
衛生薄葉紙切断用ブレードの加工方法
【課題】トイレットペーパー等の衛生薄葉紙を切断するブレードであって、衛生薄葉紙との摩擦が低く耐久性に優れると共に、衛生薄葉紙の切断端面が平滑で汚れが付着せず美粧性に優れるブレード、及びその製造方法を提供する。
【解決手段】ポリアミドイミド樹脂、フッ素樹脂及びエポキシ樹脂を含むコーティングで被覆する。一例として、ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、エポキシ樹脂10質量%〜15質量%、及び有機溶剤及び粘度調整剤46〜65質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する。
【解決手段】ポリアミドイミド樹脂、フッ素樹脂及びエポキシ樹脂を含むコーティングで被覆する。一例として、ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、エポキシ樹脂10質量%〜15質量%、及び有機溶剤及び粘度調整剤46〜65質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、トイレットペーパー等の衛生薄葉紙のロール製品やシート製品を切断するブレード及びその加工方法に関する。
【背景技術】
【0002】
トイレットペーパー等の衛生薄葉紙のロール製品は、原反を連続ワインダーにて長幅のままの状態で巻き取り、テールシールした後、ログカッターに送られて製品幅にカットされる。このログカッターとしては、回転式丸刃が自転しながらクランクアームにより公転してログをカットする方式がある。この刃は約610mmφの薄い円盤状のブレードであり、刃先は研磨装置により研磨されている。
しかしながら、衛生薄葉紙をブレードで切断する際、刃先の磨耗と共にブレードとロールとの間に摩擦熱が生じ、ブレードが膨張して反りが発生することがある。ブレードが反ると振れが発生し、カット面が不揃い又は斜めになったり、コア(紙管)潰れの原因にもなり、生産性及び外観を著しく悪化させることとなる。特に、長巻品や硬い巻きのロールや、米坪の高いペーパータオルやウエス等で上記現象が顕著となる。この対策として生産開始前のブレード研磨や、操業を休止してブレード清拭やパラフィン等のブレード塗布が行われているが作業が煩雑となる。また、長時間操業により、ブレード自体にも磨耗が生じ、ブレード表面に微粉(研磨粕)が付着し、カット面の汚れのように見えることがあり品質上も問題があった。
【0003】
このようなことから、刃物等の表面に耐熱性皮膜となるフッ素樹脂をコーティングすることが知られており、また、フッ素樹脂を金属表面に被覆するプライマーとして、ポリイミド及びアルミニウム等の金属粉末を有機溶媒中に分散させた組成物を用いる例が開示されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平06−264000号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、衛生薄葉紙のような木材パルプからなる製品のカッティングは、高速であり、摩擦抵抗が大きく、ブレード自体も非常に薄刃であるため、ブレードのコーティングが磨耗したり、剥がれたりする場合がある。また、製品カット面を汚すこともある。
従って本発明は、衛生薄葉紙との摩擦が低く耐久性に優れると共に、衛生薄葉紙の切断端面が平滑で汚れが付着せず、美粧性に優れる衛生薄葉紙切断用ブレード及びその加工方法の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明の衛生薄葉紙切断用ブレードは、ポリアミドイミド樹脂、フッ素樹脂及びエポキシ樹脂を含むコーティングが被覆されている。
【0007】
前記コーティングが無機白色顔料を更に含むことが好ましい。
前記衛生薄葉紙切断用ブレードがログカット用又は積層シートカット用の回転式丸刃であることが好ましい。
【0008】
本発明の衛生薄葉紙切断用ブレードの加工方法は、ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、エポキシ樹脂10質量%〜15質量%、及び有機溶剤及び粘度調整剤46〜65質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する。
【0009】
又、本発明の衛生薄葉紙切断用ブレードの加工方法は、ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、無機白色顔料1〜5質量%、エポキシ樹脂10質量%〜15質量%、有機溶剤及び粘度調整剤45〜60質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する。
