
静電塗装装置及び静電塗装方法
【課題】開閉物を開閉する開閉手段について未塗着塗料による汚れを軽減すること。
【解決手段】静電塗装装置1は、車体2に設けられたドア3をドア開閉装置5により開閉しながらドア塗装ロボット4により静電塗装するように構成される。ドア開閉装置5は、多関節ロボット12と開閉ツール13により構成される。開閉ツール13のドア3と接触する開閉フック18は、絶縁体である樹脂より構成される。多関節ロボット12の第2アーム16は樹脂より構成され、その中に高電圧発生器19が設けられる。高電圧発生器19で発生する高電圧は、第2アーム16、第3アーム17及び開閉ツール13に印加される。この高電圧は、静電塗装の霧化粒子塗料と同じ極性を有する。開閉フック18を含む開閉ツール13及び各アーム16,17の表面には、霧化粒子塗料と同極性の静電界21が形成される。
【解決手段】静電塗装装置1は、車体2に設けられたドア3をドア開閉装置5により開閉しながらドア塗装ロボット4により静電塗装するように構成される。ドア開閉装置5は、多関節ロボット12と開閉ツール13により構成される。開閉ツール13のドア3と接触する開閉フック18は、絶縁体である樹脂より構成される。多関節ロボット12の第2アーム16は樹脂より構成され、その中に高電圧発生器19が設けられる。高電圧発生器19で発生する高電圧は、第2アーム16、第3アーム17及び開閉ツール13に印加される。この高電圧は、静電塗装の霧化粒子塗料と同じ極性を有する。開閉フック18を含む開閉ツール13及び各アーム16,17の表面には、霧化粒子塗料と同極性の静電界21が形成される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装を行う静電塗装装置及び静電塗装方法に関する。
【背景技術】
【0002】
従来、この種の技術として、例えば、下記の特許文献1には、車体のドアに静電塗装を行うためにドアを開閉するドア開閉機構を備えた自動車塗装システムが記載されている。このドア開閉機構は、多関節ロボットと、そのロボットの先端部に設けられたピン部材とを備える。このピン部材をドアのガラス溝に挿入して多関節ロボットを水平に駆動することにより、ドアを水平方向に開閉するようになっている。このドアの開閉に伴い塗装ロボットを駆使することにより、ドアの外側及び内側に静電塗装を行うようになっている。
【0003】
一般に、自動車の車体等の被塗装物に対する静電塗装は、被塗装物側をアースし、塗装ロボット側を陰極として、両極間に静電界を構成する。そして、陰極に帯電した霧化粒子塗料を静電界により被塗装物に吸着させている。
【0004】
【特許文献1】特開平8−164349号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1に記載の塗装システムでは、未塗着の浮遊した霧化粒子塗料がドア開閉機構に付着し、ドア開閉機構が汚れるおそれがあった。しかし、このような汚れを軽減、防止する機能がドア開閉機構には何も設けられていなかった。このため、ドア開閉機構について汚れ落としのための清掃を頻繁に行わなければならなかった。汚れ落としが不十分な場合には、被塗装物の塗装品質が低下する懸念があった。
【0006】
すなわち、一般に静電塗装では、塗装ロボット先端の静電電極に静電高電圧を印加し、これらが気中放電するときに発生する空気イオンを霧化粒子塗料に付着させてその塗料を帯電させ、又は直接塗料に高電圧を印加し帯電させ、その帯電した霧化粒子塗料を被塗装物に対して静電引力により付着させている。このため、帯電した霧化粒子塗料に対して電位差の異なるものが被塗装物以外に存在すれば、この物にも霧化粒子塗料が静電付着することになった。
【0007】
ここで、特許文献1に記載の塗装システムでは、この帯電した霧化粒子塗料が、ドア開閉機構に静電付着するおそれがあった。このように塗料がドア開閉機構に付着することで生じる汚れは、塗装工程において重大な問題となっていた。汚れが顕著になると、汚れ塗料がスピットとなって被塗装物に付着して塗装品質を低下させるからである。特に、ドア開閉機構は、ピン部材がドアに接触することから、ピン部材が塗料で汚れた場合、その汚れがドアに付着し易いものとなっていた。また、塗装品質の低下を未然に防止するために、ドア開閉機構に生じた汚れの清掃を行うこと考えられる。しかし、この清掃を行う間は、塗装ラインを停止させなければならず、清掃頻度が多くなれば、塗装の生産性に支障をきたすことになる。例えば、この種の清掃は、約1時間の静電塗装に対して1回行われることがあり、その間は塗装ラインを停止させなければならなかった。特に、大型製品を短いタクトで生産する自動車の生産ラインでは、ライン停止時間が長くなることが自動車の生産性にとって重大な問題となる。
【0008】
この発明は上記の事情に鑑みてなされたものであって、その目的は、開閉物を開閉するために使用される開閉手段につき、未塗着塗料による汚れを軽減することを可能とした静電塗装装置及び静電塗装方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために、請求項1に記載の発明は、被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装する静電塗装装置において、開閉手段の少なくとも開閉物と接触する部分を、抵抗入り導体、半導体又は絶縁体により構成し、静電塗装の霧化粒子塗料と同極性の高電圧を開閉手段に印加するための高電圧印加手段を設けたことを趣旨とする。
【0010】
上記発明の構成によれば、開閉手段の少なくとも開閉物と接触する部分が、抵抗入り導体、半導体又は絶縁体により構成される。このため、開閉手段に静電塗装の霧化粒子塗料と同極性の高電圧が印加されても、その電流が開閉手段から開閉物へ全て流れることがなく、開閉手段に高電圧が有効に印加され、その電荷が開閉手段の表面に保持される。従って、未塗着の霧化粒子塗料が、開閉手段の表面の電荷に反発し、その表面に付着し難くなる。
