509)
【出願日】平成18年7月21日(2006.7.21)
【出願人】(301023238)独立行政法人物質・材料研究機構 (1,333)
【Fターム(参考)】
【公開日】平成20年2月7日(2008.2.7)
【国際特許分類】
【出願日】平成18年7月21日(2006.7.21)
【出願人】(301023238)独立行政法人物質・材料研究機構 (1,333)
【Fターム(参考)】
[ Back to top ]