
窯業系サイディング及びその塗装方法
【課題】塗装安定性を確保し、塗装コストを削減することができると共に、2色塗り分けの外観を良くすることができる窯業系サイディングの塗装方法を提供する。
【解決手段】窯業系サイディング1に凹設された目地状溝2の部分とこれ以外の部分とを2色に塗り分けて塗装する方法に関する。窯業系サイディング1の表面全体に1色目の塗料7を塗布した後、目地状溝2の部分のみに2色目の塗料6をスプレー3で吹き付けて塗布する。
【解決手段】窯業系サイディング1に凹設された目地状溝2の部分とこれ以外の部分とを2色に塗り分けて塗装する方法に関する。窯業系サイディング1の表面全体に1色目の塗料7を塗布した後、目地状溝2の部分のみに2色目の塗料6をスプレー3で吹き付けて塗布する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として建築物の外装に用いられる窯業系サイディングであって、この屋外側の面に凹設された目地状溝の部分とこれ以外の部分とを2色に塗り分けて塗装する方法及びこのように塗装された窯業系サイディングに関するものである。
【背景技術】
【0002】
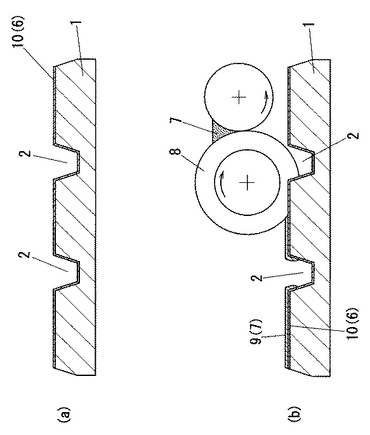
従来、建築用などに使用される窯業系サイディング1にあっては、その表面に目地状溝2が凹設され、この目地状溝2の部分とこれ以外の部分(平坦部分)とを2色に塗り分けて塗装(ツートン塗装)することが行われている。図3はその一例を示すものであり、この方法は、窯業系サイディング1の表面全体にベース色の塗料6を塗布した後、ベース色とは異なる色の塗料7をスポンジロール等のロール8で塗布するものである(例えば、特許文献1参照。)。そして、ロール8は目地状溝2の奥深くには入り込まないので、目地状溝2の部分にはベース色が着色されたまま残り、その他の部分にはベース色とは異なる色が着色されるものである。
【特許文献1】特開2003−311206号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記のようなロール8を用いた従来の2色塗り分けの塗装方法にあっては、次のような問題がある。すなわち、目地状溝2以外の部分では2色の塗料が塗り重ねられることとなるが、ロール8による塗装で形成された外側の塗膜9の厚さは約3〜5μm程度と非常に薄いため、窯業系サイディング1の表面状態(表面の凹凸)や板厚によっては、内側の塗膜10が部分的に外側に露出して塗り残しが生じ、隠蔽性が悪く、塗装安定性の確保が困難である。また、上記のように目地状溝2以外の部分では2色の塗料が塗り重ねられることとなるが、外部から見えるのは外側の塗膜9だけであるので、そもそもこの塗膜9で隠蔽される内側の塗膜10は不要であり、この分だけ塗装コストが増加する。また、ロール8による塗装では、図4に示すように、外側に塗布した塗料7が目地状溝2の内側面2bに垂れてくるなどして、塗装後の窯業系サイディング1を正面から見た場合に、目地状溝2の部分とこれ以外の部分との境界が直線状にならないことが多い。この場合、使用する塗料6,7が2色とも同系統の色であれば上記の境界はあまり目立たないが、2色の塗料6,7が全く異なる系統の色であれば上記の境界は目立つので、直線性が十分に出ていないと外観が悪くなるものである。
【0004】
本発明は上記の点に鑑みてなされたものであり、塗装安定性を確保し、塗装コストを削減することができると共に、2色塗り分けの外観を良くすることができる窯業系サイディングの塗装方法及び2色塗り分けの外観に優れた窯業系サイディングを提供することを目的とするものである。
【課題を解決するための手段】
【0005】
本発明の請求項1に係る窯業系サイディングの塗装方法は、窯業系サイディング1に凹設された目地状溝2の部分とこれ以外の部分とを2色に塗り分けて塗装するにあたって、窯業系サイディングの表面全体に1色目の塗料7を塗布した後、目地状溝2の部分のみに2色目の塗料6をスプレー3で吹き付けて塗布することを特徴とするものである。
【0006】