【0011】
上記目的を達成するために、請求項2に記載の発明は、請求項1に記載の発明において、開閉手段は、順次連接された複数のアームを含む多関節ロボットと、複数のアームのうち最先側アームの先端部にて開閉物に係合可能に設けられた係合具とを含み、係合具を抵抗入り導体、半導体又は絶縁体により構成したことを趣旨とする。
【0012】
上記発明の構成によれば、多関節ロボットの最先側アームの先端部にて開閉物に係合可能に設けられた係合具が、抵抗入り導体、半導体又は絶縁体により構成される。このため、多関節ロボット及び係合具のうち少なくとも係合具に静電塗装の霧化粒子塗料と同極性の高電圧が印加されても、その電流が係合具から開閉物へ全て流れることがなく、少なくとも係合具に高電圧が有効に印加され、その電荷が少なくとも係合具の表面に保持される。従って、未塗着の霧化粒子塗料が、少なくとも係合具の表面の電荷に反発し、その表面に付着し難くなる。
【0013】
上記目的を達成するために、請求項3に記載の発明は、請求項2に記載の発明において、複数のアームのうち最先側アーム以外の一つのアームに高電圧印加手段を設け、最先側アームを金属により構成し、高電圧印加手段を設けたアームを絶縁体により構成し、少なくとも最先側アーム、一つのアーム及び係合具に高電圧を印加することを趣旨とする。
【0014】
上記発明の構成によれば、請求項2に記載の発明の作用に加え、高電圧印加手段が多関節ロボットのアームの一つに設けられるので、高電圧印加手段のために特別な設置スペースが必要ない。少なくとも最先側アーム、一つのアーム及び係合具に高電圧が印加されるので、その電荷がこれらアーム及び係合具の表面に保持される。従って、未塗着の霧化粒子塗料が、これらアーム及び係合具の表面の電荷に反発し、その表面に付着し難くなる。
【0015】
上記目的を達成するために、請求項4に記載の発明は、請求項3に記載の発明において、高電圧が印加されるアームの外周に、外方へ突出する電極ピンを設けたことを趣旨とする。
【0016】
上記発明の構成によれば、請求項3に記載の発明の作用に加え、アームの電極ピンが設けられた部分で電界強度が増大する。
【0017】
上記目的を達成するために、請求項5に記載の発明は、被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装する静電塗装方法において、開閉手段の少なくとも開閉物と接触する部分を、抵抗入り導体、半導体又は絶縁体により構成し、静電塗装の霧化粒子塗料と同極性の高電圧を開閉手段の表面に高電圧印加手段により印加しながら静電塗装を行うことを趣旨とする。
【0018】
上記発明の構成によれば、開閉手段の少なくとも開閉物と接触する部分が、抵抗入り導体、半導体又は絶縁体により構成される。このため、開閉手段に静電塗装の霧化粒子塗料と同極性の高電圧が印加されても、その電流が開閉物から開閉物へ全て流れることがなく、開閉手段に高電圧が有効に印加され、その電荷が開閉手段の表面に保持される。従って、未塗着の霧化粒子塗料が、開閉手段の表面の電荷に反発し、その表面に付着し難くなる。
【発明の効果】
【0019】
請求項1に記載の発明によれば、開閉物を開閉するために使用される開閉手段について未塗着塗料による汚れを軽減することができる。
【0020】
請求項2に記載の発明によれば、開閉物を開閉するために使用される多関節ロボット及び係合具のうち少なくとも係合具について未塗着塗料による汚れを軽減することができる。
【0021】
請求項3に記載の発明によれば、請求項2に記載の発明の効果に加え、高電圧印加機能を確保しながら開閉手段をコンパクトにすることができる。
【0022】
請求項4に記載の発明によれば、請求項3に記載の発明の効果に加え、アームの電極ピンが設けられた部分について汚れ軽減効果を向上させることができる。
【0023】
請求項5に記載の発明によれば、開閉物を開閉するために使用される開閉手段について未塗着塗料による汚れを軽減することができる。
【発明を実施するための最良の形態】
【0024】
以下、本発明における静電塗装装置及び静電塗装方法を具体化した一実施形態について図面を参照して詳細に説明する。
【0025】
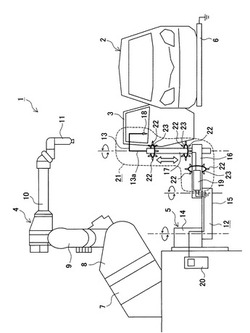
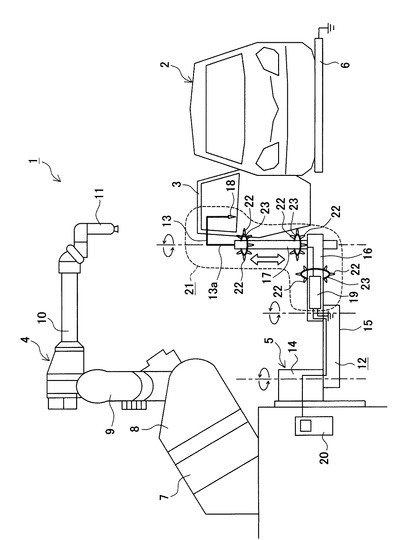
図1に、この実施形態の静電塗装装置1を概略構成図により示す。この静電塗装装置1は、被塗装物としての車体2に設けられた開閉物であるドア3を開閉しながら静電塗装を行うように構成される。この実施形態で、ドア3は、水平方向へ開閉するタイプのものである。この静電塗装装置1は、本発明の塗装手段としてのドア塗装ロボット4と、本発明の開閉手段としてのドア開閉装置5とを備える。車体2は、キャリッジ6に載せられて静電塗装装置1の近くまで運ばれるようになっている。車体2はキャリッジ6を介して電気的にアースされる。
【0026】
ドア塗装ロボット4は、ベース部材7と、ベース部材7に旋回可能に設けられた旋回部材8と、旋回部材8に順次連接され、旋回可能に設けられた第1アーム9及び第2アーム10と、第2アーム10の自由端に設けられた塗装ノズル11とを備える。塗装ノズル11は、塗料を噴射して霧化粒子塗料にするようになっている。塗装ノズル11は、上記した各部材7〜10が相互に旋回することで、所定範囲内で、上下、前後及び左右の各方向へ自由に移動できるようになっている。
【0027】
この静電塗装装置1は、塗装ノズル11の側を陰極、車体2の側を陽極として、塗装ノズル11と車体2との間に3万〜10万ボルトの高電圧をかけて塗装を行うようになっている。塗装ノズル11から噴射される霧化粒子塗料は、アースである車体2に引き付けられ、車体2の表面に静電付着する。このとき、霧化粒子塗料は、塗装ノズル11と対向しない車体2の裏側にまで廻り込んでその表面に付着するようになっている。
