
新日鐵住金株式会社により出願された特許
991 - 1,000 / 6,474
自動散水装置およびそれを用いた自動散水方法
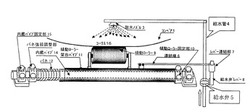
【課題】コンベア上を搬送中の搬送物に搬送量に応じた散水を簡便な機構を用いて散水することができるうえ、故障しにくく信頼性の高い散水装置およびそれを用いた散水方法を提供する。
【解決手段】コンベア1上を搬送中の搬送物16に自動的に散水する装置であって、前記コンベアの下部に設置され搬送物の自重によって傾斜する傾動ローラー9と、該傾動ローラーを支持する架台に固定され前記傾動ローラーおよび架台が傾動することにより捻れらるバネ12と、前記傾動する架台に連結されたレバー8によって開閉する給水弁5とを有する。
(もっと読む)
絞りビード試験方法及びその試験方法で求めた物性値を用いたプレス成形解析方法

【課題】絞りビードを有するプレス成形金型を設計する際に必要な、絞りビード部におけるプレス成形金型と金属板との間の金型摩擦係数以外の物性値を、絞りビード試験を複数回行うことなく、求めることができる絞りビード試験方法と、その絞りビード試験方法で求められた物性値を用いた精度の高い数値解析方法を提供する。
【解決手段】絞りビードを有する一対の工具金型で挟み込んだ金属板を引き抜く際の、前記一対の工具金型に加える押付荷重の変化と、前記金属板の一端に加える引抜荷重の変化と、前記金属板を挟んだ一対の工具金型の間隔の変化とを連続的に測定し、前記間隔が所定範囲内から急激に増加し始めるときの前記押付荷重を、前記金属板が前記工具金型を押し開くリフトアップ力とし、そのリフトアップ力を有限要素法の境界条件の一つとする。
(もっと読む)
圧力スイング吸着法によるガス分離方法
【課題】圧力スイング吸着法により混合ガスから特定のガス成分を高濃度、高回収率で分離することができるガス分離方法を提供する。
【解決手段】混合ガス流路を直列に繋げた複数の吸着塔で吸着工程(A)が行われるようにするとともに、各吸着塔で行われる工程は、吸着工程(A)のうち混合ガス流れ方向で下流側の吸着工程(a)から上流側の吸着工程(a)に順次移行し、最上流側の吸着工程(a)を経てパージ工程(B)、脱着工程(C)に順次移行した後、吸着工程(A)のうち混合ガス流れ方向で最下流側の吸着工程(a)に移行するサイクルからなるようにし、且つ、パージ工程(B)にある吸着塔から排出されるガスg1を、吸着工程(A)が行われる吸着塔のうち、混合ガス流れ方向で最上流側から2番目の吸着工程(a)が行われる吸着塔x2に導入する。
(もっと読む)
構造体設計支援装置
【課題】構造物の載荷時における各部品、または、部位の変形形態を定量的に評価し、構造体に要求される剛性を確保しつつ、重量を低減する設計指針を与えることができる構造体設計支援装置を提供する。
【解決手段】構造体設計支援装置が、単一もしくは複数の部品から構成される構造体の少なくとも一部を構成する各部位の数値解析データを記憶する記憶部と、記憶部に記憶された数値解析データに基づいて、特定の境界条件下における構造体の剛性を計算し、当該計算した剛性に基づいて、構造体の剛性への部品の感度を計算する計算部と、計算部により計算された感度に基づいて、境界条件下における部品の変形モードに関する情報を出力する出力部を有する。
(もっと読む)
焼結鉱の還元粉化性状の評価方法
【課題】焼結鉱が高炉内を降下する際の還元条件の経時変化による焼結鉱の還元粉化性状の変化や、高炉操業条件の変更による焼結鉱の還元粉化性状の変化を精度よく評価することができる焼結鉱の還元粉化性状の評価方法を提案する。
【解決手段】高炉操業に使用される焼結鉱の還元粉化性状を評価するにあたり、高炉に装入された焼結鉱が高炉内を降下していく際の還元条件の経時変化、すなわち、装入後経過時間ともに変化する還元ガス組成および還元温度を、総括熱物質収支モデルおよび部分収支モデル等を用いて正確に推定し、その還元条件の経時変化を模擬して焼結鉱の還元試験を行い、還元後の焼結鉱の還元粉化率を測定し、評価する焼結鉱の還元粉化性状の評価方法。
(もっと読む)
被加工材の鍛造方法
