
裁断装置及び裁断方法
【課題】シート材の延出から裁断までを比較的短い時間で行うことができ、構造が簡易であり、かつ、比較的狭い場所に設置できる裁断装置を提供すること。
【解決手段】裁断装置1は、裁断テーブル2と、裁断ユニット22と、解反機3を備える。解反機3でロール5から解反した布地を、裁断テーブル2のベルトコンベヤ21で一端側から他端側へ延出し、支持面Ac上に延反する。カッターヘッド25の分離カッター28で布地を切断してロール5と分離して、布地片51を形成する。ベルトコンベヤ21が布地片51を他端側から一端側へ移送し、布地片51の他端部を支持面Acの一端側に位置させる。解反機3から巻き出された布地が布地片51の上に位置合わせされた後、解反機3の解反動作とベルトコンベヤ21の延反動作により、布地片51の上に布地52を積層する。布地片51と布地52を、カッターヘッド25で同時に裁断する。
【解決手段】裁断装置1は、裁断テーブル2と、裁断ユニット22と、解反機3を備える。解反機3でロール5から解反した布地を、裁断テーブル2のベルトコンベヤ21で一端側から他端側へ延出し、支持面Ac上に延反する。カッターヘッド25の分離カッター28で布地を切断してロール5と分離して、布地片51を形成する。ベルトコンベヤ21が布地片51を他端側から一端側へ移送し、布地片51の他端部を支持面Acの一端側に位置させる。解反機3から巻き出された布地が布地片51の上に位置合わせされた後、解反機3の解反動作とベルトコンベヤ21の延反動作により、布地片51の上に布地52を積層する。布地片51と布地52を、カッターヘッド25で同時に裁断する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数のシート材を同時に裁断できる裁断装置に関する。
【背景技術】
【0002】
被服用の布帛の生地を裁断してパターンピースを作製する裁断装置として、プロッタ型の裁断装置がある。この種の裁断装置は、生地を支持する支持面を有する裁断テーブルと、裁断刃を内蔵して裁断テーブルの支持面上を平面方向に駆動される裁断ユニットを備える。この裁断装置は、パターンピースの裁断パターンを表す裁断データが入力され、この裁断データに基づき、裁断ユニットを駆動しながら裁断刃を作動させて生地を裁断して、パターンピースを作製するようになっている。
【0003】
プロッタ型の裁断装置には、被服の大量生産に対応するため、複数枚の生地を積み重ねた状態で裁断テーブル上に配置し、これら複数枚の生地を裁断ユニットで同時に裁断して、同一形状の複数のパターンピースを同時に作製する積層式の裁断装置がある。積層式の裁断装置としては、裁断テーブルに隣接する延反テーブルと、生地のロールを搭載して延反テーブル上を往復走行する走行台車を備えたものがある。(例えば、特許文献1参照)。
【0004】
この積層式の裁断装置は、走行台車が延反テーブル上を走行するに伴い、走行台車に搭載されたロールから生地を巻き出して延反テーブル上に延出し、延反テーブルの終端で生地の端部を切断してロールと分離する。この後、走行台車が延反テーブルの始端に戻り、再び、終端へ向かって走行しながら生地の延出を行い、終端で生地を切断する。このような走行台車の走行を繰り返して生地の延出と切断を繰り返すことにより、延反テーブル上に生地の積層体を形成する。この積層体は、延反テーブルの表面に接して配置された下敷シートの上に形成している。この延反テーブル上に形成した積層体を、走行台車に設けられた補足手段で補足し、走行台車が走行して裁断テーブルに搬送するように構成されている。延反テーブルには、延反テーブルの表面と下敷シートの裏面との間の摩擦抵抗を低減するため、延反テーブルの表面に設けた複数の吹き出し孔から空気を吹き出すコンプレッサ装置が設けられている。
【0005】
ところで、最近、服飾市場において、流行の持続期間が短くなりつつあり、また、流行の多様化が進みつつあることから、被服の生産形態が、少品種大量生産から、多品種少量生産に移りつつある。このような生産形態の変化に対応するため、比較的少量のパターンピースを、必要な枚数だけ迅速に裁断することができる裁断装置が求められている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−215579号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載の積層式の裁断装置は、延反テーブル上に生地を積層した後、積層した生地を延反テーブルから裁断ユニットに搬送するので、生地の延出から裁断までにかかる時間が比較的長いという不都合がある。
【0008】
また、上記積層式の裁断装置は、生地を積層すると共に積層した生地を搬送するための走行台車とコンプレッサ装置を備えるので、構成部品が比較的多く、また、構造が複雑である。したがって、装置コストが比較的高いという不都合がある。
【0009】
また、上記積層式の裁断装置は、裁断テーブルに隣接する延反テーブルを備えるので、比較的広い設置場所が必要となる問題がある。
【0010】
そこで、本発明の課題は、シート材の延出から裁断までを比較的短い時間で行うことができ、構造が簡易であり、かつ、比較的狭い場所に設置できる裁断装置と、これを用いた裁断方法を提供することにある。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明の裁断装置は、シート材のロールからシート材を巻き出して解反を行う解反部と、
上記解反部から巻き出されたシート材を、表面の一端から他端に向かって延出させて延反すると共に、上記表面が、延反したシート材を裁断する裁断領域であるベルトコンベヤと、
上記解反部で巻き出されたシート材を切断してロールから分離する分離カッターと、
上記ベルトコンベヤの少なくとも一端側に隣接して配置され、このベルトコンベヤの表面に載置されたシート材のベルトコンベヤから離脱する部分を収容する収容部と、
上記裁断領域の表面を平面方向に移動し、裁断パターンに沿ってシート材を切断するパターンカッターを有するカッターヘッドと
を備えることを特徴としている。
【0012】
上記構成によれば、解反部でシート材が巻き出されて解反が行われると共に、解反されたシート材が、ベルトコンベヤによって表面の一端から他端に向かって延出されることにより、このベルトコンベヤの表面にシート材が延反される。ベルトコンベヤの表面に延反されたシート材が、分離カッターで切断されてロールから分離される。ベルトコンベヤの表面に延反されてロールから分離されたシート材を、上記ベルトコンベヤを他端から一端へ向かう方向に駆動することにより、上記ベルトコンベヤの表面から一部を離脱させ、このシート材のベルトコンベヤの表面から離脱した部分を収容部に収容させる。これにより、上記ベルトコンベヤの一端側の表面に、上記シート材の他端側の部分を寄せた状態とすることができる。この状態で、解反部により、ロールから新たなシート材が巻き出され、巻き出されたシート材が上記一端側に寄せたシート材の表面に重ねられる。この後、上記解反部でシート材を解反すると共に、ベルトコンベヤを一端から他端へ向かう方向に駆動することにより、ベルトコンベヤの表面に、収容部に収容されたシート材が引き出されて延出され、かつ、このシート材の表面に、解反部で解反されたシート材が重なって延出される。このような解反部によるシート材の解反動作及びベルトコンベヤによる上記シート材の延反動作と、分離カッターによるシート材の分離動作と、ベルトコンベヤによる収容部へのシート材の一部の収容動作とを繰り返すことにより、所望の枚数のシート材をベルトコンベヤの表面の裁断領域に積層することができる。こうしてベルトコンベヤの表面の裁断領域に複数のシート材が積層された状態で、カッターヘッドを駆動することにより、上記複数のシート材がパターンカッターで同時に裁断され、実質的に同形状のパターンピースが作製される。
【0013】
このように、本発明の裁断装置によれば、裁断領域であるベルトコンベヤの表面に、解反部で解反されるシート材が直接積層されるので、従来のように、延反テーブル上に走行台車で生地を積層した後、積層した生地を走行台車で裁断テーブルに移送するよりも、短い時間で裁断領域にシート材を積層することができる。したがって、本発明によれば、シート材の延出から裁断までを比較的短い時間で行うことができる。
【0014】