【0028】
ドア開閉装置5は、多関節ロボット12と、多関節ロボット12の先端部に設けられた開閉ツール13とを含む。多関節ロボット12は、ベース部材14と、ベース部材14に順次連接された第1アーム15、第2アーム16及び第3アーム17を含む。第1アーム15は、ベース部材14に対して水平に支持され、水平方向へ回転可能に設けられる。第2アーム16は、第1アーム15の先端部に対して水平に支持され、水平方向へ回転可能に設けられる。最先側の第3アーム17は、第2アーム16の先端部にて垂直に支持され、水平方向へ回転可能に、かつ、垂直方向へ移動可能に設けられる。この実施形態で、第1アーム15及び第3アーム17は金属により構成され、第2アーム16は絶縁体としての樹脂により構成される。
【0029】
開閉ツール13は、垂直に支持された第3アームの先端に設けられる。開閉ツール13は、鉤形をなすフレーム13aと、フレーム13aの先端に設けられた開閉フック18とを含む。開閉フック18は、本発明の係合具に相当し、下方へ向けてドア3に係合可能に設けられる。開閉フック18は、抵抗入り導体、半導体又は絶縁体により構成される。この実施形態では、開閉フック18は、絶縁体である樹脂より形成される。
【0030】
図2に、開閉フック18とドア3の関係例を断面図により示す。ドア3は、アウタパネル3aとインナパネル3bから構成される。両パネル3a,3bの間には、窓ガラスを装着するためのガラス溝3cが設けられる。多関節ロボット12を駆使することにより、開閉フック18は、図2に実線で示す位置から、図2に2点鎖線で示すように、ドア3のガラス溝3cの中に挿入されるようになっている。この挿入状態から、開閉フック18を水平方向へ移動させることにより、ドア3を開閉することができる。
【0031】
図1に示すように、この実施形態では、ドア開閉装置5のうち、第2アーム16、第3アーム17及び開閉ツール13の表面に、静電塗装の霧化粒子塗料と同極性の高電圧を印加するための高電圧印加手段としての高電圧発生器19が設けられる。この高電圧発生器19は、樹脂製の第2アーム16の中、又は手前に設けられる。この高電圧発生器19を制御するために、多関節ロボット12の外部には、高電圧コントローラ20が設けられる。この実施形態では、霧化粒子塗料が陰極性であることから、高電圧発生器20により、陰極性の高電圧(例えば「−60kV」)を第2アーム16、第3アーム17及び開閉ツール13に印加するようになっている。これにより、第2アーム16、第3アーム17及び開閉ツール13の周囲には、霧化粒子塗料と同じ陰極性を有する静電界21(図1に破線で示す。)が形成される。
【0032】
この実施形態では、第2アーム16の中央部分と、第3アーム17の上下両端部分に、外方へ突出する複数の電極ピン22が設けられる。これら複数の電極ピン22は、各アーム16,17の外周にベルト23を介して取り付けられる。
【0033】
この実施形態では、上記した静電塗装装置1を使用することにより、車体2に設けられたドア3をドア開閉装置5により開閉しながらドア塗装ロボット4により静電塗装を行うに際して、ドア開閉装置5のうちドア3と接触する開閉フック18を樹脂により構成し、静電塗装の霧化粒子塗料と同じ陰極性の高電圧を、ドア開閉装置5の第2及び第3のアーム16,17と開閉ツール13の表面に、高電圧発生器19により印加しながら静電塗装を行うようにしていいる。
【0034】
以上説明したこの実施形態の静電塗装装置1によれば、ドア開閉装置5のうち、ドア3に直接接触する開閉フック18が樹脂により構成される。このため、開閉フック18に静電塗装の霧化粒子塗料と同極性の高電圧が印加されても、その電流が開閉フック18からドア3へ全て流れることがなく、開閉フック18に高電圧が有効に印加され、その電荷が開閉フック18の表面に保持される。従って、未塗着の霧化粒子塗料が、開閉フック18の表面の電荷に反発し、その表面に付着し難くなる。この結果、ドア3を開閉するために使用される開閉フック18について未塗着塗料による汚れを軽減することができる。
【0035】
また、この実施形態では、開閉フック18を含む開閉ツール13と、多関節ロボット12を構成する第2アーム16及び第3アーム17にも霧化粒子塗料と同極性の高電圧が印加され、その電荷が開閉ツール13、第2及び第3のアーム16,17の表面にも保持される。従って、未塗着の霧化粒子塗料が、これら部材13,l6,17の表面の電荷に反発し、その表面に付着し難くなる。この結果、開閉フック18を含む開閉ツール13、第2アーム16及び第3アーム17について未塗着塗料による汚れを軽減することができる。
【0036】
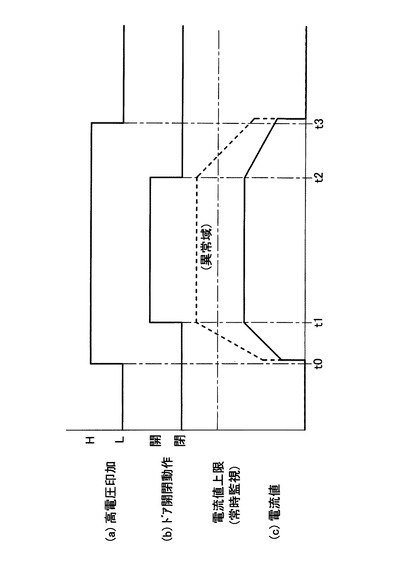
図3に、(a)高電圧発生器19による高電圧印加、(b)ドア開閉装置5によるドア開閉動作、(c)開閉フック18を流れる電流値の関係をタイムチャートにより示す。この実施形態では、図3(a),(b)に示すように、ドア3を開く(時刻t1)よりも少し前の時刻t0でドア開閉装置5に高電圧が印加され、ドア3を閉じて(時刻t2)少し経過した時刻t3で高電圧の印加を停止している。ここで、図3(c)に実線で示すように、時刻t0で、高電圧を印加した直後に開閉フック18に流れる電流値が立ち上がり、ドア3を開くために開閉フック18をドア3に近付けるに連れて、その電流値が上昇する。その後、時刻t1〜t2でドア3を開いている間は、電流値に変化がなく、時刻t2で、ドア3を閉めてから開閉フック18をドア3から遠ざけるに連れて、その電流値が減少する。その後、時刻t3で、高電圧の印加を停止した直後に、その電流値が立ち下がる。このように、この実施形態では、樹脂製の開閉フック18を流れる電流値は、電流上限値を超えることがない。これに対し、金属製の開閉フックを使用した場合は、図3(c)に破線で示すように、電流値が電流上限値を超えて異常域に達してしまう。このように、この実施形態では、樹脂製の開閉フック18を使用することで、開閉フック18をドア3に接触させながら開閉フック18等に高電圧を印加しても、上記した汚れ軽減効果を持続させることができる。
