
NbTi超電導多層板の製造方法及びNbTi超電導多層板

【課題】短時間の熱処理で低コストに製造することのできる、臨界電流密度の大きいNbTi超電導多層板の製造方法及びNbTi超電導多層板を提供する。
【解決手段】NbTi超電導多層板は、CuまたはCu合金基材中に板状NbTi合金層がNb層を介して配置され、NbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在する。その製造方法は、500〜1000℃で加工率30〜98%の熱間圧延後、加工率30〜98%で冷間圧延し、300〜450℃で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返して板状または箔状とした後、300〜450℃で保持時間が168〜1000時間の熱処理後、30〜90%の冷間圧延を施す。
【解決手段】NbTi超電導多層板は、CuまたはCu合金基材中に板状NbTi合金層がNb層を介して配置され、NbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在する。その製造方法は、500〜1000℃で加工率30〜98%の熱間圧延後、加工率30〜98%で冷間圧延し、300〜450℃で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返して板状または箔状とした後、300〜450℃で保持時間が168〜1000時間の熱処理後、30〜90%の冷間圧延を施す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、MRI(磁気共鳴医療画像診断装置)、超電導リニアモーターカー等の超電導機器において主として磁気シールドで使用される超電導多層板の製造方法及び超電導多層板に関するものであり、特にNbTi中のα−Ti析出相を高密度に分散させる加工熱処理法及び常電導析出物の析出形態に関するものである。
【背景技術】
【0002】
MRIやリニアモーターカー等で使用される超電導多層板の製造方法については、特許文献1で示されたように、熱間圧延後に300〜450℃の温度で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返した後、300〜450℃の温度で1〜1000時間の最終熱処理を施してNbTi中に超電導のピン止め点としてα−Tiを析出させる方法がある。析出の駆動力となる転位や空孔等の格子欠陥を冷間加工によって導入し、熱処理と組み合わせて充分な析出を生じさせる方法である。
【0003】
超電導多芯線においても、同様の加工と熱処理の組み合わせによりα−Tiを析出させ良好な臨界電流密度が得られている(特許文献2、特許文献3)が、線材の場合は加工率を線径の二乗で大きく取れるのに対し、超電導多層板では板厚の変化率分のみしか取れないため、超電導多芯線材の場合よりも増して加工・熱処理方法に工夫が必要となる。
【特許文献1】特開平3−136400号公報
【特許文献2】特開昭57−210516号公報
【特許文献3】特開平7−141937号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来技術の製造方法で作製した材料では、5テスラの強磁場下で臨界電流密度は10万〜12万A/cm2であるが、一般的な超電導多芯線の臨界電流密度は同じ磁場環境で27万A/cm2程度(「金属学会セミナーテキスト ナノ・メゾ組織制御と高機能材料開発」p.93)と超電導板と比べて約倍近い値となっている。超電導多層板を磁気シールド材として使用する場合、磁気シールド可能な磁場の大きさは臨界電流密度と磁気シールド材の板厚にほぼ比例する(「電気学会大学講座 超電導工学 電気学会編」p.52)。従って、臨界電流密度が低いと材料を多く使わざるを得ないため、重量の割にはシールド性能の低いコストパフォーマンスの悪い材料となる問題がある。
【0005】
また、従来法のJc(臨界電流密度)は、5テスラの磁場下で10万〜12万A/cm2と小さい割に熱処理の時間は長く要するという問題がある。従来法のJcと同等レベルのJcを得る場合に熱処理時間が低減できるということも、製造コストの低減という観点から非常に意味がある。
【0006】
NbTi超電導多層板は、良電導体であるCuまたはCu合金基材中に板状のNbTi層が1層以上Nb層を介して存在する超電導板である。このような超電導板の臨界電流密度を決定しているのはNbTi層中に析出した常電導のTiである。特開平2−94498号公報に示すような従来のNbTi超電導多層板のNbTi層中に存在するTi析出物は、長径200nm〜2μm、短径100nm〜1μm程度の楕円体のような形をしていた。これらの析出物は、圧延と熱処理の繰り返しの結果として析出する(特許文献1)。NbTi層中の常電導析出物は、上部臨界磁場Hc2以上の磁場で超電導体中に規則的に並んだ配列(三角配列)で侵入した磁束量子をピン止めすることにより超電導状態を保つ(これを中間状態という)。磁束量子の格子間隔は、1テスラの磁場中で約49nm、5テスラの磁場中で約22nmである。最も効率的に磁束量子をピン止めできる常電導析出物の大きさは、中間状態における超電導常電導領域の界面の大きさ(コヒーレンス長に相当。NbTiの場合5.5nm)と同程度でかつ磁束量子の格子間隔と同程度(数十nm)に分散したものであるといわれている。本観点から見て、従来のNbTi合金系超電導板のNbTi層中のTi析出物は、短径100〜200nm、長径200nm〜500nmの楕円体形状をしており、理想のTi析出物の大きさに比べてかなり大きく、臨界電流密度は、前述したように5テスラにおいて10〜12万A/cm2と市販のNbTi合金系超電導線にくらべ低い値であった(磁場を板に対して平行に印加した場合)。
【0007】
本発明は、こうした問題に鑑みてなされたものであり、超電導多層板の製造法を最適化し、臨界電流密度の大きいNbTi超電導多層板をできるだけ短時間の熱処理で低コストに製造することのできる、NbTi超電導多層板の製造方法及びNbTi超電導多層板を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