本発明の請求項2に係る窯業系サイディングは、目地状溝2を凹設して形成されると共に、目地状溝2の部分とこれ以外の部分とが2色に塗り分けられて塗装された窯業系サイディング1において、窯業系サイディング1の表面全体に1色目の塗料7が塗布されて第1塗膜4が形成されていると共に、目地状溝2の部分のみに2色目の塗料6が塗布されて第2塗膜5が形成されていることを特徴とするものである。
【発明の効果】
【0007】
本発明の請求項1に係る窯業系サイディングの塗装方法によれば、塗装安定性を確保し、塗装コストを削減することができると共に、2色塗り分けの外観を良くすることができるものである。
【0008】
本発明の請求項2に係る窯業系サイディングによれば、2色塗り分けの外観に優れているものである。
【発明を実施するための最良の形態】
【0009】
以下、本発明の実施の形態を説明する。
【0010】
本発明において窯業系サイディング1としては、特に限定されるものではなく、主原料としてセメント質原料及び繊維質原料を用いて板状に成形し、養生・硬化させたものを用いることができる。窯業系サイディング1の大きさは、例えば、縦(長手方向):1.82〜3.03m×横(短手方向):0.455mであり、板厚:12〜25mmである。ただし、このような窯業系サイディング1は、屋外側の面に目地状溝2(例えば、幅:3〜20mm、深さ:2〜10mm)が1つ又は2つ以上凹設されて形成されている。
【0011】
そして、窯業系サイディング1に凹設された目地状溝2の部分とこれ以外の部分(平坦部分)とを2色に塗り分けて塗装するにあたっては、次のようにして行うことができる。
【0012】
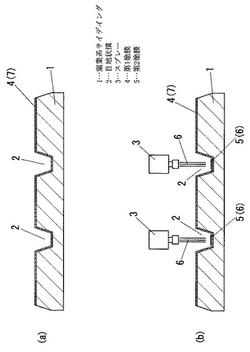
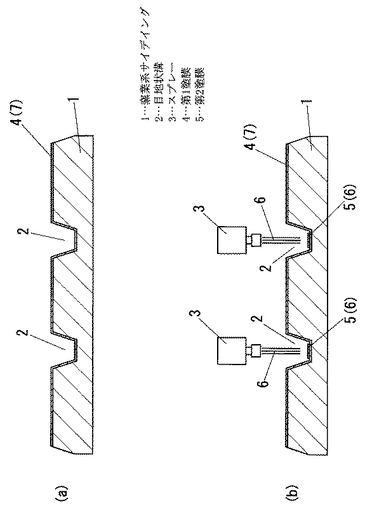
まず、図1(a)に示すように、窯業系サイディング1の表面全体(目地状溝2の内面を含む)に1色目の塗料7を塗布する。ここで、1色目の塗料7とは、従来ロール8で塗布していた塗料と同様のものであって、ベース色とは異なる色の塗料をいい、市販されているものを任意に用いることができる。つまり、本発明では、従来の方法とは逆に、ベース色の塗料6を塗布する前に、これとは異なる色の塗料7を窯業系サイディング1に塗布するものである。この場合の塗布方法としては、特に限定されるものではないが、例えば、スプレーコーターやフローコーターによる方法を使用することができる。そして、窯業系サイディング1の表面全体に塗布された1色目の塗料7が乾燥することによって、厚さ:20〜50μmの第1塗膜4が形成される。
【0013】
その後、図1(b)に示すように、目地状溝2の部分のみに2色目の塗料6をスプレー3で吹き付けて塗布する。ここで、2色目の塗料6とは、従来ベース色の塗料として使用されていたものをいい、市販されているものを任意に用いることができる。上述したように、本発明では、従来の方法とは逆に、ベース色とは異なる色の塗料7を塗布した後に、ベース色の塗料6を窯業系サイディング1に塗布するものである。この場合、ベース色の塗料である2色目の塗料6は目地状溝2の部分のみに塗布するため、上記のようにスプレー3を用いるようにしている。このスプレー3としては、特に限定されるものではないが、例えば、ノードソン(株)製「Xカットノズル」を備えた同社製「モデルA7A型エアレス自動ガン」等を用いることができる。そして、目地状溝2の部分のみに塗布された2色目の塗料6が乾燥することによって、厚さ:40〜160μmの第2塗膜5が第1塗膜4の上に形成される。
【0014】
上記のような2色塗り分けの塗装方法にあっては、目地状溝2以外の部分では、第1塗膜4のみが存在し、2色の塗料6,7が塗り重ねられることはないので、内側の塗膜4が外側に露出するなどという現象は起こり得ない。そして、第1塗膜4の形成は、スプレーコーターやフローコーターによる方法を使用して行うことができるので、塗り残しが生じることはなく、窯業系サイディング1の表面状態や板厚の影響を受けずに安定した塗装が可能となるものである。
【0015】