また、本発明の裁断装置は、従来の裁断装置のような延反テーブルや走行台車及びコンプレッサ装置が不要であるので、装置構成を簡易にでき、したがって、装置コストを削減することができる。
【0015】
さらに、本発明の裁断装置は、従来の裁断装置のような延反テーブルが不要であるので、従来よりも狭い場所に設置することができる。
【0016】
なお、ベルトコンベヤの表面に積層するシート材の枚数は、2枚以上の何枚でもよいが、多品種少量生産に対応すべく2枚以上5枚のシート材を積層するのが好ましい。また、ベルトコンベヤの表面に、単層のシート材を延反して裁断してもよい。
【0017】
一実施形態の裁断装置は、上記カッターヘッドのパターンカッターは、上記分離カッターを兼ねている。
【0018】
上記実施形態によれば、裁断領域であるベルトコンベヤの表面の上を平面方向に移動するカッターヘッドが有するパターンカッターにより、上記解反部で解反されたシート材を切断することにより、少ない部品点数でロールからシート材を分離して裁断を行うことができる。
【0019】
一実施形態の裁断装置は、上記ベルトコンベヤの他端側に隣接して設けられた第2の収容部を備える。
【0020】
上記実施形態によれば、ベルトコンベヤの一端から他端に向かう方向にシート材を送ってシート材の一部を第2の収容部に収容させることにより、ベルトコンベヤの長手方向においてベルトコンベヤの表面よりも長いシート材を積層することができる。
【0021】
本発明の裁断方法は、ベルトコンベヤと、上記ベルトコンベヤの一端側に配置され、ロールからシート材を巻き出して解反を行う解反部と、上記ベルトコンベヤの少なくとも一端側に隣接して配置された収容部とを備える裁断装置を用いた裁断方法であって、
上記解反部でシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端から他端に向かう方向に延出してベルトコンベヤの表面にシート材を延反する延反工程と、
上記シート材を切断して、上記シート材の上記ベルトコンベヤで延反された部分をロールから分離してシート片を形成する分離工程と、
上記シート片をベルトコンベヤで他端から一端に向かう方向に送り、このシート片の他端側部分をベルトコンベヤの表面の一端側部分に位置させると共に、上記シート片の一端側部分を上記収容部に収容させる収容工程と、
上記解反部でロールからシート材を巻き出し、このシート材の先端部分を、上記ベルトコンベヤの表面の一端側部分に位置するシート片の他端側部分の上に配置して位置合わせを行う位置合わせ工程と、
上記解反部でロールからシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端から他端に向かう方向に送ることにより、このシート材を上記シート片の上に積層した状態で延反する積層延反工程と、
上記ベルトコンベヤの表面に積層して延反されたシート片及びシート材を同時に裁断する裁断工程と
を備えることを特徴としている。
【0022】
上記構成によれば、延反工程において、解反部でシート材を巻き出すと共に、巻き出されたシート材をベルトコンベヤで一端から他端に向かう方向に延出してベルトコンベヤの表面にシート材を延反させる。ここで、ベルトコンベヤの他端側に収容部を設け、この収容部に、シート材の延出方向の先端部を収容させてもよい。分離工程において、上記シート材を切断して、上記シート材の上記ベルトコンベヤで延反された部分をロールから分離してシート片を形成する。収容工程において、上記シート片をベルトコンベヤで他端から一端に向かう方向に送り、このシート片の他端側部分をベルトコンベヤの表面の一端側部分に位置させると共に、上記シート片の一端側部分を上記収容部に収容させる。この後、位置合わせ工程において、上記解反部でロールからシート材の先端部分を巻き出し、このシートの先端部分を、上記ベルトコンベヤの表面の一端側部分に位置する上記シート片の他端側部分の上に配置して位置合わせを行う。引き続いて、積層延反工程で、上記解反部でロールからシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端から他端に向かう方向に送ることにより、このシート材を上記シート片の上に積層した状態で延反する。この後、裁断工程で、上記ベルトコンベヤの表面に積層して延反されたシート片及びシート材を同時に裁断する。裁断工程により、シート片及びシート材から、実質的に同形状のパターンピースが作製される。
【0023】
このように、本発明の裁断方法によれば、裁断が行われるベルトコンベヤの表面に、シート片及びシート材を直接積層するので、従来のように、延反テーブル上に走行台車で生地を積層した後、積層した生地を走行台車で裁断テーブルに移送するよりも、短い時間で裁断領域にシート片及びシート材の積層することができる。したがって、本発明によれば、シート材の延出から裁断までを比較的短い時間で行うことができる。
【0024】
また、本発明の裁断方法は、従来の裁断装置におけるような延反テーブルや走行台車及びコンプレッサ装置を用いないので、裁断方法を実行する装置構成を簡易にでき、したがって、装置コストを削減することができる。
【0025】
さらに、本発明の裁断方法は、従来の裁断装置におけるような延反テーブルを用いないので、従来よりも狭い場所でシート片及びシート材の積層と裁断を行うことができる。
【0026】
一実施形態の裁断方法は、上記積層延反工程の後に、上記分離工程と、上記収容工程と、上記位置合わせ工程と、上記積層延反工程とを複数回繰り返して複数枚のシート片を積層し、この積層した複数枚のシート片及びシート材を、上記裁断工程で同時に裁断する。
【0027】
上記実施形態によれば、所望の枚数のシート片を積層して、実質的に同一形状の複数個のパターンピースを作製することができる。
【0028】
一実施形態の裁断方法は、上記位置合わせ工程でシート片の他端側部分の上に配置され、上記積層延反工程でシート片の上に積層されて延出されるシート材が、上記シート片と互いに同じ側の面に接している。
【0029】
上記実施形態によれば、シート材とシート片を互いに同じ側の面を接する状態で積層し、裁断を行うことにより、線対称形状のパターンピースを作製することができる。
【図面の簡単な説明】
【0030】
【図1】本発明の実施形態の裁断装置を示す図である。
【図2】裁断装置の主要構成部を模式的に示す縦断面図である。
【図3】延反工程における裁断装置を模式的に示す縦断面図である。
【図4】収容工程における裁断装置を模式的に示す縦断面図である。
【図5】積層延反工程における裁断装置を模式的に示す縦断面図である。
【図6】シート片及びシート材の積層状態を模式的に示す断面図である。
【発明を実施するための形態】
【0031】
以下、本発明の実施形態を、添付の図面を参照しながら詳細に説明する。
【0032】
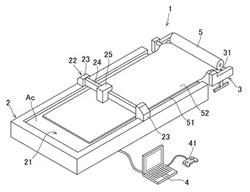
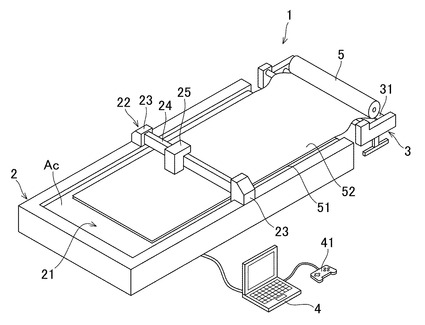
本発明の実施形態の裁断装置は、シート材としての布地を裁断して被服のパターンピースを作製するプロッタ型の裁断装置である。図1に示すように、この裁断装置1は、裁断テーブル2と、裁断ユニット22と、解反部としての解反機3と、制御装置4を備える。
【0033】
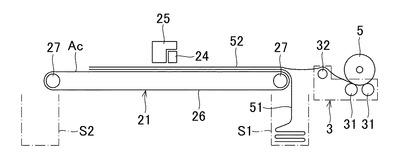
裁断テーブル2は、シート片としての布地片51及びシート材としての布地52を支持すると共に、これら布地片51及び布地52の裁断を行う裁断領域となる支持面Acを有する。この支持面Acは、図2に示すように、裁断テーブル2内に収容されたベルトコンベヤ21の表面によって形成され、詳しくは、ベルトコンベヤ21を構成する無端ベルト26の上側面によって形成されている。このベルトコンベヤ21は、無端ベルト26が筒状のプーリ27,27の間に掛け渡されて構成され、このプーリ27を図示しないステッピングモータで回転駆動して、支持面Ac上の布地片51及び/又は布地52をプーリ27の回転駆動量に応じた距離だけ移送制御するようになっている。なお、ベルトコンベヤ21のプーリ27を回転駆動するモータとしては、ステッピングモータ以外に、サーボモータ又はインバータ制御モータ等を用いることができる。いずれのモータを用いた場合も、無端ベルト26や、布地片51又は布地52の位置検出を行い、検出された位置に基づいてモータの回転数や回転角を制御するように構成するのが好ましい。上側面が支持面Acとなる無端ベルト26は、基布にパイル毛が植えられてなるモケット状の織物で形成されている。このモケット状の無端ベルト26を通して、図示しない真空ポンプで布地片51及び/又は布地52を吸引して支持面21に固定するように形成されている。
