
Fターム[3B154CA03]の内容
Fターム[3B154CA03]に分類される特許
1 - 20 / 51
捺染システム、捺染方法
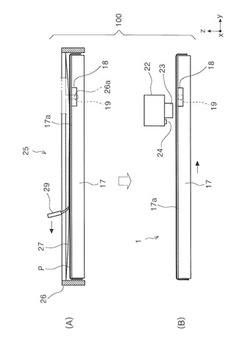
【課題】非デジタル方式の捺染とデジタル方式の捺染とを組み合わせて行う際の捺染位置ズレを、より効率的に行う。
【解決手段】捺染システム100は、非デジタル方式の捺染処理部であるスクリーン印刷手段25と、デジタル方式の捺染処理部であるインクジェット捺染装置1と、を備えている。スクリーン印刷手段25とインクジェット捺染装置1とで共通して利用される載置台17には、三次元形状により形成された基準マークである穴19、19が設けられている。スクリーン印刷手段25と、インクジェット捺染装置1との双方で、同じ穴19を基準にして捺染位置合わせを行う。
(もっと読む)
捺染装置

【課題】誤った種類のセットトレイが取り付けられている状態で印捺を実行する虞を低減し、更に印捺のスループットを向上すること。
【解決手段】被捺染材をセットする交換可能なセットトレイと、印捺データに応じて前記被捺染材にインクを吐出して印捺するインク吐出部と、前記印捺データにおいて指定される前記セットトレイの種類を前記印捺の実行時に記憶する記憶部と、前記セットトレイの種類を検出する検出部と、前記検出部が印捺開始前に行う前記セットトレイの種類を検出するトレイ検出動作を制御する制御部とを備え、前記制御部は、新たに取得した印捺データにおいて指定されている前記セットトレイの種類と前記記憶部が記憶しているセットトレイの種類とを比較し、異なる場合は前記トレイ検出動作を実行し、同じである場合は前記トレイ検出動作をパスする。
(もっと読む)
インクジェット捺染装置
【課題】被捺染面上に段差を有する被捺染材をセットした際の位置ずれに伴う捺染位置ずれを、装置のコストアップを抑えつつ適切に軽減し或いは防止する。
【解決手段】インクジェット捺染装置1は、被捺染材Pにおける被捺染面上の段差(B1、B2)を検出する段差検出センサー20と、段差検出センサー20による段差検出に基づき、段差(B1、B2)に対する捺染領域Aの相対位置及び傾きを補正する制御部3とを備えている。従って、被捺染材Pの種類に応じて専用のセット手段を用意することなく、適切に被捺染材Pのセット位置ずれを補正でき、これにより適切な捺染品質を得ることができる。
(もっと読む)
インクジェット捺染装置
【課題】被捺染材を載置する載置台を複数備えたインクジェット捺染装置において、工程のより一層の効率化を図る。
【解決手段】被捺染材をセットする複数のトレイT1、T2を備えたインクジェット捺染装置1の制御手段は、第1トレイT1にセットされた第1被捺染材(前処理必要)に対して前処理材を吐出するステップ(A)と、ステップ(A)を経た第1被捺染材に対し捺染を実行するステップ(B)と、第2トレイT2にセットされた第2被捺染材(前処理不要)に対し捺染を実行するステップ(C)と、のこれらステップについて、少なくともステップ(A)とステップ(B)との間でステップ(C)を実行する第1制御モードを実行する。
(もっと読む)
テープ生地の製造方法
【課題】テープ生地の製造方法において、テープ長手方向と生地に生じた編み目のコース方向とが平行するようにしてテープ生地を切り出すようにし、もって衣類への取付状態において生じていた従来の諸問題を解消除去できるようにする。
【解決手段】編成された1枚生地W1 のコース方向両側に生じている対向2側縁(切り開き線α,β)を、コース方向と直交するウエール方向へずらした状態で繋ぎ合わせることにより、筒軸方向で螺旋状に捻れた筒状生地Wを作成し、筒状生地Wの捻れ方向に合わせて一方の筒端から当該筒状生地Wの筒軸方向に螺旋状となるように切り出しを行うことによりテープ生地Tを製造する。
(もっと読む)
テープ生地製造装置
【課題】テープ生地製造装置において、テープ幅を高精度に保持しつつテープ生地を切り出すことを可能にし、またテープ幅の変更も簡単且つ迅速に行えるようにして、従来の諸問題を解消除去できるようにする。