また、上記のように目地状溝2以外の部分では、2色の塗料6,7を塗り重ねる必要はなく、第1塗膜4のみを形成すればよいので、従来よりも塗装コストを削減することができるものである。特に、2色目の塗料6(ベース色の塗料)で着色される面積の少ない商品を製造する場合には、2色目の塗料6の使用量が減少することによって、大幅な塗装コストの削減を図ることができる。
【0016】
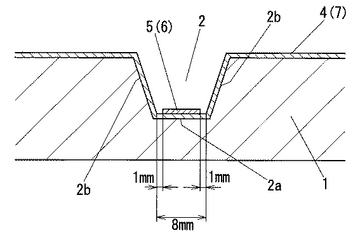
また、上記のような2色塗り分けの塗装方法にあっては、目地状溝2の部分では第1塗膜4を形成した後に第2塗膜5を形成するので、2色の塗料6,7が全く異なる系統の色であっても、目地状溝2の部分とこれ以外の部分との境界を容易に直線状とすることができ、2色塗り分けの外観を良くすることができるものである。特に、目地状溝2の内面全体に第2塗膜5を形成するのではなく、図2に示すように、目地状溝2の底面2aにおいて目地状溝2の内側面2bから若干離して第2塗膜5を形成するのが好ましい。具体的には、目地状溝2の底面2aの幅が8mmである場合には、目地状溝2の両側の内側面2bから1mmずつ離して、幅6mmの第2塗膜5を形成するのが好ましい。このようにすることで、目地状溝2の部分とこれ以外の部分との境界の直線性をさらに十分に出すことができ、2色塗り分けの外観をより優れたものとすることができるものである。
【実施例】
【0017】
以下、本発明を実施例によって具体的に説明する。
【0018】
窯業系サイディング1としては、主原料としてセメントを用いて板状に成形し、養生・硬化させたものを用いた。また、窯業系サイディング1の大きさは、縦:3.03m×横:0.455mであり、板厚:13mmである。また、窯業系サイディング1の屋外側の面には目地状溝2(幅:8mm、深さ:4mm)を3列凹設した。
【0019】
まず、図1(a)に示すように、窯業系サイディング1の表面全体(目地状溝2の内面を含む)に1色目の塗料7として、アクリルエマルジョン系塗料を塗布した。この場合の塗布方法としては、スプレーによる方法を使用した。そして、窯業系サイディング1の表面全体に塗布した1色目の塗料7を乾燥させることによって、第1塗膜4を形成した。
【0020】
その後、第1塗膜4が形成された窯業系サイディング1をベルトコンベア(図示省略)で搬送しながら、図1(b)に示すように、目地状溝2の部分のみに2色目の塗料6(ベース色の塗料)をスプレー3で吹き付けて塗布した。ここで、2色目の塗料6としては、「大日本塗料(株)製アクリルエマルジョンエナメル塗料ホワイト系色」を用いた。また、スプレー3として、ノードソン(株)製「Xカットノズル」を備えた同社製「モデルA7A型エアレス自動ガン」を用いた。スプレー3と窯業系サイディング1との距離は約10mmに設定した。そして、目地状溝2の部分のみに塗布した2色目の塗料6を乾燥させることによって、第2塗膜5を第1塗膜4の上に形成した。
【0021】
下記[表1]に示すようにコンベア速度、ノズル、液圧、吐出量の条件を変更して、上述した一連の作業を実施例1〜5として行った。
【0022】
【表1】

【0023】
実施例1〜5の仕上がりはいずれも良好であったが、実施例4の仕上がりは、図2に示すようなものとなり、特に良好であった。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態の一例を示すものであり、(a)(b)は概略断面図である。
【図2】同上の一部を拡大して示す断面図である。
【図3】従来の技術の一例を示すものであり、(a)(b)は概略断面図である。
【図4】同上の一部を拡大して示す断面図である。
【符号の説明】
【0025】
1 窯業系サイディング
2 目地状溝
3 スプレー
4 第1塗膜
5 第2塗膜
6 2色目の塗料
7 1色目の塗料
【技術分野】
【0001】
本発明は、主として建築物の外装に用いられる窯業系サイディングであって、この屋外側の面に凹設された目地状溝の部分とこれ以外の部分とを2色に塗り分けて塗装する方法及びこのように塗装された窯業系サイディングに関するものである。
【背景技術】
【0002】