【0034】
裁断ユニット22は、裁断テーブル2の幅方向の両側の縁に沿って長手方向に移動するように構成された2つのキャリア23,23と、このキャリア23,23の間に掛け渡されたレール24と、このレール24に沿って幅方向に移動するカッターヘッド25を有する。カッターヘッド25は、布地片51及び/又は布地52を、表面側から切り込む回転刃と裏面側から切り込む下刃とのせん断作用によって切断するように構成されている。なお、カッターヘッド25は、鋸状のカッターを往復駆動して布地片51及び/又は布地52を切断するものでもよく、布地片51及び/又は布地52の種類や枚数に応じた種々の切断方式のものを設定できる。
【0035】
解反機3は、ベルトコンベヤ21の一端側に、裁断テーブル2に隣接して配置されている。解反機3は、布地のロール5が載置された状態で、ロール5を回転駆動して布地52を巻き出すものである。この解反機3は、図示しないモータによって回転駆動され、回転軸が所定間隔をおいて平行に配置された2つの解反ローラ31,31を備える。これら2つの解反ローラ31,31と接するように、これら解反ローラ31,31の間にロール5が載置され、解反ローラ31,31が回転駆動される方向に応じて、ロール5を巻き出し方向又は巻き取り方向に回転するように構成されている。解反機3には、解反ローラ31,31よりも裁断テーブル2の側に、解反ローラ31から巻き出された布地52を裁断テーブル2に送り、又は、解反ローラ31へ巻き取られる布地52を裁断テーブル2から導くガイドローラ32が設けられている。解反機3の布地52の巻き出し速度、又は、布地52の巻き込み速度は、ベルトコンベヤ21の駆動速度に応じて制御される。
【0036】
ベルトコンベヤ21の一端と解反機3との間には、ベルトコンベヤ21の支持面Acよりも下方に位置する第1収容部S1が設けられている。この第1収容部S1は、ベルトコンベヤ21上に延反された布地片51の一部を収容するものであり、ベルトコンベヤ21が他端から一端に向かう方向に動作するに伴って、ベルトコンベヤ21の無端ベルト26から離脱して降下した布地片51の部分を収容する。第1収容部S1は、布地片51がベルトコンベヤ21から滑落しないように布地片51の部分を支持する支持部を有すればよく、例えば箱状の容器で構成することができ、あるいは、支持部を形成する板部材や棒部材、あるいは、裁断装置1が設置された床面を含んで構成することができる。すなわち、裁断テーブル2と解反機3との間の隙間と、この隙間の下方の支持部とで第1収容部S1が構成されてもよい。
【0037】
ベルトコンベヤ21の他端側には、ベルトコンベヤ21の支持面Acよりも下方に位置する第2収容部S2が設けられている。この第2収容部S2は、ベルトコンベヤ21が一端から他端に向かう方向に動作するに伴って、ベルトコンベヤ21の無端ベルト26から離脱して降下した布地片51及び/又は布地52の部分を収容する。第2収容部S2は、第1収容部S1と同様に、布地片51及び/又は布地52がベルトコンベヤ21から滑落しないように布地片51及び/又は布地52の部分を支持する支持部を有すれば、種々の形態で構成することができる。例えば、裁断テーブル2の外枠とベルトコンベヤ21の他端との間の隙間と、この隙間の下方に位置する裁断テーブル2のケーシングの底面で形成された支持部とで、第2収容部S2を構成することができる。
【0038】
なお、上記第2収容部S2は、布地片51及び布地52をベルトコンベヤ21の支持面Acの長手方向寸法よりも長く積層する場合に用いられる。布地片51及び布地52を支持面Acの長手方向寸法よりも短く積層する場合には、第1収容部S1が設置されていればよく、第2収容部S2は設けなくてよい。
【0039】
制御装置4は、裁断テーブル2及び解反機3に接続され、裁断テーブル2の支持面Ac上に布地片51及び布地52を積層する際の制御と、支持面Ac上に載置された布地片51及び/又は布地52を裁断する際の制御を行うものであり、市販のノート型PC(パーソナルコンピュータ)によって構成されている。制御装置4は、操作者に操作されるコントローラ41に接続されている。コントローラ41は、解反機3の巻き出し動作及び巻き込み動作や、ベルトコンベヤ21の駆動方向及び駆動量や、裁断ユニット22のカッターの動作等に関する指令入力を操作者から受けるものであり、市販のゲーム用コントローラを用いることができる。なお、制御装置4と同様の機能を有する制御部を裁断テーブル2や解反機3に内蔵し、裁断テーブル2の裁断ユニット22のキャリア23や、解反機3のフレーム等に、タッチパネル等で形成された指令入力部を設けてもよい。
【0040】
以下、上記構成の裁断装置1により、ロール5から巻き出した布地片51及び/又は布地52を積層し、積層した布地片51及び/又は布地52を同時に裁断して複数のパターンピースを作製する方法を説明する。
【0041】
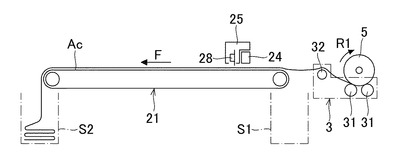
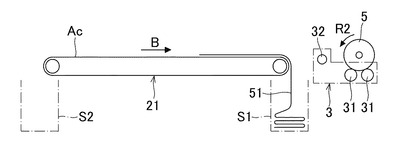
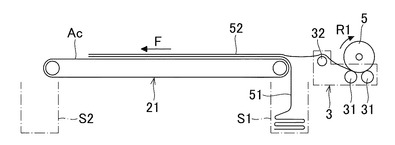
図3乃至5は、裁断装置1の裁断領域となる支持面Ac上に、布地片51と布地52を積層する方法を示す工程図である。図3は、延反工程における裁断装置1の縦断面図であり、図4は、収容工程における裁断装置1の縦断面図であり、図5は、積層延反工程における裁断装置1の縦断面図である。
【0042】
まず、解反機3の解反ローラ31,31の上に、布地のロール5を載置する。
【0043】
続いて、操作者がコントローラ41を操作し、布地の延出の指令が入力されると、延反工程が行われる。すなわち、解反機3が巻き出し動作をして、ロール5を図3の矢印R1で示す巻き出し側に回転させて布地を巻き出すと共に、ベルトコンベヤ21が、矢印Fで示すように、巻き出された布地を一端から他端に向かう方向へ送る。ベルトコンベヤ21の他端側部分に送られた布地は、ベルトコンベヤ21の他端から脱落し、第2収容部S2内に収容される。所定の長さの布地がロール5から巻き出されると、操作者によるコントローラ41への入力に基づいて、解反機3とベルトコンベヤ21の動作が停止する。続いて、カッターヘッド25がベルトコンベヤ21の一端側に移動し、カッターヘッド25内の分離カッター28で布地を幅方向に直線状に切断して、分離工程が行われる。これにより、布地がロール5から分離して布地片51が形成される。
【0044】
この後、操作者によるコントローラ41への入力に対応し、解反機3が巻き取り動作をして、ロール5を図4の矢印R2で示す巻き取り方向に回転させて布地を巻き取ると共に、ベルトコンベヤ21が、矢印Bで示すように、布地片51を他端から一端に向かう方向へ送って収容工程を行う。これにより、布地片51の他端側部分が、ベルトコンベヤ21の支持面Acの一端側部分に寄せられ、この布地片51の一端側部分が、無端ベルト26の一端から脱落して第1収容部S1に収容される。
【0045】
布地片51の他端側部分がベルトコンベヤ21の支持面Acの一端側部分に位置すると、操作者によるコントローラ41への入力に対応し、解反機3が解反動作をして、位置合わせに必要な長さの布地52を巻き出す。解反機3から巻き出された布地52の先端部が、操作者によって位置合わせが行われ、上記一端側に寄せられた布地片51の表面に重ねられる。こうして位置合わせ工程が行われた後、操作者によるコントローラ41への入力に対応し、解反部3が解反動作をして、図5の矢印R1で示す方向にロール5を駆動して布地52を巻き出すと共に、ベルトコンベヤ21が一端から他端に向かう方向へ送り動作をする。これにより、ベルトコンベヤ21の支持面Acに、第1収容部S1に収容された布地片51が、矢印Fで示すように引き出されて延出されると共に、この布地片51の表面に、解反部3から巻き出された布地52が重なって延出されて、積層延反工程が行われる。積層された布地片51と布地52の他端部が、ベルトコンベヤ21の支持面Acの他端近傍に達すると、ベルトコンベヤ21が停止し、布地の延反及び積層の全工程が終了する。