【0037】
この実施形態では、高電圧発生器19が多関節ロボット12の第2アーム16の中に設けられるので、高電圧発生器19のために特別な設置スペースが必要ない。このため、高電圧印加機能を確保しながらドア開閉装置5をコンパクトなものにすることができる。
【0038】
また、この実施形態では、高電圧が印加される第2アーム16及び第3アーム13の外周に、外方へ突出する複数の電極ピン22が設けられるので、各アーム16,17の電極ピン22が設けられた部分について静電界21の電界強度が増大する。このため、各アーム16,17の電極ピン22が設けられた部分について汚れ軽減効果を向上させることができる。
【0039】
上記のようにこの実施形態では、ドア開閉装置5において、ドア3に接触又は近付く部分である開閉ツール13、並びに第2及び第3のアーム16,17につき未塗着塗料による汚れを軽減できる。このため、ドア開閉装置5について、汚れ落としのための清掃頻度を減らすことができる。例えば、従来は、約1時間の静電塗装に対して汚れ落としの清掃を1回行っていたが、この実施形態によれば、約4〜5時間の静電塗装に対して汚れ落としの清掃を1回行えばよい。また、汚れ塗料がスピットとなって車体2やドア3に付着することを防止できるので、車体2等の塗装品質の低下を防止することができる。
【0040】
なお、この発明は前記実施形態に限定されるものではなく、発明の趣旨を逸脱することのない範囲で構成の一部を適宜に変更して実施することもできる。
【0041】
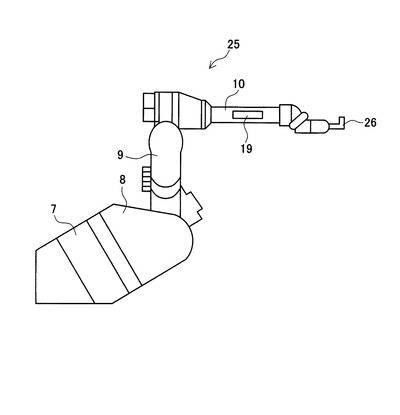
(1)前記実施形態では、水平方向へ開閉するドア3を開閉物とし、そのドア3を開閉するドア開閉装置5につき、未塗着の塗料による汚れを軽減できるように構成した。これに対し、開閉物を垂直方向に開閉する、車体のトランクカバーやボンネット、あるいは、車体後部のはね上げ式ドアとし、それらトランクカバー、ボンネット又ははね上げ式ドアを開閉する開閉装置につき、未塗着の塗料による汚れを軽減できるように構成してもよい。例えば、図4に示すように、前述したドア塗装ロボット4と同じ構成を有するロボットを開閉手段であるドア開閉装置25として使用することもできる。図4において、第2アーム10を樹脂により構成し、その第2アーム10の中に高電圧発生器19を設ける。また、第2アーム10の先端に、係合具として樹脂よりなる鉤形の開閉フック26を設ける。この開閉フック26を、トランクカバー、ボンネット又ははね上げ式ドアに引っ掛けて第2アーム10を上下方向へ回動させることにより、トランクカバー等を上下方向へ開閉させることができる。
【0042】
(2)前記実施形態では、開閉ツール13と第2及び第3のアーム16,17の両方に高電圧を印加するように構成した。これに対し、開閉ツールを水平方向へ延長して構成し、その延長した分だけ第2及び第3のアームをドアから引き離すことにより、高電圧を印加する対象を開閉ツールだけにすることもできる。
【0043】
(3)前記実施形態では、開閉フック18を絶縁体である樹脂により構成したが、この開閉フックを、抵抗入り導体や半導体を材料として構成してもよい。抵抗入り導体として、「カーボン入りの樹脂」が挙げられ、半導体として「ポリウレタン」が挙げられる。また、絶縁体である樹脂に、フッ素系コーティング(例えば「テフロン」(登録商標))を施してもよい。
【0044】
(4)前記実施形態では、開閉フック18をドア3のガラス溝3cに係合させるように構成した。これに対し、ドアの内側(インナパネル側)にドアをロックする機能を兼ね備えた被係合治具を別途取り付けて、この被係合治具に開閉フックを係合させてドアを開閉するように構成してもよい。
【0045】
(5)前記実施形態では、開閉物であるドア3を備えた車体2を被塗装物として静電塗装する場合について説明したが、開閉物を備えた被塗装物であれば車体に限定されるものではない。
【図面の簡単な説明】
【0046】
【図1】静電塗装装置を示す概略構成図。
【図2】開閉フックとドアの関係例を示す断面図。
【図3】高電圧印加、ドア開閉動作及び電流値等の関係を示すタイムチャート。
【図4】開閉装置を示す側面図。
【符号の説明】
【0047】
1 静電塗装装置
2 車体(被塗装物)
3 ドア(開閉物)
4 ドア塗装ロボット(塗装手段)
5 ドア開閉装置(開閉手段)
12 多関節ロボット
13 開閉ツール
14 ベース部材
15 第1アーム
16 第2アーム
17 第3アーム
18 開閉フック(係合具)
19 高電圧発生器(高電圧印加手段)
22 電極ピン
25 ドア開閉装置(開閉手段)
26 開閉フック(係合具)
【技術分野】
【0001】
この発明は、被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装を行う静電塗装装置及び静電塗装方法に関する。
【背景技術】
【0002】
従来、この種の技術として、例えば、下記の特許文献1には、車体のドアに静電塗装を行うためにドアを開閉するドア開閉機構を備えた自動車塗装システムが記載されている。このドア開閉機構は、多関節ロボットと、そのロボットの先端部に設けられたピン部材とを備える。このピン部材をドアのガラス溝に挿入して多関節ロボットを水平に駆動することにより、ドアを水平方向に開閉するようになっている。このドアの開閉に伴い塗装ロボットを駆使することにより、ドアの外側及び内側に静電塗装を行うようになっている。
【0003】
一般に、自動車の車体等の被塗装物に対する静電塗装は、被塗装物側をアースし、塗装ロボット側を陰極として、両極間に静電界を構成する。そして、陰極に帯電した霧化粒子塗料を静電界により被塗装物に吸着させている。
【0004】