第1の発明は、少なくとも1層のNbTi合金と高導電率金属が交互に積層され、前記NbTi合金と前記高導電率金属の間にNbまたはTaのバリヤー層が存在し、かつ、NbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在する超電導多層板の製造方法であって、温度500〜1000℃で加工率30〜98%の熱間圧延を施した後、加工率30〜98%の冷間圧延し、300〜450℃の温度で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返し施して板状または、箔状とした後、300〜450℃の温度で保持時間が168〜1000時間の熱処理を施した後、30〜90%の冷間圧延を施す方法である。高導電率金属とは銅、アルミニウム等を指す。
【0009】
第2の発明は、第1の発明に、300〜450℃の温度で保持時間1秒〜5時間の熱処理を施すことを特徴とするNbTi超電導多層板の製造方法である。
第3の発明は、CuまたはCu合金基材中に板状NbTi合金層がNb層を介して配置されているNbTi超電導多層板において、NbTi超電導多層板のNbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在することを特徴とするNbTi超電導多層板である。
【発明の効果】
【0010】
本発明の製造工程で製造した超電導多層板は、従来の製造工程で作られたものに比べて最大2倍の臨界電流密度を有しており、同じ磁場をシールドする場合に使用する板の厚さを低減することができ、磁気シールドの軽量化と製造コストの大幅な低減が実現できた。単位熱処理時間当たりのJc(8Tにおける)を比較して分かるとおり、従来技術に比べ、効率の良い製造方法となり、製造コストの低減が実現できた。
【0011】
また、第3の発明では超電導/常電導界面の大きさに匹敵する厚さに圧延方向に薄く延びた板状の常電導析出物が、磁束量子の間隔に近い間隔で配置しているため、中間状態で侵入した磁束量子を効率的に捕捉、大きな力でピン止めするため、大きな臨界電流密度を得ることが可能となった。
【発明を実施するための最良の形態】
【0012】
本発明材料は直流強磁場中で使用されるため、超電導的に安定であることが必要である。磁気シールド材料として、超電導材料と高導電率金属の複合材料を用いる理由は、この超電導安定性を高めるためである。超電導材料は超電導状態においては、電気抵抗がゼロであるが、何らかの理由で部分的に常電導に転移すると、常電導状態では電気抵抗が大きいため発熱し、常電導部分が拡大して材料全体の超電導状態が一気に破れる現象が起こる(クエンチ現象)。
【0013】
一方、超電導材料に高導電率材料が隣接した複合材料では、部分的な常電導転移が起こっても、超電導材料に流れていた電流は高導電性金属を経由して流れ、一旦常電導に転移した部分も超電導状態に復帰することができ、超電導状態が安定に保たれる。1テスラ以上の直流の強磁場下においても超電導状態を保つためには、超電導材料として臨界磁場Hc2が高い(1テスラ以上)材料であることが必要であることと、圧延などの加工性が良好なことから、超電導材料としてNbTi合金を選定した。NbTi層と高導電率材料層の間にNbまたはTaのバリヤー層を配したのは、製造工程における熱間圧延工程で銅等の高導電金属とNbTi中のTiとが金属間化合物を形成させないようにするためである。
【0014】
熱間圧延の後、30〜98%の冷間圧延を施し、300〜450℃の温度で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返し施す理由は、NbTiの結晶粒を細粒化するためである。NbTiのような第2種超電導体が磁場中におかれると磁場は磁束量子φ0を持つ量子化磁束線に分割されて超電導体に侵入する。この状態で超電導体に電流を流すと量子化磁束線にはローレンツ力が働く。ここでもし量子化磁束線が動くと起電力が生じ、最終的には電気抵抗ゼロの超電導状態が破れてしまう。ローレンツ力に抗して量子化磁束線の運動をくい止めるのが、NbTiの場合、合金中に析出したチタン(α−Ti)の析出物である。この量子化磁束線の運動をくい止める役割をするものとして、α−Tiなどの析出物の他に材料中の欠陥、不純物等があり、これらを総称して磁束ピン止め点という。本発明者によるこれまでの研究により、NbTi中のα−Tiは結晶粒界に析出しやすいことが分かっている。そこで、NbTiの結晶粒径が小さくなれば量的に多くの析出物が得られるためピン止めの効率が良く大きな臨界電流密度が得られる。
【0015】
熱間圧延時の加熱温度の下限を500℃としたのは、500℃未満ではNbTi及びNbまたはTaが充分軟化せず銅との密着性が不十分なためである。同上限を1000℃としたのは1000℃を超えると銅の融点に近く軟化しすぎるためである。熱間圧延の加工率を30〜98%としたのは、30%未満では温度が高くても充分な密着性が得られにくく、98%を超えると以降の冷間加工率が小さくなりすぎるためである。
【0016】
再結晶後の冷間圧延により結晶粒は微細となる。最終的に析出するα−Tiは粒界に多く析出するため、結晶粒の微細化により析出の密度は大いに向上する。再結晶後の冷間圧延の圧下率を30〜98%としたのは、30%未満では導入される格子欠陥の量が不十分で熱処理の効果を活かすことができず、98%を超えると材料の一部または全体が破壊されて加工不良が生じるためである。以降の中間熱処理の温度を300〜450℃とするのは、300℃未満では磁束ピン止め点のα−Tiの析出速度が小さすぎて時間がかかりすぎるためであり、450℃を超えると析出物が粗大化し、以降の冷間加工に支障を来すためである。熱処理1回当たりの保持時間を1〜168時間とするのは、1時間未満では析出量が不十分であるためであり、168時間を超えた場合析出物が粗大化し、以降の冷間加工に支障を来すためである。
【0017】
析出の駆動力となる転位や空孔を導入し、充分な量のα−Tiを析出させるためには冷間加工と熱処理を交互に繰り返すことにより尚いっそうの効果がある。この繰り返しを6回以下としたのは、6回を超えると各熱処理間の冷間圧下率を充分に取れず析出量に対する効果が飽和するためである。各熱処理間及び最終形状に至るまでの冷間加工率を30〜98%とする理由は、再結晶後の冷間圧延の場合と同じである。最終板厚で最終熱処理をするのは、途中の冷間加工と熱処理の繰り返しで析出したα−Tiの密度をさらに増大させるためである。この熱処理の温度範囲を300〜450℃としたのは、先に記した熱処理の場合と同じである。また、保持時間を168〜1000時間とするのは、168時間未満では析出量の増大の効果が得られず、1000時間を超えると析出が飽和してしまうためである。