【0046】
この後、操作者によるコントローラ41への入力に対応し、カッターヘッド25が駆動され、パターンカッターによって布地片51と布地52を同時に裁断する裁断工程が行われる。裁断工程により、布地片51と布地52から、実質的に同じ形状のパターンピースが作製される。ここで、布地片51と布地52の裁断を行うパターンカッターは、布地片51を形成する際に布地を切断した分離カッター28が兼ねてもよい。また、パターンカッターは、カッターヘッド25に内蔵されて分離カッター28とは異なるカッターであってもよい。また、分離カッター28は、カッターヘッド25に設けないで、裁断テーブル2の一端部や解反機3の他端部に設置してもよい。
【0047】
本実施形態の裁断装置1は、作製するパターンピースに応じて、積層する布地片51と布地52の各々の表裏の向きを設定することができる。図6は、布地片51と布地52を積層する場合に設定可能な表裏の組み合わせを説明する図である。
【0048】
図6(a)は、図3乃至5に示した工程で積層される布地片51と布地52の表裏の向きを示しており、布地片51と布地52のいずれも、起毛面を上側に向けて積層されている。すなわち、図3のように、ベルトコンベヤ21に布地を延反及び切断して布地片51を形成した後、解反機3上のロール5の載置方向を変換することなく、図5に示すように、布地片51を形成したときと同じ回転方向R1にロール5を回転駆動して布地52を巻き出す。これにより、布地片51と布地52が、起毛面を同じ方向に向けて積層される。
【0049】
一方、図6(b)のように、布地片51の起毛面を下向きに、かつ、布地52の起毛面を上向きに積層する場合、布地片51を形成する際に布地を巻き出すロール5を、図3に示した方向と反対方向に向けて解反機3に載置する。この場合、ロール5から巻き出す際に解反機3がロール5を駆動する方向は、図3の矢印R1と反対方向である。このように図3に示した方向と反対方向に向いて解反機3に載置したロール5から、起毛面を下側にして布地を解反し、切断して、ベルトコンベヤ21の支持面Acに布地片51を形成する。この後、解反機3上のロール5の方向を反対向きに変更し、このロール5を図5と同様の矢印R1の方向に回転駆動して解反機3で解反する。これと共に、ベルトコンベヤ21を矢印Fの方向に駆動して、布地片51の上に布地52を延反する。
【0050】
一方、図6(c)のように、布地片51の起毛面を上向きに、かつ、布地52の起毛面を下向きに積層する場合、布地片51を形成する際に布地を巻き出すロール5を、図3と同様の方向に向けて解反機3に載置し、矢印R1の方向に回転駆動して解反する。ベルトコンベヤ21上に布地を延反した後、布地を分離カッター28で切断して布地片51を形成する。この後、解反機3上のロール5の方向を反対向きに変更し、このロール5を図5の矢印R1と反対方向に回転駆動して解反機3で解反する。これと共に、ベルトコンベヤ21を矢印Fの方向に駆動する。これにより、起毛面が上向きに延反された布地片51の上に、起毛面が下向きの布地52を延反することができる。
【0051】
図6(b)及び6(c)に示すように、布地片51と布地52の表裏面を互いに同じ方向に向けて積層し、この積層体を同一の裁断パターンに裁断することにより、対称形状のパターンピースを作製することができる。
【0052】
以上のように、本実施形態の裁断装置1によれば、裁断領域であるベルトコンベヤ21の支持面Acに、解反機3で解反された布地が直接積層される。したがって、従来のように、延反テーブル上に走行台車で生地を積層した後、積層した生地を走行台車で裁断テーブルに移送するよりも、短い時間で支持面Ac上に布地を積層することができる。したがって、本発明によれば、布地の延出から裁断までを比較的短い時間で行うことができる。
【0053】
また、本実施形態の裁断装置1は、従来の裁断装置のような延反テーブルや走行台車及びコンプレッサ装置が不要であるので、装置構成を簡易にでき、したがって、装置コストを削減することができる。
【0054】
また、本実施形態の裁断装置1は、従来の裁断装置のような延反テーブルが不要であるので、従来よりも狭い場所に設置することができる。
【0055】
上記実施形態において、支持面Ac上に、布地片51と布地52の積層体を形成して裁断を行なったが、積層体を構成する布地片51の数は2枚以上であってもよい。すなわち、解反機3による解反動作と、ベルトコンベヤ21による延出動作と、分離カッター28による切断動作とを複数回繰り返して複数枚の布地片51を積層した後、解反機3で布地52を最上層に巻き出した状態で、裁断を行うことができる。これにより、積層枚数に応じた数のパターンピースを同時に作成することができる。なお、複数枚の布地片51を積層した場合、最上層に布地52を巻き出さないで、複数枚の布地片51のみを裁断してもよい。
【0056】
また、上記実施形態において、ベルトコンベヤ21の一端側に第1収容部S1を配置すると共に、ベルトコンベヤ21の他端側に第2収容部S2を配置したが、ベルトコンベヤ21の一端側の第1収容部S1のみを配置してもよい。
【0057】
また、上記実施形態では、シート材としての布地を裁断して被服用のパターンピースを作製する場合に本発明を適用したが、例えば、布地を裁断してカーテンを作製する場合や、樹脂性のカッティングシートを裁断してステッカーを作成する場合や、炭素繊維シートを裁断してプラスチック部品の補強体を作成する場合にも本発明を適用することができる。すなわち、布以外に、皮革や樹脂膜等、種々のシート状の材料を所定の形状に裁断する場合に、本発明を適用することができる。
【符号の説明】
【0058】
1 裁断装置
2 裁断テーブル
3 解反機
4 制御装置
21 ベルトコンベヤ
22 裁断ユニット
51 布地片
52 布地
Ac 支持面
【技術分野】
【0001】
本発明は、複数のシート材を同時に裁断できる裁断装置に関する。
【背景技術】
【0002】
被服用の布帛の生地を裁断してパターンピースを作製する裁断装置として、プロッタ型の裁断装置がある。この種の裁断装置は、生地を支持する支持面を有する裁断テーブルと、裁断刃を内蔵して裁断テーブルの支持面上を平面方向に駆動される裁断ユニットを備える。この裁断装置は、パターンピースの裁断パターンを表す裁断データが入力され、この裁断データに基づき、裁断ユニットを駆動しながら裁断刃を作動させて生地を裁断して、パターンピースを作製するようになっている。
【0003】
プロッタ型の裁断装置には、被服の大量生産に対応するため、複数枚の生地を積み重ねた状態で裁断テーブル上に配置し、これら複数枚の生地を裁断ユニットで同時に裁断して、同一形状の複数のパターンピースを同時に作製する積層式の裁断装置がある。積層式の裁断装置としては、裁断テーブルに隣接する延反テーブルと、生地のロールを搭載して延反テーブル上を往復走行する走行台車を備えたものがある。(例えば、特許文献1参照)。
【0004】
この積層式の裁断装置は、走行台車が延反テーブル上を走行するに伴い、走行台車に搭載されたロールから生地を巻き出して延反テーブル上に延出し、延反テーブルの終端で生地の端部を切断してロールと分離する。この後、走行台車が延反テーブルの始端に戻り、再び、終端へ向かって走行しながら生地の延出を行い、終端で生地を切断する。このような走行台車の走行を繰り返して生地の延出と切断を繰り返すことにより、延反テーブル上に生地の積層体を形成する。この積層体は、延反テーブルの表面に接して配置された下敷シートの上に形成している。この延反テーブル上に形成した積層体を、走行台車に設けられた補足手段で補足し、走行台車が走行して裁断テーブルに搬送するように構成されている。延反テーブルには、延反テーブルの表面と下敷シートの裏面との間の摩擦抵抗を低減するため、延反テーブルの表面に設けた複数の吹き出し孔から空気を吹き出すコンプレッサ装置が設けられている。
【0005】
