
Fターム[4D075AA37]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | ガン、塗布機の形状、構造、組み合せ (342) | ガンが三次元方向に移動、ロボット (79)
Fターム[4D075AA37]に分類される特許
1 - 20 / 79
コーティング経路生成の方法および装置
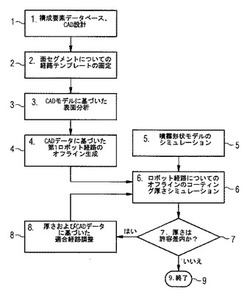
【課題】構成要素をコーティングするためのスプレーガンの動作経路の生成の改良された方法を提供する。
【解決手段】コーティング経路生成の方法は、表面形状の不確かなデータを分析する能力、CADデータに基づくドラフトロボット経路の作成、実際的なロボット動作を伴うオフラインのコーティング厚さシミュレーション、シミュレートされた厚さ分布の分析、およびそれに続く構成要素全体が所望の厚さ許容差を達するための初期経路の反復調整に基づく。
(もっと読む)
スプレーコーティングガンで用いるためのノズル

【課題】アクセスし難い表面上に粒子をコールドスプレーするための角度付きノズルを提供すること。
【解決手段】基材にコーティング材料を施工するためスプレーコーティングガンと共に使用するノズル。ノズルは、コーティング材料を放出するよう動作可能な吐出部分を含む。ノズルはまた、原材料を受け取るように動作可能な材料受入部分を含む。吐出部分が前記材料受入部分から角度がつけられ、コーティング材料が吐出部分から吐出されて基材の領域と衝突し結合するようになる。吐出部分は、コーティング材料を任意の位置で施工するように吐出部分を位置付けることができる。
(もっと読む)
高粘度材料の塗布方法
【課題】均一厚さの高粘度材料層を形成することが可能な高粘度材料の塗布方法を提供する。
【解決手段】高粘度材料を被塗布面Sに塗布して高粘度材料層24Aを形成する工程と、高粘度材料層24Aの上に高粘度材料を塗布して高粘度材料層24Bを形成して、高粘度材料層24Aの上に高粘度材料層24Bが積層されてなる積層高粘度材料層Pを形成する工程とを含む。
(もっと読む)
高粘性流体の定量塗布における吐出量制御方法及び装置
【課題】 この発明は、被塗布物の直線部の高粘性流体の塗布量とコーナー部の高粘性流体の塗布量とを調節し、コーナー部の高粘性流体の吐出量を少なくし、全体としてバランスの取れた高粘性流体量を給送することを目的としたものである。
【解決手段】
この発明は、高粘性流体を定速度で自動定量塗布する方法において、塗布速度の変動を検出し、この検出に基づき高粘性流体の吐出量を塗布速度の変化に拘わらず均一塗布できるように制御することを特徴とした高粘性流体の定量塗布における吐出量制御方法により目的を達成した。
(もっと読む)
シーラ塗布装置及びその吐出量制御方法
【課題】シーラ塗布始めのシーラ塗布量や、塗布始めの位置の安定化を実現する。
【解決手段】制御手段16Cによって、圧力センサ30により検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、サーボモータ付き容積形ポンプ18を制御する。そして、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布量や、塗布始めの位置を安定させる。又、タイマ16Tによって、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を設定することで、シーラ経路内のシーラ塗布圧力が安定した時点で、信頼性の高い圧力検知を行い、次塗布サイクルの準備圧力に反映させる。サーボモータ付き容積形ポンプ18と、塗布ガン20とが一体化されることで、両者を連結するシーラ経路からホースを排除し、シーラの圧力に起因する変形により、シーラ経路圧力損失が発生することを回避する。
(もっと読む)
回転霧化静電塗装装置及びその塗料汚れ防止方法
【課題】ロボット手首103a降りかかる塗料ミストの状態に係らず、回転霧化静電塗装装置の塗料汚れを確実に防止する
【解決手段】電圧印加手段10によって、ベル塗装機102Bとロボット手首103aとに印加する電圧を、比較的高電圧(VHH/VHL及びVHH’/VHL’)から比較的低電圧(VLH’/VHL’及びVLH/VHL)に切替えるタイミング(タイムラグΔT)と、比較的低電圧から比較的高電圧に切替えるタイミング(タイムラグΔT’)とを、各々設定する。ベル塗装機102Bに印加する電圧を、適宜、被塗物Wの態様に応じて変化させ、かつ、塗料ミストPd、Piの電荷の状態に対して適切な電解バリアを、ロボット手首103aの周辺領域に形成する。
(もっと読む)
塗装用ノズル、及び塗装用ノズルを用いた塗装装置
【課題】スプレー塗装で、塗料の飛散を防止することができるスプレー塗装用の塗装用ノズル及び当該塗装用ノズルを用いた塗装装置を提供する。