【0018】
本発明の最終熱処理の工程までで析出したα−Ti析出物の粒径はおよそ数百nmである。本発明ではこの析出物を圧延でさらに薄く、析出間隔を小さくすることにより、α−Tiピン止め点の大きさ及び分布を量子化磁束線のピン止めに適した粒径数十nmで、分布間隔数十nmにするものである。最終熱処理後の圧下率の下限を30%としたのは30%未満ではα−Ti小型化の効果が小さいためで、上限を90%としたのは、90%を超えると加工性が悪くなりNbTiの層状構造に乱れが生じるためである。α−Tiを理論的に最適なサイズに小型化する観点と、層状構造を乱さないという観点から、最終の冷間加工率としては、50以上75%以下の範囲が望ましい。
【0019】
このような方法により、NbTi超電導多層板のNbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在することを特徴とする超電導多層板が得られる。
【0020】
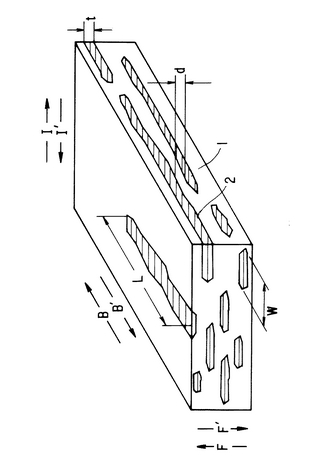
これを図1において詳述する。図1はNbTi超電導多層板のNbTi層の形態を示す。NbTi層1の中に厚さtの常電導析出物2が間隔dで存在するとしたとき、
1nm≦t≦100nm、
1nm≦d≦500nm、
NbTi層中の常電導析出物の体積分率をvとすると、
3%≦v≦50%
とするものである。ここで、常電導析出物の幅wと長さLについては特に制限はなく任意の大きさで良い。
このように構成すると、印加磁場がBまたはB′の方向で、電流をIまたはI′の方向に流す場合、常電導析出物2はローレンツ力FまたはF′の力に打ち勝って量子磁束を有効にピン止めし、臨界電流密度が高くなる。
【0021】
常電導析出物の厚さを1nm以上としたのは、これより小さいとNbTiの超電導と常電導界面の領域の大きさよりも小さくなりすぎて磁束量子のピン止めが十分にできないためであり、常電導析出物の厚さをl00nm以下としたのは、これより大きいと磁束量子の間隔よりも大きくなり常電導析出物中に磁束量子が何本も入って十分なピン止めができないためである。
【0022】
常電導析出物同士の間隔を1nm以上としたのは、これより小さいと磁束量子の間隔にピン止めに寄与しない常電導析出物が多く存在することになって、NbTi超電導体の断面積をいたずらに減少することになるためであり、常電導析出物同士の間隔を500nm以下としたのはこれ以上離れるとピン止めされない磁束量子の数が多くなりすぎるためである。
【0023】
常電導析出物のNbTi層中の体積分率を3%以上としたのは、これよりも小さいと磁束量子を十分ピン止めできないためであり、50%以下としたのは、これよりも大きいと超電導の断面積が小さくなって臨界電流密度が上昇しても意味がなくなるためである。
【0024】
印加磁場と平行な方向に常電導析出物が長く延びていると、磁束量子はエネルギー的に安定な常電導析出物の中に多く捕捉されているため常電導析出物ピン止め点から磁束量子を引き離すには大きな力が必要になり、力の強いピン止めとなる。また、常電導析出物の幅Wは、磁場と電流の向きが図1と同じである限り大きくても小さくてもピン止め力には関係しない。したがって常電導析出物の幅と長さについては任意で良い。
【0025】
第2の発明は、上述の如く、第1の発明に、300〜450℃の温度で保持時間1秒〜5時間の熱処理を施すことを特徴とする。第1の発明では、最終の冷間圧延で材料が加工硬化する。NbTi超電導多層板を板のまま使用する用途の場合これで問題はないが、プレス加工が必要な場合等では、材料が硬くなっているため都合が悪い。また、Cu層部分も多くの転位が導入されているため残留抵抗比も小さく、したがって超電導安定性の観点からも若干問題がある。この問題を解決するため最終の冷間圧延の後に300〜450℃の温度で1秒以上5時間以下の熱処理を施した。熱処理温度を300℃の温度としたのは、それより低い温度では、材料が充分軟化しないためであり、450℃以下としたのは、それより高い温度では、最終冷延で小型化したα‐Tiが成長を始めてしまうからである。時間を1秒以上としたのは、材料が設定した温度になれば軟化が起こるという意味で、最少の時間として1秒とした。時間を5時間以下としたのは、これを超えると最終冷延で小型化したα−Tiが再び大型化してしまうためである。
【0026】
第3の発明は、上述の如く、CuまたはCu合金基材中に板状NbTi合金層がNb層を介して配置されているNbTi超電導多層板において、NbTi超電導多層板のNbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在することを特徴とするが、常電導析出物の大きさ、体積分率を規定した理由は、第1の発明の詳細な説明で述べたとおりである。
【実施例1】
【0027】
表1に本発明により製造した超電導多層板と従来の方法で製造した超電導多層板の臨界電流密度(Jc)の測定結果と熱間圧延以後の中間熱処理と最終熱処理のトータル時間に対するJc(8T)の比を示した。この比が大きいほど熱処理のコストをかけずに高いJcが得られることになる。Jcは5T(テスラ)における値及び8T(テスラ)における値である。実施例に示した超電導多層板は、いずれも多層構造は同じである。総厚さ1mmの超電導多層板の構造は以下の通りである。最外層は銅層でおよそ0.11mm、その中に約11μmのNbTi層が30層、同じ厚さの銅層と交互に積層きれている。さらに、NbTi層と銅層の間には約1μmのNb層が挿入されている。総厚さ0.5、0.2及び0.1mmの超電導多層板は1mmの板をそれぞれ50%、80%、90%圧下率で圧延したものである。
【0028】
臨界電流密度は、板厚は供試材ままで幅0.5mmの試験片に10mm間隔で電圧端子を付け、端子間電圧が1μVとなるまで流すことのできた電流値を臨界電流値(Ic)とし、これをNbTiの総断面積で割った値を臨界電流密度(Jc)とした。熱間及び冷間圧延とも圧延の方向は一定方向とし、臨界電流密度測定用の試料は圧延方向と垂直な方向に採取した。液体ヘリウム中に浸漬した状態で試料に電流を流し臨界電流を測定した。本発明のNo.1〜No.3の製造工程及び比較例のNo.4、No.5及びNo.6の製造工程は以下の通りである。