ところで、最近、服飾市場において、流行の持続期間が短くなりつつあり、また、流行の多様化が進みつつあることから、被服の生産形態が、少品種大量生産から、多品種少量生産に移りつつある。このような生産形態の変化に対応するため、比較的少量のパターンピースを、必要な枚数だけ迅速に裁断することができる裁断装置が求められている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−215579号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載の積層式の裁断装置は、延反テーブル上に生地を積層した後、積層した生地を延反テーブルから裁断ユニットに搬送するので、生地の延出から裁断までにかかる時間が比較的長いという不都合がある。
【0008】
また、上記積層式の裁断装置は、生地を積層すると共に積層した生地を搬送するための走行台車とコンプレッサ装置を備えるので、構成部品が比較的多く、また、構造が複雑である。したがって、装置コストが比較的高いという不都合がある。
【0009】
また、上記積層式の裁断装置は、裁断テーブルに隣接する延反テーブルを備えるので、比較的広い設置場所が必要となる問題がある。
【0010】
そこで、本発明の課題は、シート材の延出から裁断までを比較的短い時間で行うことができ、構造が簡易であり、かつ、比較的狭い場所に設置できる裁断装置と、これを用いた裁断方法を提供することにある。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明の裁断装置は、シート材のロールからシート材を巻き出して解反を行う解反部と、
上記解反部から巻き出されたシート材を、表面の一端から他端に向かって延出させて延反すると共に、上記表面が、延反したシート材を裁断する裁断領域であるベルトコンベヤと、
上記解反部で巻き出されたシート材を切断してロールから分離する分離カッターと、
上記ベルトコンベヤの少なくとも一端側に隣接して配置され、このベルトコンベヤの表面に載置されたシート材のベルトコンベヤから離脱する部分を収容する収容部と、
上記裁断領域の表面を平面方向に移動し、裁断パターンに沿ってシート材を切断するパターンカッターを有するカッターヘッドと
を備えることを特徴としている。
【0012】
上記構成によれば、解反部でシート材が巻き出されて解反が行われると共に、解反されたシート材が、ベルトコンベヤによって表面の一端から他端に向かって延出されることにより、このベルトコンベヤの表面にシート材が延反される。ベルトコンベヤの表面に延反されたシート材が、分離カッターで切断されてロールから分離される。ベルトコンベヤの表面に延反されてロールから分離されたシート材を、上記ベルトコンベヤを他端から一端へ向かう方向に駆動することにより、上記ベルトコンベヤの表面から一部を離脱させ、このシート材のベルトコンベヤの表面から離脱した部分を収容部に収容させる。これにより、上記ベルトコンベヤの一端側の表面に、上記シート材の他端側の部分を寄せた状態とすることができる。この状態で、解反部により、ロールから新たなシート材が巻き出され、巻き出されたシート材が上記一端側に寄せたシート材の表面に重ねられる。この後、上記解反部でシート材を解反すると共に、ベルトコンベヤを一端から他端へ向かう方向に駆動することにより、ベルトコンベヤの表面に、収容部に収容されたシート材が引き出されて延出され、かつ、このシート材の表面に、解反部で解反されたシート材が重なって延出される。このような解反部によるシート材の解反動作及びベルトコンベヤによる上記シート材の延反動作と、分離カッターによるシート材の分離動作と、ベルトコンベヤによる収容部へのシート材の一部の収容動作とを繰り返すことにより、所望の枚数のシート材をベルトコンベヤの表面の裁断領域に積層することができる。こうしてベルトコンベヤの表面の裁断領域に複数のシート材が積層された状態で、カッターヘッドを駆動することにより、上記複数のシート材がパターンカッターで同時に裁断され、実質的に同形状のパターンピースが作製される。
【0013】
このように、本発明の裁断装置によれば、裁断領域であるベルトコンベヤの表面に、解反部で解反されるシート材が直接積層されるので、従来のように、延反テーブル上に走行台車で生地を積層した後、積層した生地を走行台車で裁断テーブルに移送するよりも、短い時間で裁断領域にシート材を積層することができる。したがって、本発明によれば、シート材の延出から裁断までを比較的短い時間で行うことができる。
【0014】
また、本発明の裁断装置は、従来の裁断装置のような延反テーブルや走行台車及びコンプレッサ装置が不要であるので、装置構成を簡易にでき、したがって、装置コストを削減することができる。
【0015】
さらに、本発明の裁断装置は、従来の裁断装置のような延反テーブルが不要であるので、従来よりも狭い場所に設置することができる。
【0016】
なお、ベルトコンベヤの表面に積層するシート材の枚数は、2枚以上の何枚でもよいが、多品種少量生産に対応すべく2枚以上5枚のシート材を積層するのが好ましい。また、ベルトコンベヤの表面に、単層のシート材を延反して裁断してもよい。
【0017】
一実施形態の裁断装置は、上記カッターヘッドのパターンカッターは、上記分離カッターを兼ねている。
【0018】
上記実施形態によれば、裁断領域であるベルトコンベヤの表面の上を平面方向に移動するカッターヘッドが有するパターンカッターにより、上記解反部で解反されたシート材を切断することにより、少ない部品点数でロールからシート材を分離して裁断を行うことができる。
【0019】
一実施形態の裁断装置は、上記ベルトコンベヤの他端側に隣接して設けられた第2の収容部を備える。
【0020】
上記実施形態によれば、ベルトコンベヤの一端から他端に向かう方向にシート材を送ってシート材の一部を第2の収容部に収容させることにより、ベルトコンベヤの長手方向においてベルトコンベヤの表面よりも長いシート材を積層することができる。
【0021】
本発明の裁断方法は、ベルトコンベヤと、上記ベルトコンベヤの一端側に配置され、ロールからシート材を巻き出して解反を行う解反部と、上記ベルトコンベヤの少なくとも一端側に隣接して配置された収容部とを備える裁断装置を用いた裁断方法であって、
上記解反部でシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端から他端に向かう方向に延出してベルトコンベヤの表面にシート材を延反する延反工程と、
上記シート材を切断して、上記シート材の上記ベルトコンベヤで延反された部分をロールから分離してシート片を形成する分離工程と、
上記シート片をベルトコンベヤで他端から一端に向かう方向に送り、このシート片の他端側部分をベルトコンベヤの表面の一端側部分に位置させると共に、上記シート片の一端側部分を上記収容部に収容させる収容工程と、
上記解反部でロールからシート材を巻き出し、このシート材の先端部分を、上記ベルトコンベヤの表面の一端側部分に位置するシート片の他端側部分の上に配置して位置合わせを行う位置合わせ工程と、
上記解反部でロールからシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端から他端に向かう方向に送ることにより、このシート材を上記シート片の上に積層した状態で延反する積層延反工程と、
上記ベルトコンベヤの表面に積層して延反されたシート片及びシート材を同時に裁断する裁断工程と
を備えることを特徴としている。
【0022】
上記構成によれば、延反工程において、解反部でシート材を巻き出すと共に、巻き出されたシート材をベルトコンベヤで一端から他端に向かう方向に延出してベルトコンベヤの表面にシート材を延反させる。ここで、ベルトコンベヤの他端側に収容部を設け、この収容部に、シート材の延出方向の先端部を収容させてもよい。分離工程において、上記シート材を切断して、上記シート材の上記ベルトコンベヤで延反された部分をロールから分離してシート片を形成する。収容工程において、上記シート片をベルトコンベヤで他端から一端に向かう方向に送り、このシート片の他端側部分をベルトコンベヤの表面の一端側部分に位置させると共に、上記シート片の一端側部分を上記収容部に収容させる。この後、位置合わせ工程において、上記解反部でロールからシート材の先端部分を巻き出し、このシートの先端部分を、上記ベルトコンベヤの表面の一端側部分に位置する上記シート片の他端側部分の上に配置して位置合わせを行う。引き続いて、積層延反工程で、上記解反部でロールからシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端から他端に向かう方向に送ることにより、このシート材を上記シート片の上に積層した状態で延反する。この後、裁断工程で、上記ベルトコンベヤの表面に積層して延反されたシート片及びシート材を同時に裁断する。裁断工程により、シート片及びシート材から、実質的に同形状のパターンピースが作製される。