【発明の効果】
【0010】
この発明によれば、衛生薄葉紙との摩擦が低く耐久性に優れると共に、衛生薄葉紙の切断端面が平滑で、汚れが付着せず、美粧性に優れる衛生薄葉紙切断用ブレードが得られる。
【図面の簡単な説明】
【0011】
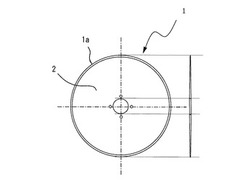
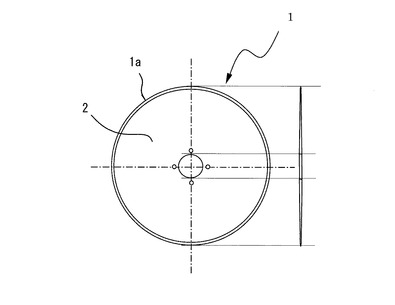
【図1】本発明の実施形態に係る衛生薄葉紙切断用ブレードを示す平面図である。
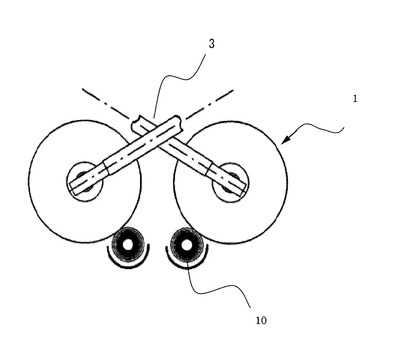
【図2】衛生薄葉紙切断用ブレードによる衛生薄葉紙のログカットの概要を示す図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施形態について図面を参照して説明する。
図1は、本発明の実施形態に係る衛生薄葉紙切断用ブレード(ログカット用の回転式丸刃)1を示す平面図である。衛生薄葉紙切断用ブレード1は周縁部に刃部1aを有し、ブレード1の刃部1aを除く刃物本体にコーティングが被覆されている。
刃物本体のコーティング2は、少なくともポリアミドイミド樹脂及びフッ素樹脂及びエポキシ樹脂を含む組成からなる。刃物本体のコーティング2がポリアミドイミド樹脂及びフッ素樹脂及びエポキシ樹脂を含むことで摩擦が少なく、熱によるブレードの反りが低減されて耐久性が優れる。ポリアミドイミド樹脂は、コーティングに粘りを発現させコーティング剥離が起きにくくする。エポキシ樹脂は、コーティングに硬さを発現させ耐久性を一層向上させる。又、刃物本体のコーティング2が無機白色顔料を含むことで、衛生薄葉紙の切断端面に汚れが付着しにくく、美粧性に優れる。無機白色顔料はブレードの耐久性を向上させる。
無機白色顔料としては、例えば酸化チタン、酸化亜鉛、硫化亜鉛から選ばれる1種以上が用いられるが、白色を強く発色させて、耐久性を向上させるためには酸化チタンが好ましい。
【0013】
コーティングは、ポリアミドイミド樹脂及びフッ素樹脂及びエポキシ樹脂、並びに溶剤を含むコーティング液をブレード(面)に塗布した後、例えば130〜200℃で焼成して形成することができる。130℃未満ではコーティングに十分な硬さが発現せず、200℃を超えると樹脂が変色や脆弱化等の変質が起きるためこの温度範囲にて焼成を行った。
コーティング液の組成としては、ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、エポキシ樹脂10〜15質量%、有機溶剤及び粘度調整剤46〜65質量%からなるコーティング組成物が挙げられる。溶剤および粘度調整剤としては、アセトン、メチルルロース系樹脂が挙げられる。更に、コーティング液に無機白色顔料を含むとブレードの耐久性を向上させる。
【0014】
図2に示すように、衛生薄葉紙切断用ブレード1はクランクアーム3に取り付けられて自転しつつクランクアーム3が搖動し、衛生薄葉紙のログ10にブレード1が接触してカットが行われる。刃部1aは、切断状態を良好に保つために、衛生薄葉紙の各種製品毎に研磨の頻度が設定されるが、コーティングを施したものは、研磨回数を削減することが可能となり、ブレードの寿命を延ばすことができる。
【実施例】
【0015】
図1に示すコーティング前の衛生薄葉紙切断用ブレード1の両面全面(刃部1aを除く)に、それぞれ表1に示す組成のコーティング液を塗付して乾燥後、表1に示す温度で焼成してコーティング2を形成した。コーティング前のブレード1の面のHRC硬度(ロックウエル硬さ)は60〜62であった。
コーティング2形成後の衛生薄葉紙切断用ブレード1を図2のログカッターに取り付け、ログ(トイレットペーパーロール)10の実機切断テストを行った。ログ10として、シングルトイレットペーパ−(2倍巻き100m)を用いた。
ブレード1の面のコーティング硬さは、JIS K5600-5-4 引っかき硬度(鉛筆法)により測定した。ブレード1の色、切断面外観(1日操業後のロール端面の状態)、及びブレード1のコーティング剥がれは目視にて判定した。コアつぶれについては、切断テスト開始後60分後のトイレットペーパーのコア(紙管)の変形状態を観察した。耐久性は、切断テスト開始から、コーティング剥がれの発生までの期間、又はブレードの刃部磨耗により操業が困難となるまでの期間とした。
得られた結果を表1に示す。
【0016】
【表1】

【0017】
実施例1〜4の場合、30日間の操業で、切断面外観が良好で、コーティング剥がれ及びコアつぶれの発生は認められなかった。更に実施例1〜4の場合、ブレードの研磨頻度の設定が25カット/回で済み、比較例2の研磨頻度(12カット/回)に比べて約1/2の研磨頻度となり、ブレードの寿命も大幅に延びた。