【課題】加工精度の向上を図りつつ、スケールの発生を抑制することを可能とした被加工材の鍛造方法を提供する。
【解決手段】鍛造時に固定金型に挿入された被加工材に接触する可動金型の位置及び移動速度を任意に制御可能な駆動方式による鍛造プレス機を用いて、可動金型を加圧方向の最下点まで移動させる間に、可動金型を被加工材に接触させた状態のまま可動金型の移動を停止する段階を1〜5段階設け、可動金型の停止時に可動金型が被加工材に加える荷重を可動金型が停止する直前に被加工材に加えた最大荷重の20%以下とし、各段階での可動金型の停止時間を0.2〜2秒とし、可動金型の各移動区間の平均移動速度を10〜100mm/秒としながら、700〜900℃に加熱された被加工材に対して鍛造成形を行う。
(もっと読む)
潤滑油供給装置及び潤滑油供給方法
【課題】金属板の圧延において、ワークロールに潤滑油原液を安定的に供給可能とすることで、ワークロールに対する潤滑油原液の供給停止や供給量が低下に起因する金属板のヒートスクラッチの発生や板形状の乱れを確実に防止し、安定的な圧延を可能にする。
【解決手段】潤滑油原液をエアもしくは不燃性ガスによって粒状化又は霧状化し、圧延機の入側でワークロールに噴射する金属板の圧延における潤滑油供給装置を、圧延機の入側に、ワークロール2に向けて潤滑油原液を噴射する複数個の潤滑油原液の供給端6〜11・12〜17がワークロール2の軸方向に一列に配置された複数の供給端列4,5を、1つのワークロール2に対して設け、いずれかの供給端列の供給端が、ワークロールに対する潤滑油原液の供給量が低下又は供給が停止するような供給不良に陥った場合は、供給不良に陥った供給端に代えて、又は不足する潤滑油原液の供給量を補完可能な構成にする。
(もっと読む)
モータ駆動装置
【課題】 PWM制御を行って交流電力をモータに供給することによりモータを駆動するに際し、複雑な制御機構や演算回路を用いることなくモータの鉄損を最小化する。
【解決手段】 モータMの鉄損とキャリア周波数との関係で、最小値からその1.04倍(好ましくは1.02倍)までの鉄損に対応する範囲内のキャリア周波数を、三角波発生部72で発生させる三角波のキャリア周波数とし、このキャリア周波数の三角波と電圧指令信号との比較の結果に応じたPWM信号Sに基づいて、モータMに交流電力を供給するインバータ50(IGBT)の動作を制御する。
(もっと読む)
耐食性に優れた錫めっき系またはアルミめっき系表面処理鋼材
【課題】両立することが不可能とされてきためっき自体の高耐食性と、露出した地鉄の保護作用とを連続製造プロセスで両立するめっき鋼板を提供する。
【解決手段】鋼材表面の錫系めっき層またはアルミ系めっき層中に、1種以上のIIa族(アルカリ土類金属)元素と1種以上のIVb族元素により構成された金属間化合物を含有する耐食性に優れた錫めっき系またはアルミめっき系表面処理鋼材。錫系めっき層の場合、塊状の金属間化合物の長径は1μm以上、短径の長径に対する比率が0.4以上である。アルミ系めっき層の場合、塊状の金属間化合物の長径は10μm以上、短径の長径に対する比率が0.4以上である。
(もっと読む)
バーリング性に優れる高強度熱延鋼板及びその製造方法
【課題】バーリング性に優れる高強度熱延鋼板を提供する。
【解決手段】Nb含有量を[Nb]、Ti含有量を[Ti]、N含有量を[N]、S含有量を[S]、C含有量を[C]、B含有量を[B]としたとき、以下の式を満たし、0.012<[C]+12/11[B]−12/48×([Ti]+48/93[Nb]−48/14[N]−48/32[S])、[C]−12/48×([Ti]+48/93[Nb]−48/14[N]−48/32[S])≦0.03、固溶Cと固溶Bの合計の粒界個数密度が4.5個/nm2超12個/nm2以下であり、さらに鋼板中の粒界に析出しているセメンタイト粒径が2μm以下であり、板厚中心での平均結晶粒径が9μm以下であり、且つ板厚中心での{211}ランダム強度比が2以下であり、結晶粒内におけるTiCを含む析出物の平均粒径が3nm以下であるとともに、その密度が1×1016個/cm3以上とする。
(もっと読む)
991 - 1,000 / 6,474
[ Back to top ]