【0023】
このように、本発明の裁断方法によれば、裁断が行われるベルトコンベヤの表面に、シート片及びシート材を直接積層するので、従来のように、延反テーブル上に走行台車で生地を積層した後、積層した生地を走行台車で裁断テーブルに移送するよりも、短い時間で裁断領域にシート片及びシート材の積層することができる。したがって、本発明によれば、シート材の延出から裁断までを比較的短い時間で行うことができる。
【0024】
また、本発明の裁断方法は、従来の裁断装置におけるような延反テーブルや走行台車及びコンプレッサ装置を用いないので、裁断方法を実行する装置構成を簡易にでき、したがって、装置コストを削減することができる。
【0025】
さらに、本発明の裁断方法は、従来の裁断装置におけるような延反テーブルを用いないので、従来よりも狭い場所でシート片及びシート材の積層と裁断を行うことができる。
【0026】
一実施形態の裁断方法は、上記積層延反工程の後に、上記分離工程と、上記収容工程と、上記位置合わせ工程と、上記積層延反工程とを複数回繰り返して複数枚のシート片を積層し、この積層した複数枚のシート片及びシート材を、上記裁断工程で同時に裁断する。
【0027】
上記実施形態によれば、所望の枚数のシート片を積層して、実質的に同一形状の複数個のパターンピースを作製することができる。
【0028】
一実施形態の裁断方法は、上記位置合わせ工程でシート片の他端側部分の上に配置され、上記積層延反工程でシート片の上に積層されて延出されるシート材が、上記シート片と互いに同じ側の面に接している。
【0029】
上記実施形態によれば、シート材とシート片を互いに同じ側の面を接する状態で積層し、裁断を行うことにより、線対称形状のパターンピースを作製することができる。
【図面の簡単な説明】
【0030】
【図1】本発明の実施形態の裁断装置を示す図である。
【図2】裁断装置の主要構成部を模式的に示す縦断面図である。
【図3】延反工程における裁断装置を模式的に示す縦断面図である。
【図4】収容工程における裁断装置を模式的に示す縦断面図である。
【図5】積層延反工程における裁断装置を模式的に示す縦断面図である。
【図6】シート片及びシート材の積層状態を模式的に示す断面図である。
【発明を実施するための形態】
【0031】
以下、本発明の実施形態を、添付の図面を参照しながら詳細に説明する。
【0032】
本発明の実施形態の裁断装置は、シート材としての布地を裁断して被服のパターンピースを作製するプロッタ型の裁断装置である。図1に示すように、この裁断装置1は、裁断テーブル2と、裁断ユニット22と、解反部としての解反機3と、制御装置4を備える。
【0033】
裁断テーブル2は、シート片としての布地片51及びシート材としての布地52を支持すると共に、これら布地片51及び布地52の裁断を行う裁断領域となる支持面Acを有する。この支持面Acは、図2に示すように、裁断テーブル2内に収容されたベルトコンベヤ21の表面によって形成され、詳しくは、ベルトコンベヤ21を構成する無端ベルト26の上側面によって形成されている。このベルトコンベヤ21は、無端ベルト26が筒状のプーリ27,27の間に掛け渡されて構成され、このプーリ27を図示しないステッピングモータで回転駆動して、支持面Ac上の布地片51及び/又は布地52をプーリ27の回転駆動量に応じた距離だけ移送制御するようになっている。なお、ベルトコンベヤ21のプーリ27を回転駆動するモータとしては、ステッピングモータ以外に、サーボモータ又はインバータ制御モータ等を用いることができる。いずれのモータを用いた場合も、無端ベルト26や、布地片51又は布地52の位置検出を行い、検出された位置に基づいてモータの回転数や回転角を制御するように構成するのが好ましい。上側面が支持面Acとなる無端ベルト26は、基布にパイル毛が植えられてなるモケット状の織物で形成されている。このモケット状の無端ベルト26を通して、図示しない真空ポンプで布地片51及び/又は布地52を吸引して支持面21に固定するように形成されている。
【0034】
裁断ユニット22は、裁断テーブル2の幅方向の両側の縁に沿って長手方向に移動するように構成された2つのキャリア23,23と、このキャリア23,23の間に掛け渡されたレール24と、このレール24に沿って幅方向に移動するカッターヘッド25を有する。カッターヘッド25は、布地片51及び/又は布地52を、表面側から切り込む回転刃と裏面側から切り込む下刃とのせん断作用によって切断するように構成されている。なお、カッターヘッド25は、鋸状のカッターを往復駆動して布地片51及び/又は布地52を切断するものでもよく、布地片51及び/又は布地52の種類や枚数に応じた種々の切断方式のものを設定できる。
【0035】
解反機3は、ベルトコンベヤ21の一端側に、裁断テーブル2に隣接して配置されている。解反機3は、布地のロール5が載置された状態で、ロール5を回転駆動して布地52を巻き出すものである。この解反機3は、図示しないモータによって回転駆動され、回転軸が所定間隔をおいて平行に配置された2つの解反ローラ31,31を備える。これら2つの解反ローラ31,31と接するように、これら解反ローラ31,31の間にロール5が載置され、解反ローラ31,31が回転駆動される方向に応じて、ロール5を巻き出し方向又は巻き取り方向に回転するように構成されている。解反機3には、解反ローラ31,31よりも裁断テーブル2の側に、解反ローラ31から巻き出された布地52を裁断テーブル2に送り、又は、解反ローラ31へ巻き取られる布地52を裁断テーブル2から導くガイドローラ32が設けられている。解反機3の布地52の巻き出し速度、又は、布地52の巻き込み速度は、ベルトコンベヤ21の駆動速度に応じて制御される。
【0036】
ベルトコンベヤ21の一端と解反機3との間には、ベルトコンベヤ21の支持面Acよりも下方に位置する第1収容部S1が設けられている。この第1収容部S1は、ベルトコンベヤ21上に延反された布地片51の一部を収容するものであり、ベルトコンベヤ21が他端から一端に向かう方向に動作するに伴って、ベルトコンベヤ21の無端ベルト26から離脱して降下した布地片51の部分を収容する。第1収容部S1は、布地片51がベルトコンベヤ21から滑落しないように布地片51の部分を支持する支持部を有すればよく、例えば箱状の容器で構成することができ、あるいは、支持部を形成する板部材や棒部材、あるいは、裁断装置1が設置された床面を含んで構成することができる。すなわち、裁断テーブル2と解反機3との間の隙間と、この隙間の下方の支持部とで第1収容部S1が構成されてもよい。
【0037】
ベルトコンベヤ21の他端側には、ベルトコンベヤ21の支持面Acよりも下方に位置する第2収容部S2が設けられている。この第2収容部S2は、ベルトコンベヤ21が一端から他端に向かう方向に動作するに伴って、ベルトコンベヤ21の無端ベルト26から離脱して降下した布地片51及び/又は布地52の部分を収容する。第2収容部S2は、第1収容部S1と同様に、布地片51及び/又は布地52がベルトコンベヤ21から滑落しないように布地片51及び/又は布地52の部分を支持する支持部を有すれば、種々の形態で構成することができる。例えば、裁断テーブル2の外枠とベルトコンベヤ21の他端との間の隙間と、この隙間の下方に位置する裁断テーブル2のケーシングの底面で形成された支持部とで、第2収容部S2を構成することができる。
【0038】
なお、上記第2収容部S2は、布地片51及び布地52をベルトコンベヤ21の支持面Acの長手方向寸法よりも長く積層する場合に用いられる。布地片51及び布地52を支持面Acの長手方向寸法よりも短く積層する場合には、第1収容部S1が設置されていればよく、第2収容部S2は設けなくてよい。
【0039】