【特許文献1】特開平8−164349号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1に記載の塗装システムでは、未塗着の浮遊した霧化粒子塗料がドア開閉機構に付着し、ドア開閉機構が汚れるおそれがあった。しかし、このような汚れを軽減、防止する機能がドア開閉機構には何も設けられていなかった。このため、ドア開閉機構について汚れ落としのための清掃を頻繁に行わなければならなかった。汚れ落としが不十分な場合には、被塗装物の塗装品質が低下する懸念があった。
【0006】
すなわち、一般に静電塗装では、塗装ロボット先端の静電電極に静電高電圧を印加し、これらが気中放電するときに発生する空気イオンを霧化粒子塗料に付着させてその塗料を帯電させ、又は直接塗料に高電圧を印加し帯電させ、その帯電した霧化粒子塗料を被塗装物に対して静電引力により付着させている。このため、帯電した霧化粒子塗料に対して電位差の異なるものが被塗装物以外に存在すれば、この物にも霧化粒子塗料が静電付着することになった。
【0007】
ここで、特許文献1に記載の塗装システムでは、この帯電した霧化粒子塗料が、ドア開閉機構に静電付着するおそれがあった。このように塗料がドア開閉機構に付着することで生じる汚れは、塗装工程において重大な問題となっていた。汚れが顕著になると、汚れ塗料がスピットとなって被塗装物に付着して塗装品質を低下させるからである。特に、ドア開閉機構は、ピン部材がドアに接触することから、ピン部材が塗料で汚れた場合、その汚れがドアに付着し易いものとなっていた。また、塗装品質の低下を未然に防止するために、ドア開閉機構に生じた汚れの清掃を行うこと考えられる。しかし、この清掃を行う間は、塗装ラインを停止させなければならず、清掃頻度が多くなれば、塗装の生産性に支障をきたすことになる。例えば、この種の清掃は、約1時間の静電塗装に対して1回行われることがあり、その間は塗装ラインを停止させなければならなかった。特に、大型製品を短いタクトで生産する自動車の生産ラインでは、ライン停止時間が長くなることが自動車の生産性にとって重大な問題となる。
【0008】
この発明は上記の事情に鑑みてなされたものであって、その目的は、開閉物を開閉するために使用される開閉手段につき、未塗着塗料による汚れを軽減することを可能とした静電塗装装置及び静電塗装方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために、請求項1に記載の発明は、被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装する静電塗装装置において、開閉手段の少なくとも開閉物と接触する部分を、抵抗入り導体、半導体又は絶縁体により構成し、静電塗装の霧化粒子塗料と同極性の高電圧を開閉手段に印加するための高電圧印加手段を設けたことを趣旨とする。
【0010】
上記発明の構成によれば、開閉手段の少なくとも開閉物と接触する部分が、抵抗入り導体、半導体又は絶縁体により構成される。このため、開閉手段に静電塗装の霧化粒子塗料と同極性の高電圧が印加されても、その電流が開閉手段から開閉物へ全て流れることがなく、開閉手段に高電圧が有効に印加され、その電荷が開閉手段の表面に保持される。従って、未塗着の霧化粒子塗料が、開閉手段の表面の電荷に反発し、その表面に付着し難くなる。
【0011】
上記目的を達成するために、請求項2に記載の発明は、請求項1に記載の発明において、開閉手段は、順次連接された複数のアームを含む多関節ロボットと、複数のアームのうち最先側アームの先端部にて開閉物に係合可能に設けられた係合具とを含み、係合具を抵抗入り導体、半導体又は絶縁体により構成したことを趣旨とする。
【0012】
上記発明の構成によれば、多関節ロボットの最先側アームの先端部にて開閉物に係合可能に設けられた係合具が、抵抗入り導体、半導体又は絶縁体により構成される。このため、多関節ロボット及び係合具のうち少なくとも係合具に静電塗装の霧化粒子塗料と同極性の高電圧が印加されても、その電流が係合具から開閉物へ全て流れることがなく、少なくとも係合具に高電圧が有効に印加され、その電荷が少なくとも係合具の表面に保持される。従って、未塗着の霧化粒子塗料が、少なくとも係合具の表面の電荷に反発し、その表面に付着し難くなる。
【0013】
上記目的を達成するために、請求項3に記載の発明は、請求項2に記載の発明において、複数のアームのうち最先側アーム以外の一つのアームに高電圧印加手段を設け、最先側アームを金属により構成し、高電圧印加手段を設けたアームを絶縁体により構成し、少なくとも最先側アーム、一つのアーム及び係合具に高電圧を印加することを趣旨とする。
【0014】
上記発明の構成によれば、請求項2に記載の発明の作用に加え、高電圧印加手段が多関節ロボットのアームの一つに設けられるので、高電圧印加手段のために特別な設置スペースが必要ない。少なくとも最先側アーム、一つのアーム及び係合具に高電圧が印加されるので、その電荷がこれらアーム及び係合具の表面に保持される。従って、未塗着の霧化粒子塗料が、これらアーム及び係合具の表面の電荷に反発し、その表面に付着し難くなる。
【0015】
上記目的を達成するために、請求項4に記載の発明は、請求項3に記載の発明において、高電圧が印加されるアームの外周に、外方へ突出する電極ピンを設けたことを趣旨とする。
【0016】
上記発明の構成によれば、請求項3に記載の発明の作用に加え、アームの電極ピンが設けられた部分で電界強度が増大する。
【0017】
上記目的を達成するために、請求項5に記載の発明は、被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装する静電塗装方法において、開閉手段の少なくとも開閉物と接触する部分を、抵抗入り導体、半導体又は絶縁体により構成し、静電塗装の霧化粒子塗料と同極性の高電圧を開閉手段の表面に高電圧印加手段により印加しながら静電塗装を行うことを趣旨とする。