【0029】
No.1(本発明1):熱間圧延(800℃1時間保持後、圧下率50%)→冷間圧延(圧下率50%)→熱処理(400℃2時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率80%)→熱処理(380℃240時間)→冷間圧延(圧下率50%)、最終板厚0.5mm。熱延後トータル熱処理時間:252時間。
【0030】
No.2(本発明1):熱間圧延(550℃3時間保持後、圧下率35%)→冷間圧延(圧下率30%)→熱処理(400℃3時間保持)→冷間圧延(圧下率50%)→熱処理(380℃168時間保持)→冷間圧延(圧下率95%)→熱処理(340℃336時間)→冷間圧延(圧下率80%)、最終板厚0.2mm。熱延後トータル熱処理時間:507時間。
【0031】
No.3(本発明1):熱間圧延(950℃1時間保持後、圧下率85%)→冷間圧延(圧下率30%)→熱処理(320℃96時間保持)→冷間圧延(圧下率50%)→熱処理(320℃96時間)→冷間圧延(圧下率75%)→熱処理(400℃168時間)→冷間圧延(圧下率90%)、最終板厚0.1mm。熱延後トータル熱処理時間:360時間。
【0032】
No.4(比較例1):熱間圧延(800℃1時間保持後、圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率85%)→熱処理(350℃700時間)、最終板厚1.0mm。熱延後トータル熱処理時間:720時間。
【0033】
No.5(比較例2):熱間圧延(800℃1時間保持後、圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)・熱処理(380℃5時間保持)→冷間圧延(圧下率85%)→熱処理(310℃400時間→360℃300時間)、最終板厚1.0mm。熱延後トータル熱処理時間:720時間。
【0034】
No.6(比較例3):熱間圧延(800℃1時間保持後、圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率85%)→熱処理(350℃1000時間)、最終板厚1.0mm。熱延後トータル熱処理時間:1020時間。
【0035】
【表1】

【実施例2】
【0036】
実施例1のNo.2の材料に350℃1時間の熱処理を施した本発明2の材料をNo.7とする。No.7の5テスラ、8テスラ下の臨界電流密度を表1に示した。5テスラ下で約3%、8テスラ下で約5%No.2よりも減少しているが、1テスラ下の臨界電流密度を比べると、No.2では、3945A/mm2であったのに対し、No.7では、4085A/mm2と約3.5%増加した。これは、Cuの在留抵抗比が上がったため超電導安定性が向上し、特に低磁場側で効果を発揮したものと考えられる。また、No.2とNo.7の材料の圧延方向の機械的伸びを測定したところ、No.2ではおよそ1%であったのに対し、No.7ではおよそ11%であった。加工せずに板のまま使用する用途の場合はNo.2で十分であるが、プレス加工を施すような場合は、No.7(本発明2)の方が適している。
【実施例3】
【0037】
総厚1mmで、30層のNbTi層(厚さ約12μm)がNb層(厚さ約1μm)を介して銅層(厚さ約12μm)と交互に積層した構成をしたNbTi/Nb/Cu多層板を作製した。製造工程を実施例1の例に倣い下記に示した。
【0038】
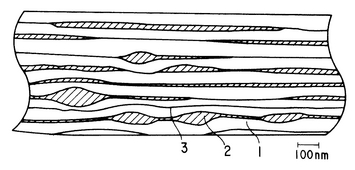
No.8(本発明3):熱間圧延(830℃2時間保持後、圧下率60%)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率80%)→熱処理(370℃500時間)→冷間圧延(圧下率60%)→熱処理(350℃l時間)。本材料の圧延方向断面から見たNbTi層中の常電導Ti析出物の平均の厚さは30nm、平均間隔100nm、体積分率10%の図2に示すようなNbTi層を有する本発明3の超電導板を得た。
【0039】
また、比較例として、下記の製造工程によりNo.9の材料を製造した。No.9(比較例4):熱問圧延(830℃2時間保持後、圧下率60%)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率80%)→熱処理(370℃500時間)。
【0040】
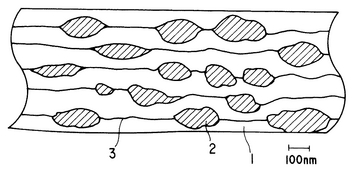
比較例4の圧延方向断面からみたNbTi層中には、長径平均250nm、短径平均150nmの楕円状の常電導Ti析出物が、平均間隔250nm、体積分率で10%析出していた(図3)。No.8(本発明3)とNo.9(比較例4)の圧延材の幅方向の臨界電流密度を測定した結果は表2のとおりであった。
【0041】
【表2】
【図面の簡単な説明】
【0042】
【図1】本発明に関わる超電導板中のNbTi合金層を示す全体図である。
【図2】本発明の実施例を示す超電導板中のNbTi合金層の圧延方向断面図である。
【図3】従来の超電導板中のNbTi合金層の圧延方向断面図である。
【符号の説明】
【0043】
1 NbTi
2 常電導Ti析出物
3 粒界
【技術分野】
【0001】
本発明は、MRI(磁気共鳴医療画像診断装置)、超電導リニアモーターカー等の超電導機器において主として磁気シールドで使用される超電導多層板の製造方法及び超電導多層板に関するものであり、特にNbTi中のα−Ti析出相を高密度に分散させる加工熱処理法及び常電導析出物の析出形態に関するものである。
【背景技術】
【0002】
MRIやリニアモーターカー等で使用される超電導多層板の製造方法については、特許文献1で示されたように、熱間圧延後に300〜450℃の温度で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返した後、300〜450℃の温度で1〜1000時間の最終熱処理を施してNbTi中に超電導のピン止め点としてα−Tiを析出させる方法がある。析出の駆動力となる転位や空孔等の格子欠陥を冷間加工によって導入し、熱処理と組み合わせて充分な析出を生じさせる方法である。
【0003】