【解決手段】ロータ7〜9と、ロータ7,8を回転駆動するロータ用モータ20と、ロータ7〜9まわりに巻回装着される筒状生地Wの筒端から当該筒状生地Wの筒軸方向に沿って螺旋状となるようにテープ生地Tを切り出す裁断部12と、ロータ7〜9まわりに巻回装着された筒状生地Wに対して筒軸方向に沿った移動力を加える位置調整機構13と、ロータ7〜9まわりに巻回装着された筒状生地Wを検出対象にして裁断部12が切り出しを行うべき位置を検出する位置検出部14と、ロータ用モータ20の作動中は位置検出部14の出力に基づいて常に位置調整機構13を制御する制御部16とを有している。
(もっと読む)
インクジェット捺染装置及び捺染物の製造方法
【課題】インクジェット捺染装置においてポケット等のベース部より肉厚となる部位を有する被捺染材に対して、スループットを低下せずに高さの違いによる着弾位置のずれを低減する。
【解決手段】被捺染材Pを載置する載置台4に載置された被捺染材に対して、第1の方向と前記第1の方向とは反対の第2の方向へ移動し、被捺染材にインクを吐出する捺染ヘッド6と、捺染ヘッドによるインクの吐出タイミングと吐出速度のうち少なくとも一方を制御する制御部9とを備え、制御部は、前記載置されている状態の被捺染材の捺染実行範囲内に高さの異なる部位がある場合に、前記高さの異なる部位に関する高さ情報及び位置情報に基づいて、捺染ヘッドが前記第1の方向へ移動したときに吐出されるインクの着弾位置と捺染ヘッドが前記第2の方向へ移動したときに吐出されるインクの着弾位置とが一致するようにインクの吐出タイミング又は吐出速度を各高さ部位に対応して変更する。
(もっと読む)
縫製糸、被縫製物及び読み取り装置
【課題】縫製糸が表現するコードの読み取りやすさを、当該縫製糸で被縫製物を縫製しても維持する方法を提供する。
【解決手段】上糸10は、天然繊維や化学繊維が長く線状に連続した糸である。被縫製物20は、第1の生地及び第2の生地によって構成され、上糸10及び下糸30によって本縫いで縫製される。上糸10は、複数の第1の部分110及び複数の第2の部分120とを有する。第2の部分120は、被縫製物20が上糸10によって縫製されて一列の縫い目が形成された場合に、被縫製物20の表面に現れる部分の長さによって、符号化された情報を表現する一次元コードを表す。第1の部分110及び第2の部分120は、いずれも、縫い目130の長さと、隠れ部分140の長さとを合計した長さよりも長くなるように設けられている。
(もっと読む)
ファンシーヤーンの特徴付け方法
【課題】ファンシーヤーンの特性の迅速な視覚検出を可能にする。
【解決手段】 ファンシーヤーンの特徴付け方法により、ファンシーヤーンの少なくとも一つの特性をファンシーヤーンの長手方向沿ってスキャンする。スキャンの値を評価し、評価の結果を出力する。評価の少なくとも一つの結果がグラフ表示の形で出力される。グラフ表示が三次元空間にある面であり、この三次元空間の一次元がスラブ長(LE)を示し、二次元がスラブ(92)の増加質量(ΔM)または径増分を示し、三次元がスラブ特性(LE、ΔM)としてのスラブ長(LE)及びスラブの増加質量(ΔM)または径増分の観察される頻度(H)を示す。
(もっと読む)
耐欠陥性スーパー画素構造
【課題】液体着色剤を用いて基体を着色するプロセス及びその生成物を提供すること。
【解決手段】色彩の割り当てが画素ごとになされ、比較的大きい期待の領域に、基体表面上に繰り返し単位(即ち、スーパー画素125)を含む個々に着色された画素群を順次複製又はタイル張りすることにより、均一に着色された外観が与えられる。繰り返し単位は、着色剤の塗布のエラーが生ずるならば繰り返し単位内の1つ又はそれ以上の画素を不正確に又は不完全に着色させるように構成され、繰り返し単位内の画素の配列は、基体を観察するときに、そのようなエラーを見えにくくする。
(もっと読む)
シート材の裁断方法および自動裁断機