制御装置4は、裁断テーブル2及び解反機3に接続され、裁断テーブル2の支持面Ac上に布地片51及び布地52を積層する際の制御と、支持面Ac上に載置された布地片51及び/又は布地52を裁断する際の制御を行うものであり、市販のノート型PC(パーソナルコンピュータ)によって構成されている。制御装置4は、操作者に操作されるコントローラ41に接続されている。コントローラ41は、解反機3の巻き出し動作及び巻き込み動作や、ベルトコンベヤ21の駆動方向及び駆動量や、裁断ユニット22のカッターの動作等に関する指令入力を操作者から受けるものであり、市販のゲーム用コントローラを用いることができる。なお、制御装置4と同様の機能を有する制御部を裁断テーブル2や解反機3に内蔵し、裁断テーブル2の裁断ユニット22のキャリア23や、解反機3のフレーム等に、タッチパネル等で形成された指令入力部を設けてもよい。
【0040】
以下、上記構成の裁断装置1により、ロール5から巻き出した布地片51及び/又は布地52を積層し、積層した布地片51及び/又は布地52を同時に裁断して複数のパターンピースを作製する方法を説明する。
【0041】
図3乃至5は、裁断装置1の裁断領域となる支持面Ac上に、布地片51と布地52を積層する方法を示す工程図である。図3は、延反工程における裁断装置1の縦断面図であり、図4は、収容工程における裁断装置1の縦断面図であり、図5は、積層延反工程における裁断装置1の縦断面図である。
【0042】
まず、解反機3の解反ローラ31,31の上に、布地のロール5を載置する。
【0043】
続いて、操作者がコントローラ41を操作し、布地の延出の指令が入力されると、延反工程が行われる。すなわち、解反機3が巻き出し動作をして、ロール5を図3の矢印R1で示す巻き出し側に回転させて布地を巻き出すと共に、ベルトコンベヤ21が、矢印Fで示すように、巻き出された布地を一端から他端に向かう方向へ送る。ベルトコンベヤ21の他端側部分に送られた布地は、ベルトコンベヤ21の他端から脱落し、第2収容部S2内に収容される。所定の長さの布地がロール5から巻き出されると、操作者によるコントローラ41への入力に基づいて、解反機3とベルトコンベヤ21の動作が停止する。続いて、カッターヘッド25がベルトコンベヤ21の一端側に移動し、カッターヘッド25内の分離カッター28で布地を幅方向に直線状に切断して、分離工程が行われる。これにより、布地がロール5から分離して布地片51が形成される。
【0044】
この後、操作者によるコントローラ41への入力に対応し、解反機3が巻き取り動作をして、ロール5を図4の矢印R2で示す巻き取り方向に回転させて布地を巻き取ると共に、ベルトコンベヤ21が、矢印Bで示すように、布地片51を他端から一端に向かう方向へ送って収容工程を行う。これにより、布地片51の他端側部分が、ベルトコンベヤ21の支持面Acの一端側部分に寄せられ、この布地片51の一端側部分が、無端ベルト26の一端から脱落して第1収容部S1に収容される。
【0045】
布地片51の他端側部分がベルトコンベヤ21の支持面Acの一端側部分に位置すると、操作者によるコントローラ41への入力に対応し、解反機3が解反動作をして、位置合わせに必要な長さの布地52を巻き出す。解反機3から巻き出された布地52の先端部が、操作者によって位置合わせが行われ、上記一端側に寄せられた布地片51の表面に重ねられる。こうして位置合わせ工程が行われた後、操作者によるコントローラ41への入力に対応し、解反部3が解反動作をして、図5の矢印R1で示す方向にロール5を駆動して布地52を巻き出すと共に、ベルトコンベヤ21が一端から他端に向かう方向へ送り動作をする。これにより、ベルトコンベヤ21の支持面Acに、第1収容部S1に収容された布地片51が、矢印Fで示すように引き出されて延出されると共に、この布地片51の表面に、解反部3から巻き出された布地52が重なって延出されて、積層延反工程が行われる。積層された布地片51と布地52の他端部が、ベルトコンベヤ21の支持面Acの他端近傍に達すると、ベルトコンベヤ21が停止し、布地の延反及び積層の全工程が終了する。
【0046】
この後、操作者によるコントローラ41への入力に対応し、カッターヘッド25が駆動され、パターンカッターによって布地片51と布地52を同時に裁断する裁断工程が行われる。裁断工程により、布地片51と布地52から、実質的に同じ形状のパターンピースが作製される。ここで、布地片51と布地52の裁断を行うパターンカッターは、布地片51を形成する際に布地を切断した分離カッター28が兼ねてもよい。また、パターンカッターは、カッターヘッド25に内蔵されて分離カッター28とは異なるカッターであってもよい。また、分離カッター28は、カッターヘッド25に設けないで、裁断テーブル2の一端部や解反機3の他端部に設置してもよい。
【0047】
本実施形態の裁断装置1は、作製するパターンピースに応じて、積層する布地片51と布地52の各々の表裏の向きを設定することができる。図6は、布地片51と布地52を積層する場合に設定可能な表裏の組み合わせを説明する図である。
【0048】
図6(a)は、図3乃至5に示した工程で積層される布地片51と布地52の表裏の向きを示しており、布地片51と布地52のいずれも、起毛面を上側に向けて積層されている。すなわち、図3のように、ベルトコンベヤ21に布地を延反及び切断して布地片51を形成した後、解反機3上のロール5の載置方向を変換することなく、図5に示すように、布地片51を形成したときと同じ回転方向R1にロール5を回転駆動して布地52を巻き出す。これにより、布地片51と布地52が、起毛面を同じ方向に向けて積層される。
【0049】
一方、図6(b)のように、布地片51の起毛面を下向きに、かつ、布地52の起毛面を上向きに積層する場合、布地片51を形成する際に布地を巻き出すロール5を、図3に示した方向と反対方向に向けて解反機3に載置する。この場合、ロール5から巻き出す際に解反機3がロール5を駆動する方向は、図3の矢印R1と反対方向である。このように図3に示した方向と反対方向に向いて解反機3に載置したロール5から、起毛面を下側にして布地を解反し、切断して、ベルトコンベヤ21の支持面Acに布地片51を形成する。この後、解反機3上のロール5の方向を反対向きに変更し、このロール5を図5と同様の矢印R1の方向に回転駆動して解反機3で解反する。これと共に、ベルトコンベヤ21を矢印Fの方向に駆動して、布地片51の上に布地52を延反する。
【0050】
一方、図6(c)のように、布地片51の起毛面を上向きに、かつ、布地52の起毛面を下向きに積層する場合、布地片51を形成する際に布地を巻き出すロール5を、図3と同様の方向に向けて解反機3に載置し、矢印R1の方向に回転駆動して解反する。ベルトコンベヤ21上に布地を延反した後、布地を分離カッター28で切断して布地片51を形成する。この後、解反機3上のロール5の方向を反対向きに変更し、このロール5を図5の矢印R1と反対方向に回転駆動して解反機3で解反する。これと共に、ベルトコンベヤ21を矢印Fの方向に駆動する。これにより、起毛面が上向きに延反された布地片51の上に、起毛面が下向きの布地52を延反することができる。
【0051】
図6(b)及び6(c)に示すように、布地片51と布地52の表裏面を互いに同じ方向に向けて積層し、この積層体を同一の裁断パターンに裁断することにより、対称形状のパターンピースを作製することができる。
【0052】
以上のように、本実施形態の裁断装置1によれば、裁断領域であるベルトコンベヤ21の支持面Acに、解反機3で解反された布地が直接積層される。したがって、従来のように、延反テーブル上に走行台車で生地を積層した後、積層した生地を走行台車で裁断テーブルに移送するよりも、短い時間で支持面Ac上に布地を積層することができる。したがって、本発明によれば、布地の延出から裁断までを比較的短い時間で行うことができる。
【0053】
また、本実施形態の裁断装置1は、従来の裁断装置のような延反テーブルや走行台車及びコンプレッサ装置が不要であるので、装置構成を簡易にでき、したがって、装置コストを削減することができる。
【0054】
また、本実施形態の裁断装置1は、従来の裁断装置のような延反テーブルが不要であるので、従来よりも狭い場所に設置することができる。
【0055】
上記実施形態において、支持面Ac上に、布地片51と布地52の積層体を形成して裁断を行なったが、積層体を構成する布地片51の数は2枚以上であってもよい。すなわち、解反機3による解反動作と、ベルトコンベヤ21による延出動作と、分離カッター28による切断動作とを複数回繰り返して複数枚の布地片51を積層した後、解反機3で布地52を最上層に巻き出した状態で、裁断を行うことができる。これにより、積層枚数に応じた数のパターンピースを同時に作成することができる。なお、複数枚の布地片51を積層した場合、最上層に布地52を巻き出さないで、複数枚の布地片51のみを裁断してもよい。