従来、建築用などに使用される窯業系サイディング1にあっては、その表面に目地状溝2が凹設され、この目地状溝2の部分とこれ以外の部分(平坦部分)とを2色に塗り分けて塗装(ツートン塗装)することが行われている。図3はその一例を示すものであり、この方法は、窯業系サイディング1の表面全体にベース色の塗料6を塗布した後、ベース色とは異なる色の塗料7をスポンジロール等のロール8で塗布するものである(例えば、特許文献1参照。)。そして、ロール8は目地状溝2の奥深くには入り込まないので、目地状溝2の部分にはベース色が着色されたまま残り、その他の部分にはベース色とは異なる色が着色されるものである。
【特許文献1】特開2003−311206号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記のようなロール8を用いた従来の2色塗り分けの塗装方法にあっては、次のような問題がある。すなわち、目地状溝2以外の部分では2色の塗料が塗り重ねられることとなるが、ロール8による塗装で形成された外側の塗膜9の厚さは約3〜5μm程度と非常に薄いため、窯業系サイディング1の表面状態(表面の凹凸)や板厚によっては、内側の塗膜10が部分的に外側に露出して塗り残しが生じ、隠蔽性が悪く、塗装安定性の確保が困難である。また、上記のように目地状溝2以外の部分では2色の塗料が塗り重ねられることとなるが、外部から見えるのは外側の塗膜9だけであるので、そもそもこの塗膜9で隠蔽される内側の塗膜10は不要であり、この分だけ塗装コストが増加する。また、ロール8による塗装では、図4に示すように、外側に塗布した塗料7が目地状溝2の内側面2bに垂れてくるなどして、塗装後の窯業系サイディング1を正面から見た場合に、目地状溝2の部分とこれ以外の部分との境界が直線状にならないことが多い。この場合、使用する塗料6,7が2色とも同系統の色であれば上記の境界はあまり目立たないが、2色の塗料6,7が全く異なる系統の色であれば上記の境界は目立つので、直線性が十分に出ていないと外観が悪くなるものである。
【0004】
本発明は上記の点に鑑みてなされたものであり、塗装安定性を確保し、塗装コストを削減することができると共に、2色塗り分けの外観を良くすることができる窯業系サイディングの塗装方法及び2色塗り分けの外観に優れた窯業系サイディングを提供することを目的とするものである。
【課題を解決するための手段】
【0005】
本発明の請求項1に係る窯業系サイディングの塗装方法は、窯業系サイディング1に凹設された目地状溝2の部分とこれ以外の部分とを2色に塗り分けて塗装するにあたって、窯業系サイディングの表面全体に1色目の塗料7を塗布した後、目地状溝2の部分のみに2色目の塗料6をスプレー3で吹き付けて塗布することを特徴とするものである。
【0006】
本発明の請求項2に係る窯業系サイディングは、目地状溝2を凹設して形成されると共に、目地状溝2の部分とこれ以外の部分とが2色に塗り分けられて塗装された窯業系サイディング1において、窯業系サイディング1の表面全体に1色目の塗料7が塗布されて第1塗膜4が形成されていると共に、目地状溝2の部分のみに2色目の塗料6が塗布されて第2塗膜5が形成されていることを特徴とするものである。
【発明の効果】
【0007】
本発明の請求項1に係る窯業系サイディングの塗装方法によれば、塗装安定性を確保し、塗装コストを削減することができると共に、2色塗り分けの外観を良くすることができるものである。
【0008】
本発明の請求項2に係る窯業系サイディングによれば、2色塗り分けの外観に優れているものである。
【発明を実施するための最良の形態】
【0009】
以下、本発明の実施の形態を説明する。
【0010】
本発明において窯業系サイディング1としては、特に限定されるものではなく、主原料としてセメント質原料及び繊維質原料を用いて板状に成形し、養生・硬化させたものを用いることができる。窯業系サイディング1の大きさは、例えば、縦(長手方向):1.82〜3.03m×横(短手方向):0.455mであり、板厚:12〜25mmである。ただし、このような窯業系サイディング1は、屋外側の面に目地状溝2(例えば、幅:3〜20mm、深さ:2〜10mm)が1つ又は2つ以上凹設されて形成されている。
【0011】