【課題】テーブル上に載置された柄入りのシート材を、パーツのパターンに沿って裁断する方法において、シート材の歪に応じて裁断用のデータを修正する。
【解決手段】
シート材2に対応する仮想平面11上に形成されたシート材の理論上の柄パターン12に、パーツのパターン22を配置すると共に、パーツ毎に柄合わせポイント14を設定する。次に、仮想平面11上に柄合わせポイント14を含む基準パターン15を形成する。次にシート材2に、プロジェクタを用いて合わせポイント14と基準パターン15を実寸で投射すると共に、基準パターン15の形状をシート材2の柄の形状に合わせて変形させることにより、基準パターン15の座標データを修正する。修正された基準パターン15の座標データに対応してパーツのパターン22の座標データを修正し、その座標データに基づいてシート材2を裁断する。
(もっと読む)
ファンシーヤーンの特徴付け方法
【課題】 ファンシーヤーンの個々のスラブの連続をわかり易く表示する。
【解決手段】 ファンシーヤーン(9)の特徴付け方法により、ファンシーヤーンの少なくとも一つの特性を前記ファンシーヤーンの長手方向(x)に沿ってスキャンし、前記スキャンの値を評価し、前記評価の結果を出力する。評価の少なくとも一つの結果がグラフ表示の形で出力される。グラフ表示がカラムチャートまたは棒グラフであり、そのカラム又は棒が、ファンシーヤーンのスラブ(92)に対応せしめられ、かつそれぞれ少なくとも二つの要素から構成される。その際第一の要素の長さまたは面積がそれぞれのスラブ(92)の特性(LE)を示し、第二の要素の長さまたは面積が隣接するベース糸(91)の特性(LS)を示す。
(もっと読む)
ファンシーヤーンの特徴付け方法
【課題】 ファンシーヤーンの特性の視覚による確認を改善する。
【解決手段】 ファンシーヤーンの少なくとも一つの特性を長手方向(x)に沿ってスキャンし、スキャンの値を評価し、評価の結果を出力する。この評価は、スキャン値の平滑化または理想化、および平滑化または理想化されたスキャン値と当初のスキャン値との関連付けを含み、平滑化または理想化されたスキャン値および前記関連付けから得られたデータが個別に評価される。
(もっと読む)
積層物品の製造方法
【課題】積層体と該積層体に部分的に接合された表層シートを有する積層物品を製造するに際し、表層シートにたわみやしわが発生することを防止することができると共に、レーザー光による加工が、前記積層体における表層シートの対向面に対して悪影響を与えることも防止することができる、積層物品の製造方法を提供すること。
【解決手段】本発明の積層物品の製造方法は、複数のシートが積層一体化された積層体と、該積層体上に、部分的に接合された状態で配されている表層シートとを有する積層物品の製造方法であり、複数のシートが積層一体化された積層体6A上に表層シート7Aを重ねた構成を有する被加工体1Aにおける、表層シート7Aが積層体6Aに接合されていない部分76に対して、該表層シート7A側からレーザー光Rを照射し、該表層シート7Aのみに開孔加工、切断加工又はミシン目加工を施す工程を具備する。
(もっと読む)
裁断装置及び裁断方法
【課題】シート材の延出から裁断までを比較的短い時間で行うことができ、構造が簡易であり、かつ、比較的狭い場所に設置できる裁断装置を提供すること。
【解決手段】裁断装置1は、裁断テーブル2と、裁断ユニット22と、解反機3を備える。解反機3でロール5から解反した布地を、裁断テーブル2のベルトコンベヤ21で一端側から他端側へ延出し、支持面Ac上に延反する。カッターヘッド25の分離カッター28で布地を切断してロール5と分離して、布地片51を形成する。ベルトコンベヤ21が布地片51を他端側から一端側へ移送し、布地片51の他端部を支持面Acの一端側に位置させる。解反機3から巻き出された布地が布地片51の上に位置合わせされた後、解反機3の解反動作とベルトコンベヤ21の延反動作により、布地片51の上に布地52を積層する。布地片51と布地52を、カッターヘッド25で同時に裁断する。
(もっと読む)
生地裁断装置及び生地裁断方法