【解決手段】本発明に係る塗装用ノズルは、塗料を噴出する塗料噴出管と、環状に形成され、塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルと、を備えている。
(もっと読む)
塗装方法
【課題】塗装装置の走行振動により塗装品質が悪化することを防止する塗装方法を提供する。
【解決手段】塗装方法は、塗料を噴出可能な塗装ユニットを備えた塗装装置を準備するステップと、塗装装置を第1領域の塗装開始ポイントまで移動させて停止させるステップと、塗装装置を停止させた状態で、塗装ユニットから塗料を噴出して第1領域を塗装するステップと、第1領域の塗装後に、塗装装置を第1領域に隣接する第2領域の塗装開始ポイントまで移動させて停止させるステップと、塗装装置を停止させた状態で、塗装ユニットから塗料を噴出して第2領域を塗装するステップと、を備える。
(もっと読む)
塗装ガン、及び、その塗装ガンを用いた塗装方法
【課題】マスキング処理を不要化し得る塗装ガン及び塗装方法を提供する。
【解決手段】ガン先端部1aをガン基体部1bに対して回転軸芯Q周りでの駆動回転操作が可能な状態に連結し、被塗物に向けて塗料を噴出させる塗料ノズル2a〜2dを回転軸芯Qから偏心させた位置でガン先端部1aに取り付ける。そして、被塗物における塗装禁止部の周囲部位を塗装する際には、回転軸芯Qが塗装禁止部の中心に対して直交する位置にガン先端部1aを位置させ、かつ、その位置でガン先端部1aを回転軸芯Q周りで駆動回転させて塗料噴出状態にある塗料ノズル2a〜2dを回転軸芯Q周りで円弧状に回転移動させる。
(もっと読む)
接着剤付成形部品及びその製造方法
【課題】 打ち抜き加工を用いず、両面テープ貼付工程の不要な接着剤付成形部品及びその製造方法の提供。
【解決手段】 接着剤層の形状を少なくとも一部に有するスペーサーを成形部品に当接してなる構造体を型として用いて、プラスチックフィルムを真空成形又は圧空成形して前記構造体に沿った凹み型を製造する凹み型形成工程と、
前記凹み型形成工程後、前記スペーサーを接着剤組成物に置き換えて、前記成形部品上に接着剤層を形成する接着剤層形成工程と、
を有することを特徴とする接着剤付成形部品の製造方法。
(もっと読む)
静電塗装装置および静電塗装装置の塗料汚れ防止方法
【課題】ロボットアームの周囲に直接塗料ミストと間接塗料ミストが混在している状況において、静電塗装装置の塗料汚れを確実に防止することができる静電塗装装置および静電塗装装置の塗料汚れ防止方法を提供する。
【解決手段】コントローラ9bは、ロボットアーム4の周囲に異なる特性を有する複数種類の塗料ミスト(例えば2種類の各塗料ミスト)が混在している場合において、高電圧発生部9aにより発生する電圧を、各塗料ミストのそれぞれの特性に応じた複数の電位に、ロボットアーム4の周囲に存在する塗料ミスト(即ち、各塗料ミストが混在する塗料ミスト)の性状に応じた所定の周期でパルス状に変更する。
(もっと読む)
静電塗装装置および静電塗装装置の塗料汚れ防止方法
【課題】静電塗装装置による塗装工程の進行状況に応じて、ロボットアームの周囲に存在している塗料ミストの性状が変化する場合において、ロボットアームの塗料汚れを確実に防止することができる静電塗装装置および静電塗装装置の塗料汚れ防止方法を提供する。
【解決手段】車体2に対して塗料を噴霧する塗装ガン3と、塗装ガン3を車体2に対して移動させるロボットアーム4と、塗装ガン3に電圧を印加する高電圧発生装置3bと、ロボットアーム4に、高電圧発生装置3bにより印加する電圧と同じ極性の電圧を印加する高電圧発生装置9と、を備え、高電圧発生装置9は、ロボットアーム4に印加する電圧を変更する手段であるコントローラ9bを有する静電塗装装置1であって、コントローラ9bは、静電塗装装置1による一連の塗装工程におけるロボットアーム4の周囲に存在する塗料ミストの性状に応じて、ロボットアーム4に印加する電圧を変更する。
(もっと読む)
アトマイザーの回転速度および高電圧の動的適応を伴うコーティング方法およびコーティング装置
本発明は、コーティングシステムにおけるアトマイザー(4)によって構成部品の部品表面をコーティング剤でコーティングする、具体的には車両部品を塗料で塗装するコーティング方法およびコーティングシステムに関連し、以下のステップを含む。コーティングされる構成部品の部品表面上でアトマイザー(4)を動かすステップ、または、噴霧ジェット内の構成部品を動かすステップ、それによってアトマイザー(4)によって部品表面にコーティング剤を塗布するステップ。アトマイザー(4)は少なくとも1つの電気的および/または力学的操作変数(U、Q+、Q−)によって操作され、コーティング剤の静電チャージ用の一定の高電圧(U)および/またはアトマイザー(4)の回転する噴霧要素の一定の回転速度を含む。本発明によれば、アトマイザー(4)の電気的および/または力学的操作変数(U、Q+、Q−)はアトマイザー(4)の動作中に動的に変化する。 (もっと読む)