【0018】
一方、エポキシ樹脂をコーティング液に含まない比較例1の場合、テスト開始後1日後に切断面(トイレットペーパーの紙管)に汚れが認められ、更に10日後にコーティング剥がれが生じた。
ブレード1にコーティングを施さなかった比較例2の場合、テスト開始後1日後に切断面(トイレットペーパーの紙管)に汚れが認められた。
【0019】
ポリアミドイミド樹脂、フッ素樹脂及びエポキシ樹脂を含まず、メラミン系樹脂12質量%、アクリル系樹脂30質量%、無機顔料31質量%、シリコン樹脂4質量%、有機溶剤及び粘度調整剤23質量%からなるコーティング液をブレードに塗布した比較例3の場合、切断テスト開始から1日でコーティング剥がれが発生した。
ポリアミドイミド樹脂を含まず、フッ素樹脂20質量%、エポキシ樹脂15質量%、無機顔料3%、有機溶剤及び粘度調整剤62質量%からなるコーティング液をブレードに塗布した比較例4の場合、切断テスト開始から5日でコーティング剥がれが発生した。
なお、比較例3,4については、コーティング剥がれの試験のみを行った。
【符号の説明】
【0020】
1・・・衛生薄葉紙切断用ブレード
1a・・刃部
2・・・刃物本体のコーティング
10・・衛生薄葉紙(ログ)
【技術分野】
【0001】
この発明は、トイレットペーパー等の衛生薄葉紙のロール製品やシート製品を切断するブレード及びその加工方法に関する。
【背景技術】
【0002】
トイレットペーパー等の衛生薄葉紙のロール製品は、原反を連続ワインダーにて長幅のままの状態で巻き取り、テールシールした後、ログカッターに送られて製品幅にカットされる。このログカッターとしては、回転式丸刃が自転しながらクランクアームにより公転してログをカットする方式がある。この刃は約610mmφの薄い円盤状のブレードであり、刃先は研磨装置により研磨されている。
しかしながら、衛生薄葉紙をブレードで切断する際、刃先の磨耗と共にブレードとロールとの間に摩擦熱が生じ、ブレードが膨張して反りが発生することがある。ブレードが反ると振れが発生し、カット面が不揃い又は斜めになったり、コア(紙管)潰れの原因にもなり、生産性及び外観を著しく悪化させることとなる。特に、長巻品や硬い巻きのロールや、米坪の高いペーパータオルやウエス等で上記現象が顕著となる。この対策として生産開始前のブレード研磨や、操業を休止してブレード清拭やパラフィン等のブレード塗布が行われているが作業が煩雑となる。また、長時間操業により、ブレード自体にも磨耗が生じ、ブレード表面に微粉(研磨粕)が付着し、カット面の汚れのように見えることがあり品質上も問題があった。
【0003】
このようなことから、刃物等の表面に耐熱性皮膜となるフッ素樹脂をコーティングすることが知られており、また、フッ素樹脂を金属表面に被覆するプライマーとして、ポリイミド及びアルミニウム等の金属粉末を有機溶媒中に分散させた組成物を用いる例が開示されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平06−264000号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、衛生薄葉紙のような木材パルプからなる製品のカッティングは、高速であり、摩擦抵抗が大きく、ブレード自体も非常に薄刃であるため、ブレードのコーティングが磨耗したり、剥がれたりする場合がある。また、製品カット面を汚すこともある。
従って本発明は、衛生薄葉紙との摩擦が低く耐久性に優れると共に、衛生薄葉紙の切断端面が平滑で汚れが付着せず、美粧性に優れる衛生薄葉紙切断用ブレード及びその加工方法の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明の衛生薄葉紙切断用ブレードは、ポリアミドイミド樹脂、フッ素樹脂及びエポキシ樹脂を含むコーティングが被覆されている。
【0007】
前記コーティングが無機白色顔料を更に含むことが好ましい。
前記衛生薄葉紙切断用ブレードがログカット用又は積層シートカット用の回転式丸刃であることが好ましい。
【0008】
本発明の衛生薄葉紙切断用ブレードの加工方法は、ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、エポキシ樹脂10質量%〜15質量%、及び有機溶剤及び粘度調整剤46〜65質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する。
【0009】