超電導多芯線においても、同様の加工と熱処理の組み合わせによりα−Tiを析出させ良好な臨界電流密度が得られている(特許文献2、特許文献3)が、線材の場合は加工率を線径の二乗で大きく取れるのに対し、超電導多層板では板厚の変化率分のみしか取れないため、超電導多芯線材の場合よりも増して加工・熱処理方法に工夫が必要となる。
【特許文献1】特開平3−136400号公報
【特許文献2】特開昭57−210516号公報
【特許文献3】特開平7−141937号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来技術の製造方法で作製した材料では、5テスラの強磁場下で臨界電流密度は10万〜12万A/cm2であるが、一般的な超電導多芯線の臨界電流密度は同じ磁場環境で27万A/cm2程度(「金属学会セミナーテキスト ナノ・メゾ組織制御と高機能材料開発」p.93)と超電導板と比べて約倍近い値となっている。超電導多層板を磁気シールド材として使用する場合、磁気シールド可能な磁場の大きさは臨界電流密度と磁気シールド材の板厚にほぼ比例する(「電気学会大学講座 超電導工学 電気学会編」p.52)。従って、臨界電流密度が低いと材料を多く使わざるを得ないため、重量の割にはシールド性能の低いコストパフォーマンスの悪い材料となる問題がある。
【0005】
また、従来法のJc(臨界電流密度)は、5テスラの磁場下で10万〜12万A/cm2と小さい割に熱処理の時間は長く要するという問題がある。従来法のJcと同等レベルのJcを得る場合に熱処理時間が低減できるということも、製造コストの低減という観点から非常に意味がある。
【0006】
NbTi超電導多層板は、良電導体であるCuまたはCu合金基材中に板状のNbTi層が1層以上Nb層を介して存在する超電導板である。このような超電導板の臨界電流密度を決定しているのはNbTi層中に析出した常電導のTiである。特開平2−94498号公報に示すような従来のNbTi超電導多層板のNbTi層中に存在するTi析出物は、長径200nm〜2μm、短径100nm〜1μm程度の楕円体のような形をしていた。これらの析出物は、圧延と熱処理の繰り返しの結果として析出する(特許文献1)。NbTi層中の常電導析出物は、上部臨界磁場Hc2以上の磁場で超電導体中に規則的に並んだ配列(三角配列)で侵入した磁束量子をピン止めすることにより超電導状態を保つ(これを中間状態という)。磁束量子の格子間隔は、1テスラの磁場中で約49nm、5テスラの磁場中で約22nmである。最も効率的に磁束量子をピン止めできる常電導析出物の大きさは、中間状態における超電導常電導領域の界面の大きさ(コヒーレンス長に相当。NbTiの場合5.5nm)と同程度でかつ磁束量子の格子間隔と同程度(数十nm)に分散したものであるといわれている。本観点から見て、従来のNbTi合金系超電導板のNbTi層中のTi析出物は、短径100〜200nm、長径200nm〜500nmの楕円体形状をしており、理想のTi析出物の大きさに比べてかなり大きく、臨界電流密度は、前述したように5テスラにおいて10〜12万A/cm2と市販のNbTi合金系超電導線にくらべ低い値であった(磁場を板に対して平行に印加した場合)。
【0007】
本発明は、こうした問題に鑑みてなされたものであり、超電導多層板の製造法を最適化し、臨界電流密度の大きいNbTi超電導多層板をできるだけ短時間の熱処理で低コストに製造することのできる、NbTi超電導多層板の製造方法及びNbTi超電導多層板を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
第1の発明は、少なくとも1層のNbTi合金と高導電率金属が交互に積層され、前記NbTi合金と前記高導電率金属の間にNbまたはTaのバリヤー層が存在し、かつ、NbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在する超電導多層板の製造方法であって、温度500〜1000℃で加工率30〜98%の熱間圧延を施した後、加工率30〜98%の冷間圧延し、300〜450℃の温度で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返し施して板状または、箔状とした後、300〜450℃の温度で保持時間が168〜1000時間の熱処理を施した後、30〜90%の冷間圧延を施す方法である。高導電率金属とは銅、アルミニウム等を指す。
【0009】
第2の発明は、第1の発明に、300〜450℃の温度で保持時間1秒〜5時間の熱処理を施すことを特徴とするNbTi超電導多層板の製造方法である。
第3の発明は、CuまたはCu合金基材中に板状NbTi合金層がNb層を介して配置されているNbTi超電導多層板において、NbTi超電導多層板のNbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在することを特徴とするNbTi超電導多層板である。
【発明の効果】
【0010】
本発明の製造工程で製造した超電導多層板は、従来の製造工程で作られたものに比べて最大2倍の臨界電流密度を有しており、同じ磁場をシールドする場合に使用する板の厚さを低減することができ、磁気シールドの軽量化と製造コストの大幅な低減が実現できた。単位熱処理時間当たりのJc(8Tにおける)を比較して分かるとおり、従来技術に比べ、効率の良い製造方法となり、製造コストの低減が実現できた。
【0011】
また、第3の発明では超電導/常電導界面の大きさに匹敵する厚さに圧延方向に薄く延びた板状の常電導析出物が、磁束量子の間隔に近い間隔で配置しているため、中間状態で侵入した磁束量子を効率的に捕捉、大きな力でピン止めするため、大きな臨界電流密度を得ることが可能となった。
【発明を実施するための最良の形態】
【0012】
本発明材料は直流強磁場中で使用されるため、超電導的に安定であることが必要である。磁気シールド材料として、超電導材料と高導電率金属の複合材料を用いる理由は、この超電導安定性を高めるためである。超電導材料は超電導状態においては、電気抵抗がゼロであるが、何らかの理由で部分的に常電導に転移すると、常電導状態では電気抵抗が大きいため発熱し、常電導部分が拡大して材料全体の超電導状態が一気に破れる現象が起こる(クエンチ現象)。
【0013】