そして、窯業系サイディング1に凹設された目地状溝2の部分とこれ以外の部分(平坦部分)とを2色に塗り分けて塗装するにあたっては、次のようにして行うことができる。
【0012】
まず、図1(a)に示すように、窯業系サイディング1の表面全体(目地状溝2の内面を含む)に1色目の塗料7を塗布する。ここで、1色目の塗料7とは、従来ロール8で塗布していた塗料と同様のものであって、ベース色とは異なる色の塗料をいい、市販されているものを任意に用いることができる。つまり、本発明では、従来の方法とは逆に、ベース色の塗料6を塗布する前に、これとは異なる色の塗料7を窯業系サイディング1に塗布するものである。この場合の塗布方法としては、特に限定されるものではないが、例えば、スプレーコーターやフローコーターによる方法を使用することができる。そして、窯業系サイディング1の表面全体に塗布された1色目の塗料7が乾燥することによって、厚さ:20〜50μmの第1塗膜4が形成される。
【0013】
その後、図1(b)に示すように、目地状溝2の部分のみに2色目の塗料6をスプレー3で吹き付けて塗布する。ここで、2色目の塗料6とは、従来ベース色の塗料として使用されていたものをいい、市販されているものを任意に用いることができる。上述したように、本発明では、従来の方法とは逆に、ベース色とは異なる色の塗料7を塗布した後に、ベース色の塗料6を窯業系サイディング1に塗布するものである。この場合、ベース色の塗料である2色目の塗料6は目地状溝2の部分のみに塗布するため、上記のようにスプレー3を用いるようにしている。このスプレー3としては、特に限定されるものではないが、例えば、ノードソン(株)製「Xカットノズル」を備えた同社製「モデルA7A型エアレス自動ガン」等を用いることができる。そして、目地状溝2の部分のみに塗布された2色目の塗料6が乾燥することによって、厚さ:40〜160μmの第2塗膜5が第1塗膜4の上に形成される。
【0014】
上記のような2色塗り分けの塗装方法にあっては、目地状溝2以外の部分では、第1塗膜4のみが存在し、2色の塗料6,7が塗り重ねられることはないので、内側の塗膜4が外側に露出するなどという現象は起こり得ない。そして、第1塗膜4の形成は、スプレーコーターやフローコーターによる方法を使用して行うことができるので、塗り残しが生じることはなく、窯業系サイディング1の表面状態や板厚の影響を受けずに安定した塗装が可能となるものである。
【0015】
また、上記のように目地状溝2以外の部分では、2色の塗料6,7を塗り重ねる必要はなく、第1塗膜4のみを形成すればよいので、従来よりも塗装コストを削減することができるものである。特に、2色目の塗料6(ベース色の塗料)で着色される面積の少ない商品を製造する場合には、2色目の塗料6の使用量が減少することによって、大幅な塗装コストの削減を図ることができる。
【0016】
また、上記のような2色塗り分けの塗装方法にあっては、目地状溝2の部分では第1塗膜4を形成した後に第2塗膜5を形成するので、2色の塗料6,7が全く異なる系統の色であっても、目地状溝2の部分とこれ以外の部分との境界を容易に直線状とすることができ、2色塗り分けの外観を良くすることができるものである。特に、目地状溝2の内面全体に第2塗膜5を形成するのではなく、図2に示すように、目地状溝2の底面2aにおいて目地状溝2の内側面2bから若干離して第2塗膜5を形成するのが好ましい。具体的には、目地状溝2の底面2aの幅が8mmである場合には、目地状溝2の両側の内側面2bから1mmずつ離して、幅6mmの第2塗膜5を形成するのが好ましい。このようにすることで、目地状溝2の部分とこれ以外の部分との境界の直線性をさらに十分に出すことができ、2色塗り分けの外観をより優れたものとすることができるものである。
【実施例】
【0017】
以下、本発明を実施例によって具体的に説明する。
【0018】
窯業系サイディング1としては、主原料としてセメントを用いて板状に成形し、養生・硬化させたものを用いた。また、窯業系サイディング1の大きさは、縦:3.03m×横:0.455mであり、板厚:13mmである。また、窯業系サイディング1の屋外側の面には目地状溝2(幅:8mm、深さ:4mm)を3列凹設した。
【0019】