又、本発明の衛生薄葉紙切断用ブレードの加工方法は、ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、無機白色顔料1〜5質量%、エポキシ樹脂10質量%〜15質量%、有機溶剤及び粘度調整剤45〜60質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する。
【発明の効果】
【0010】
この発明によれば、衛生薄葉紙との摩擦が低く耐久性に優れると共に、衛生薄葉紙の切断端面が平滑で、汚れが付着せず、美粧性に優れる衛生薄葉紙切断用ブレードが得られる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る衛生薄葉紙切断用ブレードを示す平面図である。
【図2】衛生薄葉紙切断用ブレードによる衛生薄葉紙のログカットの概要を示す図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施形態について図面を参照して説明する。
図1は、本発明の実施形態に係る衛生薄葉紙切断用ブレード(ログカット用の回転式丸刃)1を示す平面図である。衛生薄葉紙切断用ブレード1は周縁部に刃部1aを有し、ブレード1の刃部1aを除く刃物本体にコーティングが被覆されている。
刃物本体のコーティング2は、少なくともポリアミドイミド樹脂及びフッ素樹脂及びエポキシ樹脂を含む組成からなる。刃物本体のコーティング2がポリアミドイミド樹脂及びフッ素樹脂及びエポキシ樹脂を含むことで摩擦が少なく、熱によるブレードの反りが低減されて耐久性が優れる。ポリアミドイミド樹脂は、コーティングに粘りを発現させコーティング剥離が起きにくくする。エポキシ樹脂は、コーティングに硬さを発現させ耐久性を一層向上させる。又、刃物本体のコーティング2が無機白色顔料を含むことで、衛生薄葉紙の切断端面に汚れが付着しにくく、美粧性に優れる。無機白色顔料はブレードの耐久性を向上させる。
無機白色顔料としては、例えば酸化チタン、酸化亜鉛、硫化亜鉛から選ばれる1種以上が用いられるが、白色を強く発色させて、耐久性を向上させるためには酸化チタンが好ましい。
【0013】
コーティングは、ポリアミドイミド樹脂及びフッ素樹脂及びエポキシ樹脂、並びに溶剤を含むコーティング液をブレード(面)に塗布した後、例えば130〜200℃で焼成して形成することができる。130℃未満ではコーティングに十分な硬さが発現せず、200℃を超えると樹脂が変色や脆弱化等の変質が起きるためこの温度範囲にて焼成を行った。
コーティング液の組成としては、ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、エポキシ樹脂10〜15質量%、有機溶剤及び粘度調整剤46〜65質量%からなるコーティング組成物が挙げられる。溶剤および粘度調整剤としては、アセトン、メチルルロース系樹脂が挙げられる。更に、コーティング液に無機白色顔料を含むとブレードの耐久性を向上させる。
【0014】
図2に示すように、衛生薄葉紙切断用ブレード1はクランクアーム3に取り付けられて自転しつつクランクアーム3が搖動し、衛生薄葉紙のログ10にブレード1が接触してカットが行われる。刃部1aは、切断状態を良好に保つために、衛生薄葉紙の各種製品毎に研磨の頻度が設定されるが、コーティングを施したものは、研磨回数を削減することが可能となり、ブレードの寿命を延ばすことができる。
【実施例】
【0015】
図1に示すコーティング前の衛生薄葉紙切断用ブレード1の両面全面(刃部1aを除く)に、それぞれ表1に示す組成のコーティング液を塗付して乾燥後、表1に示す温度で焼成してコーティング2を形成した。コーティング前のブレード1の面のHRC硬度(ロックウエル硬さ)は60〜62であった。
コーティング2形成後の衛生薄葉紙切断用ブレード1を図2のログカッターに取り付け、ログ(トイレットペーパーロール)10の実機切断テストを行った。ログ10として、シングルトイレットペーパ−(2倍巻き100m)を用いた。
ブレード1の面のコーティング硬さは、JIS K5600-5-4 引っかき硬度(鉛筆法)により測定した。ブレード1の色、切断面外観(1日操業後のロール端面の状態)、及びブレード1のコーティング剥がれは目視にて判定した。コアつぶれについては、切断テスト開始後60分後のトイレットペーパーのコア(紙管)の変形状態を観察した。耐久性は、切断テスト開始から、コーティング剥がれの発生までの期間、又はブレードの刃部磨耗により操業が困難となるまでの期間とした。
得られた結果を表1に示す。
【0016】
【表1】
【0017】
実施例1〜4の場合、30日間の操業で、切断面外観が良好で、コーティング剥がれ及びコアつぶれの発生は認められなかった。更に実施例1〜4の場合、ブレードの研磨頻度の設定が25カット/回で済み、比較例2の研磨頻度(12カット/回)に比べて約1/2の研磨頻度となり、ブレードの寿命も大幅に延びた。