一方、超電導材料に高導電率材料が隣接した複合材料では、部分的な常電導転移が起こっても、超電導材料に流れていた電流は高導電性金属を経由して流れ、一旦常電導に転移した部分も超電導状態に復帰することができ、超電導状態が安定に保たれる。1テスラ以上の直流の強磁場下においても超電導状態を保つためには、超電導材料として臨界磁場Hc2が高い(1テスラ以上)材料であることが必要であることと、圧延などの加工性が良好なことから、超電導材料としてNbTi合金を選定した。NbTi層と高導電率材料層の間にNbまたはTaのバリヤー層を配したのは、製造工程における熱間圧延工程で銅等の高導電金属とNbTi中のTiとが金属間化合物を形成させないようにするためである。
【0014】
熱間圧延の後、30〜98%の冷間圧延を施し、300〜450℃の温度で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返し施す理由は、NbTiの結晶粒を細粒化するためである。NbTiのような第2種超電導体が磁場中におかれると磁場は磁束量子φ0を持つ量子化磁束線に分割されて超電導体に侵入する。この状態で超電導体に電流を流すと量子化磁束線にはローレンツ力が働く。ここでもし量子化磁束線が動くと起電力が生じ、最終的には電気抵抗ゼロの超電導状態が破れてしまう。ローレンツ力に抗して量子化磁束線の運動をくい止めるのが、NbTiの場合、合金中に析出したチタン(α−Ti)の析出物である。この量子化磁束線の運動をくい止める役割をするものとして、α−Tiなどの析出物の他に材料中の欠陥、不純物等があり、これらを総称して磁束ピン止め点という。本発明者によるこれまでの研究により、NbTi中のα−Tiは結晶粒界に析出しやすいことが分かっている。そこで、NbTiの結晶粒径が小さくなれば量的に多くの析出物が得られるためピン止めの効率が良く大きな臨界電流密度が得られる。
【0015】
熱間圧延時の加熱温度の下限を500℃としたのは、500℃未満ではNbTi及びNbまたはTaが充分軟化せず銅との密着性が不十分なためである。同上限を1000℃としたのは1000℃を超えると銅の融点に近く軟化しすぎるためである。熱間圧延の加工率を30〜98%としたのは、30%未満では温度が高くても充分な密着性が得られにくく、98%を超えると以降の冷間加工率が小さくなりすぎるためである。
【0016】
再結晶後の冷間圧延により結晶粒は微細となる。最終的に析出するα−Tiは粒界に多く析出するため、結晶粒の微細化により析出の密度は大いに向上する。再結晶後の冷間圧延の圧下率を30〜98%としたのは、30%未満では導入される格子欠陥の量が不十分で熱処理の効果を活かすことができず、98%を超えると材料の一部または全体が破壊されて加工不良が生じるためである。以降の中間熱処理の温度を300〜450℃とするのは、300℃未満では磁束ピン止め点のα−Tiの析出速度が小さすぎて時間がかかりすぎるためであり、450℃を超えると析出物が粗大化し、以降の冷間加工に支障を来すためである。熱処理1回当たりの保持時間を1〜168時間とするのは、1時間未満では析出量が不十分であるためであり、168時間を超えた場合析出物が粗大化し、以降の冷間加工に支障を来すためである。
【0017】
析出の駆動力となる転位や空孔を導入し、充分な量のα−Tiを析出させるためには冷間加工と熱処理を交互に繰り返すことにより尚いっそうの効果がある。この繰り返しを6回以下としたのは、6回を超えると各熱処理間の冷間圧下率を充分に取れず析出量に対する効果が飽和するためである。各熱処理間及び最終形状に至るまでの冷間加工率を30〜98%とする理由は、再結晶後の冷間圧延の場合と同じである。最終板厚で最終熱処理をするのは、途中の冷間加工と熱処理の繰り返しで析出したα−Tiの密度をさらに増大させるためである。この熱処理の温度範囲を300〜450℃としたのは、先に記した熱処理の場合と同じである。また、保持時間を168〜1000時間とするのは、168時間未満では析出量の増大の効果が得られず、1000時間を超えると析出が飽和してしまうためである。
【0018】
本発明の最終熱処理の工程までで析出したα−Ti析出物の粒径はおよそ数百nmである。本発明ではこの析出物を圧延でさらに薄く、析出間隔を小さくすることにより、α−Tiピン止め点の大きさ及び分布を量子化磁束線のピン止めに適した粒径数十nmで、分布間隔数十nmにするものである。最終熱処理後の圧下率の下限を30%としたのは30%未満ではα−Ti小型化の効果が小さいためで、上限を90%としたのは、90%を超えると加工性が悪くなりNbTiの層状構造に乱れが生じるためである。α−Tiを理論的に最適なサイズに小型化する観点と、層状構造を乱さないという観点から、最終の冷間加工率としては、50以上75%以下の範囲が望ましい。
【0019】
このような方法により、NbTi超電導多層板のNbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在することを特徴とする超電導多層板が得られる。
【0020】
これを図1において詳述する。図1はNbTi超電導多層板のNbTi層の形態を示す。NbTi層1の中に厚さtの常電導析出物2が間隔dで存在するとしたとき、
1nm≦t≦100nm、
1nm≦d≦500nm、
NbTi層中の常電導析出物の体積分率をvとすると、
3%≦v≦50%
とするものである。ここで、常電導析出物の幅wと長さLについては特に制限はなく任意の大きさで良い。
このように構成すると、印加磁場がBまたはB′の方向で、電流をIまたはI′の方向に流す場合、常電導析出物2はローレンツ力FまたはF′の力に打ち勝って量子磁束を有効にピン止めし、臨界電流密度が高くなる。
【0021】
常電導析出物の厚さを1nm以上としたのは、これより小さいとNbTiの超電導と常電導界面の領域の大きさよりも小さくなりすぎて磁束量子のピン止めが十分にできないためであり、常電導析出物の厚さをl00nm以下としたのは、これより大きいと磁束量子の間隔よりも大きくなり常電導析出物中に磁束量子が何本も入って十分なピン止めができないためである。
【0022】
常電導析出物同士の間隔を1nm以上としたのは、これより小さいと磁束量子の間隔にピン止めに寄与しない常電導析出物が多く存在することになって、NbTi超電導体の断面積をいたずらに減少することになるためであり、常電導析出物同士の間隔を500nm以下としたのはこれ以上離れるとピン止めされない磁束量子の数が多くなりすぎるためである。