【0018】
上記発明の構成によれば、開閉手段の少なくとも開閉物と接触する部分が、抵抗入り導体、半導体又は絶縁体により構成される。このため、開閉手段に静電塗装の霧化粒子塗料と同極性の高電圧が印加されても、その電流が開閉物から開閉物へ全て流れることがなく、開閉手段に高電圧が有効に印加され、その電荷が開閉手段の表面に保持される。従って、未塗着の霧化粒子塗料が、開閉手段の表面の電荷に反発し、その表面に付着し難くなる。
【発明の効果】
【0019】
請求項1に記載の発明によれば、開閉物を開閉するために使用される開閉手段について未塗着塗料による汚れを軽減することができる。
【0020】
請求項2に記載の発明によれば、開閉物を開閉するために使用される多関節ロボット及び係合具のうち少なくとも係合具について未塗着塗料による汚れを軽減することができる。
【0021】
請求項3に記載の発明によれば、請求項2に記載の発明の効果に加え、高電圧印加機能を確保しながら開閉手段をコンパクトにすることができる。
【0022】
請求項4に記載の発明によれば、請求項3に記載の発明の効果に加え、アームの電極ピンが設けられた部分について汚れ軽減効果を向上させることができる。
【0023】
請求項5に記載の発明によれば、開閉物を開閉するために使用される開閉手段について未塗着塗料による汚れを軽減することができる。
【発明を実施するための最良の形態】
【0024】
以下、本発明における静電塗装装置及び静電塗装方法を具体化した一実施形態について図面を参照して詳細に説明する。
【0025】
図1に、この実施形態の静電塗装装置1を概略構成図により示す。この静電塗装装置1は、被塗装物としての車体2に設けられた開閉物であるドア3を開閉しながら静電塗装を行うように構成される。この実施形態で、ドア3は、水平方向へ開閉するタイプのものである。この静電塗装装置1は、本発明の塗装手段としてのドア塗装ロボット4と、本発明の開閉手段としてのドア開閉装置5とを備える。車体2は、キャリッジ6に載せられて静電塗装装置1の近くまで運ばれるようになっている。車体2はキャリッジ6を介して電気的にアースされる。
【0026】
ドア塗装ロボット4は、ベース部材7と、ベース部材7に旋回可能に設けられた旋回部材8と、旋回部材8に順次連接され、旋回可能に設けられた第1アーム9及び第2アーム10と、第2アーム10の自由端に設けられた塗装ノズル11とを備える。塗装ノズル11は、塗料を噴射して霧化粒子塗料にするようになっている。塗装ノズル11は、上記した各部材7〜10が相互に旋回することで、所定範囲内で、上下、前後及び左右の各方向へ自由に移動できるようになっている。
【0027】
この静電塗装装置1は、塗装ノズル11の側を陰極、車体2の側を陽極として、塗装ノズル11と車体2との間に3万〜10万ボルトの高電圧をかけて塗装を行うようになっている。塗装ノズル11から噴射される霧化粒子塗料は、アースである車体2に引き付けられ、車体2の表面に静電付着する。このとき、霧化粒子塗料は、塗装ノズル11と対向しない車体2の裏側にまで廻り込んでその表面に付着するようになっている。
【0028】
ドア開閉装置5は、多関節ロボット12と、多関節ロボット12の先端部に設けられた開閉ツール13とを含む。多関節ロボット12は、ベース部材14と、ベース部材14に順次連接された第1アーム15、第2アーム16及び第3アーム17を含む。第1アーム15は、ベース部材14に対して水平に支持され、水平方向へ回転可能に設けられる。第2アーム16は、第1アーム15の先端部に対して水平に支持され、水平方向へ回転可能に設けられる。最先側の第3アーム17は、第2アーム16の先端部にて垂直に支持され、水平方向へ回転可能に、かつ、垂直方向へ移動可能に設けられる。この実施形態で、第1アーム15及び第3アーム17は金属により構成され、第2アーム16は絶縁体としての樹脂により構成される。
【0029】
開閉ツール13は、垂直に支持された第3アームの先端に設けられる。開閉ツール13は、鉤形をなすフレーム13aと、フレーム13aの先端に設けられた開閉フック18とを含む。開閉フック18は、本発明の係合具に相当し、下方へ向けてドア3に係合可能に設けられる。開閉フック18は、抵抗入り導体、半導体又は絶縁体により構成される。この実施形態では、開閉フック18は、絶縁体である樹脂より形成される。
【0030】
図2に、開閉フック18とドア3の関係例を断面図により示す。ドア3は、アウタパネル3aとインナパネル3bから構成される。両パネル3a,3bの間には、窓ガラスを装着するためのガラス溝3cが設けられる。多関節ロボット12を駆使することにより、開閉フック18は、図2に実線で示す位置から、図2に2点鎖線で示すように、ドア3のガラス溝3cの中に挿入されるようになっている。この挿入状態から、開閉フック18を水平方向へ移動させることにより、ドア3を開閉することができる。
【0031】
図1に示すように、この実施形態では、ドア開閉装置5のうち、第2アーム16、第3アーム17及び開閉ツール13の表面に、静電塗装の霧化粒子塗料と同極性の高電圧を印加するための高電圧印加手段としての高電圧発生器19が設けられる。この高電圧発生器19は、樹脂製の第2アーム16の中、又は手前に設けられる。この高電圧発生器19を制御するために、多関節ロボット12の外部には、高電圧コントローラ20が設けられる。この実施形態では、霧化粒子塗料が陰極性であることから、高電圧発生器20により、陰極性の高電圧(例えば「−60kV」)を第2アーム16、第3アーム17及び開閉ツール13に印加するようになっている。これにより、第2アーム16、第3アーム17及び開閉ツール13の周囲には、霧化粒子塗料と同じ陰極性を有する静電界21(図1に破線で示す。)が形成される。
【0032】
この実施形態では、第2アーム16の中央部分と、第3アーム17の上下両端部分に、外方へ突出する複数の電極ピン22が設けられる。これら複数の電極ピン22は、各アーム16,17の外周にベルト23を介して取り付けられる。