【課題】素材生地が手作業で四辺を粗切りされているような平生地であって柄付きとされている場合でも、素材生地の伸縮を要因とする柄の位置ズレや変形に影響されることなく、柄と所定の相関を持たせて生地パーツを裁断できるようにする。
【解決手段】複数のポイントマークP1〜P4が表示された素材生地Wを支持する裁断テーブル2と、素材生地Wを裁断する裁断ヘッド3と、裁断ヘッド3を昇降、水平旋回、水平移動させるヘッド移動機構4と、ポイントマークP1〜P4を検出する検出装置20と、ポイントマークP1〜P4にしたがって素材生地W上を複数区画へ区割りし各区画の伸縮率を求め柄HA,HBの位置ズレ及び変形に応じた補正データを作成する補正処理部21と、作成された裁断用の補正データに基づいてヘッド移動機構4を制御する動作制御部22とを有している。
(もっと読む)
エアバッグ製造方法
【課題】織物エアバッグ、特に部分的に重層化されたエアバッグを製造する方法を提供する。
【解決手段】該方法は以下のステップを含む。即ち、a)縦糸が縦糸室に準備されて機械可読のマーキング用マーカ糸として適した縦糸が縦糸内に既に配置されるステップと、b)エアバッグ材料が織られて機械可読のマーキング用マーカ糸として適した横糸が布幅の少なくとも一部分にわたって織り交ぜられるステップと、c)織り交ぜられた機械可読マーキングによって導かれる裁断装置を用いてエアバッグ材料からエアバッグが裁断されるステップと、を含む。
(もっと読む)
繊維材料のパディング加工方法及び装置
【課題】本発明は、繊維材料を加工液に浸漬してパディング加工する場合に、均一に加工された繊維材料を得ることができ、加工剤のロスを削減可能なパディング加工方法及び装置を提供する。
【解決手段】加工液を貯留するパディング槽1に繊維材料を浸漬してニップロール4により加工液を均一に付与するパディング加工を行う場合、加工中におけるパディング槽1内の加工液Sの光強度を光学センサ20及び濃度測定部21で測定し、加工液Sの液量を液面センサ22及び液量測定部23で測定する。制御部30では、測定された光強度及び液量に基づいてパディング槽内の加工液の濃度及び液量を所定値にするために必要な加工濃縮液の補給量を算出し、補給タンク17から加工濃縮液Tを調製タンク15に補給して補給用加工液STを調製し、補給用加工液STをパディング槽1内に供給する。
(もっと読む)
矩形布片展開方法
【課題】従来例の展開装置では、2位置保持装置の各チャックで布片を保持して縁出しコンベア上に載せると、布片先行側側縁がコンベア幅方向に対して大きく傾斜し、次に布片先行側側縁の2位置を各チャックで保持するときに各保持深さにバラツキが生じ易い。
【解決手段】タオルのような布片Yを展張させる工程中に、2位置保持装置7の角端保持チャック71と中間部保持チャック72の開放タイミングを、縁出しコンベア8上に載せられる布片Yの先行側側縁Ybの所定長さ範囲が縁出しコンベア8の幅方向に対して略平行に現出するように角端保持チャック71を中間部保持チャック72より所定時間遅れて開放させて布片全体を縁出しコンベア8上に載せることにより、縁出しコンベア8で移送される布片の先行側側縁Ybをコンベア幅方向と略平行に現出させることができる。
(もっと読む)
矩形布片展開装置
【課題】従来例の展開装置では、布片載せ掛け用のローラが縁出しコンベアの終端部からコンベア走行方向の外方に延出する状態で設置されているので、展開装置全体の占有床面積が広くなる(工場内の余剰床面積が狭くなる)。
【解決手段】タオルのような布片Yを展張させる矩形布片展開装置において、縁出しコンベア8の直下重合位置に載せ掛け材9を設置して、展開装置全体の占有床面積を小さくする一方、縁出しコンベア8の直下重合位置に載せ掛け材9を設置したものであっても、縁出しコンベア8の終端部に上下反転装置16を設けることにより、縁出しコンベア8上の布片Yを上下反転装置16でスムーズに載せ掛け材9側に移乗させ得るようにしている。
(もっと読む)
1 - 20 / 51
[ Back to top ]