【0056】
また、上記実施形態において、ベルトコンベヤ21の一端側に第1収容部S1を配置すると共に、ベルトコンベヤ21の他端側に第2収容部S2を配置したが、ベルトコンベヤ21の一端側の第1収容部S1のみを配置してもよい。
【0057】
また、上記実施形態では、シート材としての布地を裁断して被服用のパターンピースを作製する場合に本発明を適用したが、例えば、布地を裁断してカーテンを作製する場合や、樹脂性のカッティングシートを裁断してステッカーを作成する場合や、炭素繊維シートを裁断してプラスチック部品の補強体を作成する場合にも本発明を適用することができる。すなわち、布以外に、皮革や樹脂膜等、種々のシート状の材料を所定の形状に裁断する場合に、本発明を適用することができる。
【符号の説明】
【0058】
1 裁断装置
2 裁断テーブル
3 解反機
4 制御装置
21 ベルトコンベヤ
22 裁断ユニット
51 布地片
52 布地
Ac 支持面
【特許請求の範囲】
【請求項1】
シート材のロールからシート材を巻き出して解反を行う解反部と、
上記解反部から巻き出されたシート材を、表面の一端から他端に向かって延出させて延反すると共に、上記表面が、延反したシート材を裁断する裁断領域であるベルトコンベヤと、
上記解反部で巻き出されたシート材を切断してロールから分離する分離カッターと、
上記ベルトコンベヤの少なくとも一端側に隣接して配置され、このベルトコンベヤの表面に載置されたシート材のベルトコンベヤから離脱する部分を収容する収容部と、
上記裁断領域の表面を平面方向に移動し、裁断パターンに沿ってシート材を切断するパターンカッターを有するカッターヘッドと
を備えることを特徴とする裁断装置。
【請求項2】
請求項1に記載の裁断装置において、
上記カッターヘッドのパターンカッターは、上記分離カッターを兼ねていることを特徴とする裁断装置。
【請求項3】
請求項1に記載の裁断装置において、
上記ベルトコンベヤの他端側に隣接して設けられた第2の収容部を備えることを特徴とする裁断装置。
【請求項4】
ベルトコンベヤと、上記ベルトコンベヤの一端側に配置され、ロールからシート材を巻き出して解反を行う解反部と、上記ベルトコンベヤの少なくとも一端側に隣接して配置された収容部とを備える裁断装置を用いた裁断方法であって、
上記解反部でシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端から他端に向かう方向に延出してベルトコンベヤの表面にシート材を延反する延反工程と、
上記シート材を切断して、上記シート材の上記ベルトコンベヤで延反された部分をロールから分離してシート片を形成する分離工程と、
上記シート片をベルトコンベヤで他端から一端に向かう方向に送り、このシート片の他端側部分をベルトコンベヤの表面の一端側部分に位置させると共に、上記シート片の一端側部分を上記収容部に収容させる収容工程と、
上記解反部でロールからシート材を巻き出し、このシート材の先端部分を、上記ベルトコンベヤの表面の一端側部分に位置するシート片の他端側部分の上に配置して位置合わせを行う位置合わせ工程と、
上記解反部でロールからシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端側から他端側に送ることにより、このシート材を上記シート片の上に積層した状態で延反する積層延反工程と、
上記ベルトコンベヤの表面に積層して延反されたシート片及びシート材を同時に裁断する裁断工程と
を備えることを特徴とする裁断方法。
【請求項5】
請求項4に記載の裁断方法において、
上記積層延反工程の後に、上記分離工程と、上記収容工程と、上記位置合わせ工程と、上記積層延反工程とを複数回繰り返して複数枚のシート片を積層し、この積層した複数枚のシート片及びシート材を、上記裁断工程で同時に裁断することを特徴とする裁断方法。
【請求項6】
請求項4に記載の裁断方法において、
上記位置合わせ工程でシート片の他端側部分の上に配置され、上記積層延反工程でシート片の上に積層されて延出されるシート材が、上記シート片と互いに同じ側の面に接していることを特徴とする裁断方法。
【請求項1】
シート材のロールからシート材を巻き出して解反を行う解反部と、
上記解反部から巻き出されたシート材を、表面の一端から他端に向かって延出させて延反すると共に、上記表面が、延反したシート材を裁断する裁断領域であるベルトコンベヤと、
上記解反部で巻き出されたシート材を切断してロールから分離する分離カッターと、
上記ベルトコンベヤの少なくとも一端側に隣接して配置され、このベルトコンベヤの表面に載置されたシート材のベルトコンベヤから離脱する部分を収容する収容部と、
上記裁断領域の表面を平面方向に移動し、裁断パターンに沿ってシート材を切断するパターンカッターを有するカッターヘッドと
を備えることを特徴とする裁断装置。
【請求項2】
請求項1に記載の裁断装置において、
上記カッターヘッドのパターンカッターは、上記分離カッターを兼ねていることを特徴とする裁断装置。
【請求項3】
請求項1に記載の裁断装置において、
上記ベルトコンベヤの他端側に隣接して設けられた第2の収容部を備えることを特徴とする裁断装置。
【請求項4】
ベルトコンベヤと、上記ベルトコンベヤの一端側に配置され、ロールからシート材を巻き出して解反を行う解反部と、上記ベルトコンベヤの少なくとも一端側に隣接して配置された収容部とを備える裁断装置を用いた裁断方法であって、
上記解反部でシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端から他端に向かう方向に延出してベルトコンベヤの表面にシート材を延反する延反工程と、
上記シート材を切断して、上記シート材の上記ベルトコンベヤで延反された部分をロールから分離してシート片を形成する分離工程と、
上記シート片をベルトコンベヤで他端から一端に向かう方向に送り、このシート片の他端側部分をベルトコンベヤの表面の一端側部分に位置させると共に、上記シート片の一端側部分を上記収容部に収容させる収容工程と、
上記解反部でロールからシート材を巻き出し、このシート材の先端部分を、上記ベルトコンベヤの表面の一端側部分に位置するシート片の他端側部分の上に配置して位置合わせを行う位置合わせ工程と、
上記解反部でロールからシート材を巻き出すと共に、巻き出されたシート材を上記ベルトコンベヤで一端側から他端側に送ることにより、このシート材を上記シート片の上に積層した状態で延反する積層延反工程と、
上記ベルトコンベヤの表面に積層して延反されたシート片及びシート材を同時に裁断する裁断工程と
を備えることを特徴とする裁断方法。
【請求項5】
請求項4に記載の裁断方法において、
上記積層延反工程の後に、上記分離工程と、上記収容工程と、上記位置合わせ工程と、上記積層延反工程とを複数回繰り返して複数枚のシート片を積層し、この積層した複数枚のシート片及びシート材を、上記裁断工程で同時に裁断することを特徴とする裁断方法。
【請求項6】
請求項4に記載の裁断方法において、
上記位置合わせ工程でシート片の他端側部分の上に配置され、上記積層延反工程でシート片の上に積層されて延出されるシート材が、上記シート片と互いに同じ側の面に接していることを特徴とする裁断方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−256493(P2011−256493A)
【公開日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願番号】特願2010−132913(P2010−132913)
【出願日】平成22年6月10日(2010.6.10)
【出願人】(591264474)有限会社ナムックス (10)
【Fターム(参考)】
【公開日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願日】平成22年6月10日(2010.6.10)
【出願人】(591264474)有限会社ナムックス (10)
【Fターム(参考)】
[ Back to top ]