まず、図1(a)に示すように、窯業系サイディング1の表面全体(目地状溝2の内面を含む)に1色目の塗料7として、アクリルエマルジョン系塗料を塗布した。この場合の塗布方法としては、スプレーによる方法を使用した。そして、窯業系サイディング1の表面全体に塗布した1色目の塗料7を乾燥させることによって、第1塗膜4を形成した。
【0020】
その後、第1塗膜4が形成された窯業系サイディング1をベルトコンベア(図示省略)で搬送しながら、図1(b)に示すように、目地状溝2の部分のみに2色目の塗料6(ベース色の塗料)をスプレー3で吹き付けて塗布した。ここで、2色目の塗料6としては、「大日本塗料(株)製アクリルエマルジョンエナメル塗料ホワイト系色」を用いた。また、スプレー3として、ノードソン(株)製「Xカットノズル」を備えた同社製「モデルA7A型エアレス自動ガン」を用いた。スプレー3と窯業系サイディング1との距離は約10mmに設定した。そして、目地状溝2の部分のみに塗布した2色目の塗料6を乾燥させることによって、第2塗膜5を第1塗膜4の上に形成した。
【0021】
下記[表1]に示すようにコンベア速度、ノズル、液圧、吐出量の条件を変更して、上述した一連の作業を実施例1〜5として行った。
【0022】
【表1】
【0023】
実施例1〜5の仕上がりはいずれも良好であったが、実施例4の仕上がりは、図2に示すようなものとなり、特に良好であった。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態の一例を示すものであり、(a)(b)は概略断面図である。
【図2】同上の一部を拡大して示す断面図である。
【図3】従来の技術の一例を示すものであり、(a)(b)は概略断面図である。
【図4】同上の一部を拡大して示す断面図である。
【符号の説明】
【0025】
1 窯業系サイディング
2 目地状溝
3 スプレー
4 第1塗膜
5 第2塗膜
6 2色目の塗料
7 1色目の塗料
【特許請求の範囲】
【請求項1】
窯業系サイディングに凹設された目地状溝の部分とこれ以外の部分とを2色に塗り分けて塗装するにあたって、窯業系サイディングの表面全体に1色目の塗料を塗布した後、目地状溝の部分のみに2色目の塗料をスプレーで吹き付けて塗布することを特徴とする窯業系サイディングの塗装方法。
【請求項2】
目地状溝を凹設して形成されると共に、目地状溝の部分とこれ以外の部分とが2色に塗り分けられて塗装された窯業系サイディングにおいて、窯業系サイディングの表面全体に1色目の塗料が塗布されて第1塗膜が形成されていると共に、目地状溝の部分のみに2色目の塗料が塗布されて第2塗膜が形成されていることを特徴とする窯業系サイディング。
【請求項1】
窯業系サイディングに凹設された目地状溝の部分とこれ以外の部分とを2色に塗り分けて塗装するにあたって、窯業系サイディングの表面全体に1色目の塗料を塗布した後、目地状溝の部分のみに2色目の塗料をスプレーで吹き付けて塗布することを特徴とする窯業系サイディングの塗装方法。
【請求項2】
目地状溝を凹設して形成されると共に、目地状溝の部分とこれ以外の部分とが2色に塗り分けられて塗装された窯業系サイディングにおいて、窯業系サイディングの表面全体に1色目の塗料が塗布されて第1塗膜が形成されていると共に、目地状溝の部分のみに2色目の塗料が塗布されて第2塗膜が形成されていることを特徴とする窯業系サイディング。
【図1】

【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2006−88118(P2006−88118A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−280325(P2004−280325)
【出願日】平成16年9月27日(2004.9.27)
【出願人】(503367376)クボタ松下電工外装株式会社 (467)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月27日(2004.9.27)
【出願人】(503367376)クボタ松下電工外装株式会社 (467)
【Fターム(参考)】
[ Back to top ]