【0023】
常電導析出物のNbTi層中の体積分率を3%以上としたのは、これよりも小さいと磁束量子を十分ピン止めできないためであり、50%以下としたのは、これよりも大きいと超電導の断面積が小さくなって臨界電流密度が上昇しても意味がなくなるためである。
【0024】
印加磁場と平行な方向に常電導析出物が長く延びていると、磁束量子はエネルギー的に安定な常電導析出物の中に多く捕捉されているため常電導析出物ピン止め点から磁束量子を引き離すには大きな力が必要になり、力の強いピン止めとなる。また、常電導析出物の幅Wは、磁場と電流の向きが図1と同じである限り大きくても小さくてもピン止め力には関係しない。したがって常電導析出物の幅と長さについては任意で良い。
【0025】
第2の発明は、上述の如く、第1の発明に、300〜450℃の温度で保持時間1秒〜5時間の熱処理を施すことを特徴とする。第1の発明では、最終の冷間圧延で材料が加工硬化する。NbTi超電導多層板を板のまま使用する用途の場合これで問題はないが、プレス加工が必要な場合等では、材料が硬くなっているため都合が悪い。また、Cu層部分も多くの転位が導入されているため残留抵抗比も小さく、したがって超電導安定性の観点からも若干問題がある。この問題を解決するため最終の冷間圧延の後に300〜450℃の温度で1秒以上5時間以下の熱処理を施した。熱処理温度を300℃の温度としたのは、それより低い温度では、材料が充分軟化しないためであり、450℃以下としたのは、それより高い温度では、最終冷延で小型化したα‐Tiが成長を始めてしまうからである。時間を1秒以上としたのは、材料が設定した温度になれば軟化が起こるという意味で、最少の時間として1秒とした。時間を5時間以下としたのは、これを超えると最終冷延で小型化したα−Tiが再び大型化してしまうためである。
【0026】
第3の発明は、上述の如く、CuまたはCu合金基材中に板状NbTi合金層がNb層を介して配置されているNbTi超電導多層板において、NbTi超電導多層板のNbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在することを特徴とするが、常電導析出物の大きさ、体積分率を規定した理由は、第1の発明の詳細な説明で述べたとおりである。
【実施例1】
【0027】
表1に本発明により製造した超電導多層板と従来の方法で製造した超電導多層板の臨界電流密度(Jc)の測定結果と熱間圧延以後の中間熱処理と最終熱処理のトータル時間に対するJc(8T)の比を示した。この比が大きいほど熱処理のコストをかけずに高いJcが得られることになる。Jcは5T(テスラ)における値及び8T(テスラ)における値である。実施例に示した超電導多層板は、いずれも多層構造は同じである。総厚さ1mmの超電導多層板の構造は以下の通りである。最外層は銅層でおよそ0.11mm、その中に約11μmのNbTi層が30層、同じ厚さの銅層と交互に積層きれている。さらに、NbTi層と銅層の間には約1μmのNb層が挿入されている。総厚さ0.5、0.2及び0.1mmの超電導多層板は1mmの板をそれぞれ50%、80%、90%圧下率で圧延したものである。
【0028】
臨界電流密度は、板厚は供試材ままで幅0.5mmの試験片に10mm間隔で電圧端子を付け、端子間電圧が1μVとなるまで流すことのできた電流値を臨界電流値(Ic)とし、これをNbTiの総断面積で割った値を臨界電流密度(Jc)とした。熱間及び冷間圧延とも圧延の方向は一定方向とし、臨界電流密度測定用の試料は圧延方向と垂直な方向に採取した。液体ヘリウム中に浸漬した状態で試料に電流を流し臨界電流を測定した。本発明のNo.1〜No.3の製造工程及び比較例のNo.4、No.5及びNo.6の製造工程は以下の通りである。
【0029】
No.1(本発明1):熱間圧延(800℃1時間保持後、圧下率50%)→冷間圧延(圧下率50%)→熱処理(400℃2時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率80%)→熱処理(380℃240時間)→冷間圧延(圧下率50%)、最終板厚0.5mm。熱延後トータル熱処理時間:252時間。
【0030】
No.2(本発明1):熱間圧延(550℃3時間保持後、圧下率35%)→冷間圧延(圧下率30%)→熱処理(400℃3時間保持)→冷間圧延(圧下率50%)→熱処理(380℃168時間保持)→冷間圧延(圧下率95%)→熱処理(340℃336時間)→冷間圧延(圧下率80%)、最終板厚0.2mm。熱延後トータル熱処理時間:507時間。
【0031】
No.3(本発明1):熱間圧延(950℃1時間保持後、圧下率85%)→冷間圧延(圧下率30%)→熱処理(320℃96時間保持)→冷間圧延(圧下率50%)→熱処理(320℃96時間)→冷間圧延(圧下率75%)→熱処理(400℃168時間)→冷間圧延(圧下率90%)、最終板厚0.1mm。熱延後トータル熱処理時間:360時間。
【0032】
No.4(比較例1):熱間圧延(800℃1時間保持後、圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率85%)→熱処理(350℃700時間)、最終板厚1.0mm。熱延後トータル熱処理時間:720時間。
【0033】
No.5(比較例2):熱間圧延(800℃1時間保持後、圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)・熱処理(380℃5時間保持)→冷間圧延(圧下率85%)→熱処理(310℃400時間→360℃300時間)、最終板厚1.0mm。熱延後トータル熱処理時間:720時間。
【0034】
No.6(比較例3):熱間圧延(800℃1時間保持後、圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率50%)→熱処理(380℃5時間保持)→冷間圧延(圧下率85%)→熱処理(350℃1000時間)、最終板厚1.0mm。熱延後トータル熱処理時間:1020時間。
【0035】
【表1】
【実施例2】
【0036】