【0033】
この実施形態では、上記した静電塗装装置1を使用することにより、車体2に設けられたドア3をドア開閉装置5により開閉しながらドア塗装ロボット4により静電塗装を行うに際して、ドア開閉装置5のうちドア3と接触する開閉フック18を樹脂により構成し、静電塗装の霧化粒子塗料と同じ陰極性の高電圧を、ドア開閉装置5の第2及び第3のアーム16,17と開閉ツール13の表面に、高電圧発生器19により印加しながら静電塗装を行うようにしていいる。
【0034】
以上説明したこの実施形態の静電塗装装置1によれば、ドア開閉装置5のうち、ドア3に直接接触する開閉フック18が樹脂により構成される。このため、開閉フック18に静電塗装の霧化粒子塗料と同極性の高電圧が印加されても、その電流が開閉フック18からドア3へ全て流れることがなく、開閉フック18に高電圧が有効に印加され、その電荷が開閉フック18の表面に保持される。従って、未塗着の霧化粒子塗料が、開閉フック18の表面の電荷に反発し、その表面に付着し難くなる。この結果、ドア3を開閉するために使用される開閉フック18について未塗着塗料による汚れを軽減することができる。
【0035】
また、この実施形態では、開閉フック18を含む開閉ツール13と、多関節ロボット12を構成する第2アーム16及び第3アーム17にも霧化粒子塗料と同極性の高電圧が印加され、その電荷が開閉ツール13、第2及び第3のアーム16,17の表面にも保持される。従って、未塗着の霧化粒子塗料が、これら部材13,l6,17の表面の電荷に反発し、その表面に付着し難くなる。この結果、開閉フック18を含む開閉ツール13、第2アーム16及び第3アーム17について未塗着塗料による汚れを軽減することができる。
【0036】
図3に、(a)高電圧発生器19による高電圧印加、(b)ドア開閉装置5によるドア開閉動作、(c)開閉フック18を流れる電流値の関係をタイムチャートにより示す。この実施形態では、図3(a),(b)に示すように、ドア3を開く(時刻t1)よりも少し前の時刻t0でドア開閉装置5に高電圧が印加され、ドア3を閉じて(時刻t2)少し経過した時刻t3で高電圧の印加を停止している。ここで、図3(c)に実線で示すように、時刻t0で、高電圧を印加した直後に開閉フック18に流れる電流値が立ち上がり、ドア3を開くために開閉フック18をドア3に近付けるに連れて、その電流値が上昇する。その後、時刻t1〜t2でドア3を開いている間は、電流値に変化がなく、時刻t2で、ドア3を閉めてから開閉フック18をドア3から遠ざけるに連れて、その電流値が減少する。その後、時刻t3で、高電圧の印加を停止した直後に、その電流値が立ち下がる。このように、この実施形態では、樹脂製の開閉フック18を流れる電流値は、電流上限値を超えることがない。これに対し、金属製の開閉フックを使用した場合は、図3(c)に破線で示すように、電流値が電流上限値を超えて異常域に達してしまう。このように、この実施形態では、樹脂製の開閉フック18を使用することで、開閉フック18をドア3に接触させながら開閉フック18等に高電圧を印加しても、上記した汚れ軽減効果を持続させることができる。
【0037】
この実施形態では、高電圧発生器19が多関節ロボット12の第2アーム16の中に設けられるので、高電圧発生器19のために特別な設置スペースが必要ない。このため、高電圧印加機能を確保しながらドア開閉装置5をコンパクトなものにすることができる。
【0038】
また、この実施形態では、高電圧が印加される第2アーム16及び第3アーム13の外周に、外方へ突出する複数の電極ピン22が設けられるので、各アーム16,17の電極ピン22が設けられた部分について静電界21の電界強度が増大する。このため、各アーム16,17の電極ピン22が設けられた部分について汚れ軽減効果を向上させることができる。
【0039】
上記のようにこの実施形態では、ドア開閉装置5において、ドア3に接触又は近付く部分である開閉ツール13、並びに第2及び第3のアーム16,17につき未塗着塗料による汚れを軽減できる。このため、ドア開閉装置5について、汚れ落としのための清掃頻度を減らすことができる。例えば、従来は、約1時間の静電塗装に対して汚れ落としの清掃を1回行っていたが、この実施形態によれば、約4〜5時間の静電塗装に対して汚れ落としの清掃を1回行えばよい。また、汚れ塗料がスピットとなって車体2やドア3に付着することを防止できるので、車体2等の塗装品質の低下を防止することができる。
【0040】
なお、この発明は前記実施形態に限定されるものではなく、発明の趣旨を逸脱することのない範囲で構成の一部を適宜に変更して実施することもできる。
【0041】
(1)前記実施形態では、水平方向へ開閉するドア3を開閉物とし、そのドア3を開閉するドア開閉装置5につき、未塗着の塗料による汚れを軽減できるように構成した。これに対し、開閉物を垂直方向に開閉する、車体のトランクカバーやボンネット、あるいは、車体後部のはね上げ式ドアとし、それらトランクカバー、ボンネット又ははね上げ式ドアを開閉する開閉装置につき、未塗着の塗料による汚れを軽減できるように構成してもよい。例えば、図4に示すように、前述したドア塗装ロボット4と同じ構成を有するロボットを開閉手段であるドア開閉装置25として使用することもできる。図4において、第2アーム10を樹脂により構成し、その第2アーム10の中に高電圧発生器19を設ける。また、第2アーム10の先端に、係合具として樹脂よりなる鉤形の開閉フック26を設ける。この開閉フック26を、トランクカバー、ボンネット又ははね上げ式ドアに引っ掛けて第2アーム10を上下方向へ回動させることにより、トランクカバー等を上下方向へ開閉させることができる。
【0042】