車体の移載方法
【課題】検査または処理をした状態の車体を次工程に搬送して、次工程に搬送した場合に生じる不具合を防止する。
【解決手段】車体Wをフロアコンベア1の搬送台車10からオーバーヘッドコンベア2の搬送ハンガー20、またはオーバーヘッドコンベア2の搬送ハンガー20からフロアコンベア(1,3)の搬送台車(10,30)に移載するための車体の移載方法であって、多関節ロボット5,6で車体Wを支持した状態で揺動させて、車体Wを検査、その他車体Wに対する処理を行なう揺動ステップと、多関節ロボット5,6で支持した状態で車体Wを搬送ハンガー20または搬送台車(10,30)に移載する移載ステップと、を含む。
(もっと読む)
塗装装置、塗装方法、及びその被塗装物
【課題】被塗装物を効率的に塗装する塗装装置、塗装方法、及びその被塗装物を提供することを課題とする。
【解決手段】被塗装物8を塗装する塗装装置1であって、被塗装物8へ塗料を吹き付ける塗料吹き出し部4A,Bと、塗料吹き出し部4A,Bの塗料の吹き出し方向を一定に保った状態で、塗料吹き出し部4A,Bを被塗装物8に対して吹き出し方向と異なる方向へ相対移動させる移動手段5A,Bと、被塗装物8の塗膜の厚さが略均一となるように、塗料吹き出し部4A,Bと被塗装物8との相対速度を、塗料吹き出し部4A,Bと被塗装物8の被塗装面との間の距離に応じた所定速度に制御する制御手段7と、を備える。
(もっと読む)
特に大規模構造物の部品の表面を円滑化する方法及び装置
【課題】本発明は特に大規模構造物の部品の表面を円滑化する方法及び装置を提供する。
【解決手段】本発明は、特に例えば船の船体のような大規模構造物の部品(3)の表面(2)を、次なる塗装のために円滑化する方法に関し、次の工程を有する:部品(3)の表面(2)の凹凸の計測;素材除去及び/又は均一化剤による素材塗布による凹凸の均一化;表面(2)の計測前に表面(2)の所定の位置に参照目印を付加し、表面(2)の凹凸の計測の間に参照目印を考慮に入れる。
(もっと読む)
スプレーロボットにおけるスプレー移動経路生成方法及びスプレー移動経路生成装置
【課題】スプレー塗布する位置等を基本条件として予め決定し、スプレー塗布の順序をこの基本条件に従って決定することで、入力する人によってスプレー塗布の動作経路にバラツキを発生することがなく、品質とサイクルタイムとにバラツキが発生することもない、最適なスプレー塗布の順序を決定するスプレー移動経路生成方法及びスプレー移動経路生成装置を提供する。
【解決手段】
任意のスプレー位置を選択するST15と、移動パターンを選択するST16と、移動パターンにおいて、送りピッチを設定するST19と、移動パターンの始端に対応するスプレー位置を最初のスプレー位置として選択するST20と、スプレー順序を決定するST21と、を実行することにある。
(もっと読む)
液体吐出方法及びその装置
【課題】高精度で微少な10cP以上の粘度を有する液体の液滴を確実に基板に吐出する装置を提供する。
【解決手段】液体貯蔵容器と中空構造を有するニードルと液体貯蔵容器を一定量加圧してニードルの先端から10cP以上の粘度の液体を基板に吐出する液体吐出方法で、ニードル先端の肉厚〔(外径−内径)の1/2〕が0.05mmから0.20mmの範囲にあり、ニードル先端の内径は0.05mm〜0.40mmの範囲にあり、ニードル先端の肉厚面の延長線上と基板面との角度が0°から20°の範囲にあることにより、10cP以上の液体においても微少かつ高精度な液体の滴下が可能になる。
(もっと読む)
改良されたロボット塗装装置及びその操作方法
ロボット塗装装置700は、塗布機708と、塗布機708と流体をやり取りする第1塗料計量装置728と、塗布機708と流体をやり取りする第2塗料計量装置734と、第1及び第2塗料計量装置728、734の少なくとも一方に所望の量の塗料を充填するために、第1及び第2塗料計量装置728、734の各々と流体をやり取りする塗料供給装置702と、を有し、第1及び第2塗料計量装置728、734の各々は、塗料供給装置702から静電的に絶縁され、色切替時間及び塗料の無駄が最小化され、塗装装置の洗浄作業が最適化されている。 (もっと読む)
脱脂液の塗布方法
【課題】塗布面における液だまりやかすれ等の塗布不良を防止する。
【解決手段】脱脂液を保有した脱脂液塗布部材2をワークWに押圧しながら移動させて油分や塵埃を拭き取る脱脂液Lの塗布方法であって、脱脂液Lを保持することが可能な脱脂液吸着体3の表層部3aに規定量の脱脂液Lを吸着保持させる吸着工程(a)〜(b)と、脱脂液塗布部材2を表層部3aに当接させて、規定量の脱脂液Lを脱脂液塗布部材2に浸透させて吸収する吸収工程(c)〜(e)と、を含み、吸収工程(c)〜(e)において吸収された脱脂液LをワークWに塗布する。
(もっと読む)
1 - 20 / 79
[ Back to top ]