実施例1のNo.2の材料に350℃1時間の熱処理を施した本発明2の材料をNo.7とする。No.7の5テスラ、8テスラ下の臨界電流密度を表1に示した。5テスラ下で約3%、8テスラ下で約5%No.2よりも減少しているが、1テスラ下の臨界電流密度を比べると、No.2では、3945A/mm2であったのに対し、No.7では、4085A/mm2と約3.5%増加した。これは、Cuの在留抵抗比が上がったため超電導安定性が向上し、特に低磁場側で効果を発揮したものと考えられる。また、No.2とNo.7の材料の圧延方向の機械的伸びを測定したところ、No.2ではおよそ1%であったのに対し、No.7ではおよそ11%であった。加工せずに板のまま使用する用途の場合はNo.2で十分であるが、プレス加工を施すような場合は、No.7(本発明2)の方が適している。
【実施例3】
【0037】
総厚1mmで、30層のNbTi層(厚さ約12μm)がNb層(厚さ約1μm)を介して銅層(厚さ約12μm)と交互に積層した構成をしたNbTi/Nb/Cu多層板を作製した。製造工程を実施例1の例に倣い下記に示した。
【0038】
No.8(本発明3):熱間圧延(830℃2時間保持後、圧下率60%)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率80%)→熱処理(370℃500時間)→冷間圧延(圧下率60%)→熱処理(350℃l時間)。本材料の圧延方向断面から見たNbTi層中の常電導Ti析出物の平均の厚さは30nm、平均間隔100nm、体積分率10%の図2に示すようなNbTi層を有する本発明3の超電導板を得た。
【0039】
また、比較例として、下記の製造工程によりNo.9の材料を製造した。No.9(比較例4):熱問圧延(830℃2時間保持後、圧下率60%)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率50%)→熱処理(380℃5時間)→冷間圧延(圧下率80%)→熱処理(370℃500時間)。
【0040】
比較例4の圧延方向断面からみたNbTi層中には、長径平均250nm、短径平均150nmの楕円状の常電導Ti析出物が、平均間隔250nm、体積分率で10%析出していた(図3)。No.8(本発明3)とNo.9(比較例4)の圧延材の幅方向の臨界電流密度を測定した結果は表2のとおりであった。
【0041】
【表2】
【図面の簡単な説明】
【0042】
【図1】本発明に関わる超電導板中のNbTi合金層を示す全体図である。
【図2】本発明の実施例を示す超電導板中のNbTi合金層の圧延方向断面図である。
【図3】従来の超電導板中のNbTi合金層の圧延方向断面図である。
【符号の説明】
【0043】
1 NbTi
2 常電導Ti析出物
3 粒界
【特許請求の範囲】
【請求項1】
少なくとも1層のNbTi合金と高導電率金属が交互に積層され、前記NbTi合金と前記高導電率金属の間にNbまたはTaのバリヤー層が存在し、かつ、NbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在する超電導多層板の製造方法であって、温度500〜1000℃で加工率30〜98%の熱間圧延を施した後、加工率30〜98%で冷間圧延し、300〜450℃の温度で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返し施して板状または、箔状とした後、300〜450℃の温度で保持時間が168〜1000時間の熱処理を施した後、30〜90%の冷間圧延を施すことを特徴とする、NbTi超電導多層板の製造方法。
【請求項2】
前記30〜90%の冷間圧延の後、さらに300〜450℃の温度で1秒〜5時間熱処理を施すことを特徴とする、請求項1に記載のNbTi超電導多層板の製造方法。
【請求項3】
CuまたはCu合金基材中に板状NbTi合金層がNb層を介して配置されているNbTi超電導多層板において、NbTi超電導多層板のNbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在することを特徴とする、NbTi超電導多層板。
【請求項1】
少なくとも1層のNbTi合金と高導電率金属が交互に積層され、前記NbTi合金と前記高導電率金属の間にNbまたはTaのバリヤー層が存在し、かつ、NbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在する超電導多層板の製造方法であって、温度500〜1000℃で加工率30〜98%の熱間圧延を施した後、加工率30〜98%で冷間圧延し、300〜450℃の温度で1回当たりの保持時間が1〜168時間の熱処理と1回当たりの加工率が30〜98%の冷間圧延を6回以下交互に繰り返し施して板状または、箔状とした後、300〜450℃の温度で保持時間が168〜1000時間の熱処理を施した後、30〜90%の冷間圧延を施すことを特徴とする、NbTi超電導多層板の製造方法。
【請求項2】
前記30〜90%の冷間圧延の後、さらに300〜450℃の温度で1秒〜5時間熱処理を施すことを特徴とする、請求項1に記載のNbTi超電導多層板の製造方法。
【請求項3】
CuまたはCu合金基材中に板状NbTi合金層がNb層を介して配置されているNbTi超電導多層板において、NbTi超電導多層板のNbTi層中に、板面に平行に板状に析出し、かつ厚さが1nm以上、100nm以下、板厚方向の間隔が1nm以上、500nm以下、NbTi合金層全体に対する体積分率が3%以上、50%以下の常電導析出物が存在することを特徴とする、NbTi超電導多層板。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−185925(P2006−185925A)
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願番号】特願2006−49793(P2006−49793)
【出願日】平成18年2月27日(2006.2.27)
【分割の表示】特願平9−28636の分割
【原出願日】平成9年2月13日(1997.2.13)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願日】平成18年2月27日(2006.2.27)
【分割の表示】特願平9−28636の分割
【原出願日】平成9年2月13日(1997.2.13)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]