(2)前記実施形態では、開閉ツール13と第2及び第3のアーム16,17の両方に高電圧を印加するように構成した。これに対し、開閉ツールを水平方向へ延長して構成し、その延長した分だけ第2及び第3のアームをドアから引き離すことにより、高電圧を印加する対象を開閉ツールだけにすることもできる。
【0043】
(3)前記実施形態では、開閉フック18を絶縁体である樹脂により構成したが、この開閉フックを、抵抗入り導体や半導体を材料として構成してもよい。抵抗入り導体として、「カーボン入りの樹脂」が挙げられ、半導体として「ポリウレタン」が挙げられる。また、絶縁体である樹脂に、フッ素系コーティング(例えば「テフロン」(登録商標))を施してもよい。
【0044】
(4)前記実施形態では、開閉フック18をドア3のガラス溝3cに係合させるように構成した。これに対し、ドアの内側(インナパネル側)にドアをロックする機能を兼ね備えた被係合治具を別途取り付けて、この被係合治具に開閉フックを係合させてドアを開閉するように構成してもよい。
【0045】
(5)前記実施形態では、開閉物であるドア3を備えた車体2を被塗装物として静電塗装する場合について説明したが、開閉物を備えた被塗装物であれば車体に限定されるものではない。
【図面の簡単な説明】
【0046】
【図1】静電塗装装置を示す概略構成図。
【図2】開閉フックとドアの関係例を示す断面図。
【図3】高電圧印加、ドア開閉動作及び電流値等の関係を示すタイムチャート。
【図4】開閉装置を示す側面図。
【符号の説明】
【0047】
1 静電塗装装置
2 車体(被塗装物)
3 ドア(開閉物)
4 ドア塗装ロボット(塗装手段)
5 ドア開閉装置(開閉手段)
12 多関節ロボット
13 開閉ツール
14 ベース部材
15 第1アーム
16 第2アーム
17 第3アーム
18 開閉フック(係合具)
19 高電圧発生器(高電圧印加手段)
22 電極ピン
25 ドア開閉装置(開閉手段)
26 開閉フック(係合具)
【特許請求の範囲】
【請求項1】
被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装する静電塗装装置において、
前記開閉手段の少なくとも前記開閉物と接触する部分を、抵抗入り導体、半導体又は絶縁体により構成し、前記静電塗装の霧化粒子塗料と同極性の高電圧を前記開閉手段に印加するための高電圧印加手段を設けたことを特徴とする静電塗装装置。
【請求項2】
前記開閉手段は、順次連接された複数のアームを含む多関節ロボットと、前記複数のアームのうち最先側アームの先端部にて前記開閉物に係合可能に設けられた係合具とを含み、前記係合具を抵抗入り導体、半導体又は絶縁体により構成したことを特徴とする請求項1に記載の静電塗装装置。
【請求項3】
前記複数のアームのうち前記最先側アーム以外の一つのアームに前記高電圧印加手段を設け、前記最先側アームを金属により構成し、前記高電圧印加手段を設けたアームを絶縁体により構成し、少なくとも前記最先側アーム、前記一つのアーム及び前記係合具に前記高電圧を印加することを特徴とする請求項2に記載の静電塗装装置。
【請求項4】
前記高電圧が印加される前記アームの外周に、外方へ突出する電極ピンを設けたことを特徴とする請求項3に記載の静電塗装装置。
【請求項5】
被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装する静電塗装方法において、
前記開閉手段の少なくとも前記開閉物と接触する部分を、抵抗入り導体、半導体又は絶縁体により構成し、前記静電塗装の霧化粒子塗料と同極性の高電圧を前記開閉手段に高電圧印加手段により印加しながら静電塗装を行うことを特徴とする静電塗装方法。
【請求項1】
被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装する静電塗装装置において、
前記開閉手段の少なくとも前記開閉物と接触する部分を、抵抗入り導体、半導体又は絶縁体により構成し、前記静電塗装の霧化粒子塗料と同極性の高電圧を前記開閉手段に印加するための高電圧印加手段を設けたことを特徴とする静電塗装装置。
【請求項2】
前記開閉手段は、順次連接された複数のアームを含む多関節ロボットと、前記複数のアームのうち最先側アームの先端部にて前記開閉物に係合可能に設けられた係合具とを含み、前記係合具を抵抗入り導体、半導体又は絶縁体により構成したことを特徴とする請求項1に記載の静電塗装装置。
【請求項3】
前記複数のアームのうち前記最先側アーム以外の一つのアームに前記高電圧印加手段を設け、前記最先側アームを金属により構成し、前記高電圧印加手段を設けたアームを絶縁体により構成し、少なくとも前記最先側アーム、前記一つのアーム及び前記係合具に前記高電圧を印加することを特徴とする請求項2に記載の静電塗装装置。
【請求項4】
前記高電圧が印加される前記アームの外周に、外方へ突出する電極ピンを設けたことを特徴とする請求項3に記載の静電塗装装置。
【請求項5】
被塗装物に設けられた開閉物を開閉手段により開閉しながら塗装手段により静電塗装する静電塗装方法において、
前記開閉手段の少なくとも前記開閉物と接触する部分を、抵抗入り導体、半導体又は絶縁体により構成し、前記静電塗装の霧化粒子塗料と同極性の高電圧を前記開閉手段に高電圧印加手段により印加しながら静電塗装を行うことを特徴とする静電塗装方法。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−34565(P2009−34565A)
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願番号】特願2007−198719(P2007−198719)
【出願日】平成19年7月31日(2007.7.31)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願日】平成19年7月31日(2007.7.31)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]