【0018】
一方、エポキシ樹脂をコーティング液に含まない比較例1の場合、テスト開始後1日後に切断面(トイレットペーパーの紙管)に汚れが認められ、更に10日後にコーティング剥がれが生じた。
ブレード1にコーティングを施さなかった比較例2の場合、テスト開始後1日後に切断面(トイレットペーパーの紙管)に汚れが認められた。
【0019】
ポリアミドイミド樹脂、フッ素樹脂及びエポキシ樹脂を含まず、メラミン系樹脂12質量%、アクリル系樹脂30質量%、無機顔料31質量%、シリコン樹脂4質量%、有機溶剤及び粘度調整剤23質量%からなるコーティング液をブレードに塗布した比較例3の場合、切断テスト開始から1日でコーティング剥がれが発生した。
ポリアミドイミド樹脂を含まず、フッ素樹脂20質量%、エポキシ樹脂15質量%、無機顔料3%、有機溶剤及び粘度調整剤62質量%からなるコーティング液をブレードに塗布した比較例4の場合、切断テスト開始から5日でコーティング剥がれが発生した。
なお、比較例3,4については、コーティング剥がれの試験のみを行った。
【符号の説明】
【0020】
1・・・衛生薄葉紙切断用ブレード
1a・・刃部
2・・・刃物本体のコーティング
10・・衛生薄葉紙(ログ)
【特許請求の範囲】
【請求項1】
ポリアミドイミド樹脂、フッ素樹脂及びエポキシ樹脂を含むコーティングが被覆されている衛生薄葉紙切断用ブレード。
【請求項2】
前記コーティングが無機白色顔料を更に含む請求項1記載の衛生薄葉紙切断用ブレード。
からなる
【請求項3】
ログカット用又は積層シートカット用の回転式丸刃である請求項1〜3のいずれか記載の衛生薄葉紙切断用ブレード。
【請求項4】
ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、エポキシ樹脂10質量%〜15質量%、及び有機溶剤及び粘度調整剤46〜65質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する衛生薄葉紙切断用ブレードの加工方法。
【請求項5】
ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、無機白色顔料1〜5質量%、エポキシ樹脂10質量%〜15質量%、有機溶剤及び粘度調整剤45〜60質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する衛生薄葉紙切断用ブレードの加工方法。
【請求項1】
ポリアミドイミド樹脂、フッ素樹脂及びエポキシ樹脂を含むコーティングが被覆されている衛生薄葉紙切断用ブレード。
【請求項2】
前記コーティングが無機白色顔料を更に含む請求項1記載の衛生薄葉紙切断用ブレード。
からなる
【請求項3】
ログカット用又は積層シートカット用の回転式丸刃である請求項1〜3のいずれか記載の衛生薄葉紙切断用ブレード。
【請求項4】
ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、エポキシ樹脂10質量%〜15質量%、及び有機溶剤及び粘度調整剤46〜65質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する衛生薄葉紙切断用ブレードの加工方法。
【請求項5】
ポリアミドイミド樹脂25〜30質量%、フッ素樹脂10〜15質量%、無機白色顔料1〜5質量%、エポキシ樹脂10質量%〜15質量%、有機溶剤及び粘度調整剤45〜60質量%からなるコーティング組成物を刃部に塗布後、130〜200℃にて焼成する衛生薄葉紙切断用ブレードの加工方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−206217(P2012−206217A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−74234(P2011−74234)
【出願日】平成23年3月30日(2011.3.30)
【特許番号】特許第4884560号(P4884560)
【特許公報発行日】平成24年2月29日(2012.2.29)
【出願人】(000183462)日本製紙クレシア株式会社 (112)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【特許番号】特許第4884560号(P4884560)
【特許公報発行日】平成24年2月29日(2012.2.29)
【出願人】(000183462)日本製紙クレシア株式会社 (112)
【Fターム(参考)】
[ Back to top ]