
新日鐵住金株式会社により出願された特許
1,381 - 1,390 / 6,474
溶接金属の割れ感受性評価試験方法
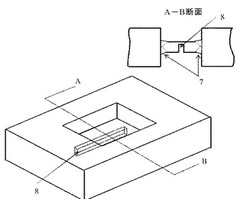
【課題】 製造が難しい成分系の溶接ワイヤを開発する際において、より効率のよい溶接金属の割れ感受性評価試験方法を提供する。
【解決手段】 本発明は、溶接金属の割れ感受性を評価する試験方法において、該溶接金属と同じ成分を持つ鋼板を用い、該鋼板に、裏面よりスリット状の溝を所定の深さまで加工し、該鋼板を表面より溶加材を使用しないTIG溶接を行うことにより、該スリット状の溝に達する溶接金属を形成させることを特徴とし、必要に応じて、前記TIG溶接に際し、前記鋼板を予め拘束板で拘束すること及び/又はシールドガスとして、H2ガスを質量%で0.1〜5%含有するArガスを用いることを特徴とする。
(もっと読む)
フラックス入り溶接ワイヤの製造方法
【課題】 フラックス入り溶接ワイヤのワイヤ表面に存在する潤滑剤成分から発生する拡散性水素量を格段に低減させることができる、フラックス入り溶接ワイヤの製造方法を提供する。
【解決手段】 揮発性液体潤滑剤に、固体潤滑剤を、質量%で5〜40%含有させた混合液体を、フラックス入り溶接ワイヤ製造工程における伸線工程の一部または全部対して潤滑剤として用い、伸線工程終了後、混合液体の揮発性液体潤滑剤成分を揮発させることを特徴とする。
(もっと読む)
熱間圧延機の板厚制御方法

【課題】鋼板の変形抵抗に応じて板厚ネッキングが生じる場合のみ板厚ネッキング補償を実行して、変形抵抗の板厚不良による歩留まりロスを低減する。
【解決手段】ストリップS先端がコイラー20に到達した際の最終仕上圧延スタンドF7噛み込み部からコイラー20までのストリップ長手方向各位置の変形抵抗を計算し、最終仕上圧延スタンドF7噛み込み部の変形抵抗が最も小さくなった場合にのみ最終仕上圧延スタンドF7のロール間ギャップを開く方向に制御する。
(もっと読む)
昇温特性に優れた熱間プレス用Alめっき鋼板及びその製造方法
【課題】輻射方式を用いた熱間プレスにAlめっきを用いる際に昇温時間がかかる、あるいは急速加熱する際に部位により合金化にムラが生じやすいとの課題を解決する。
【解決手段】鋼板の片面又は両面に形成され、少なくともAlを含有し、その表面粗度がRaとして1.0〜4.0μmであるAlめっき層と、前記Alめっき層上に積層され、L*が10〜50である表面皮膜層と、を有することを特徴とする、熱間プレス用Alめっき鋼板。及びこの製造方法を提供する。
(もっと読む)
薄板のプレス成形シミュレーションにおける破断判定方法および破断判定装置
【課題】有限要素法を用いた薄板のプレス成形シミュレーションにおいて、各要素寸法(メッシュサイズ)に依存せず正確な破断判定を行うことができる薄板のプレス成形シミュレーションにおける破断判定方法および破断判定装置を提供する。
【解決手段】有限要素法を用いた薄板のプレス成形シミュレーションにおいて、
特定のゲージ長さにおける破断限界歪ε1に基づいて、任意のゲージ長さにおける破断限界歪εf1を計算し、該任意のゲージ長さにおける破断限界歪εf1と、有限要素法を用いて計算した各要素の歪量εとを比較することにより、破断判定を行うことを特徴とする、薄板のプレス成形シミュレーションにおける破断判定方法および破断判定装置。
(もっと読む)
装入炭の発塵量の推定方法、付着カーボン厚の推定方法、及び、室式コークス炉の操業方法
【課題】微粉の衝撃・発塵効果を考慮して、発塵量を精度よく推定し、該推定値に基づいて付着カーボン厚を適正に推定して、コークス炉を安定的に操業する。
【解決手段】原料炭を微粉炭と粗粒炭に分級し、微粉炭を塊成化して塊成炭とした後、該塊成炭と前記粗粒炭を装入炭としてコークス炉に装入して乾留する際、装入時に発塵する発塵量Hdst(質量%)を、下記式(1)で推定し、該推定値に基づいて付着カーボン厚を適正に推定する。Hdst=k1[HGI]+k2[Gv]+k3[Dp]+k4[M]+k5[OL]+k6[Mrf]+k7[Rsep]+k8[Mcp]+k9・・・(1) HGI:石炭の粉砕性指数、Gv:ガス流速(m/s)、Dp:石炭の粒度指数、M:石炭の水分含有率(質量%)、OL:石炭へのオイル添加率(質量%)、Mrf:粗粒炭中の微粉の割合(質量%)、Rsep:分級率(質量%)、Mcp:装入炭中0.3〜1mmの割合(質量%)、k1〜k9:重回帰分析で定まる係数。
(もっと読む)
塗装金属板
【課題】 屋根の施工時に作業者が滑ることが無く、冬季においては滑雪性に優れる塗装金属板を提供する。
【解決手段】有機被覆層中に平均粒径0.01〜10μmの二硫化モリブデンを3〜30質量%、平均粒径0.05〜5μmのシリカを0.5〜10質量%含有し、ガラス転移温度が10〜60℃となる有機被覆層を、金属板の屋外となる面に塗装した塗装金属板。屋内側に二硫化モリブデンとカーボンブラックの1種以上を含有する有機被覆層を設けてもよい。
(もっと読む)
ガイド装置
【課題】 製造コストと着脱時間とを大幅に削減すると共に、圧延ロールの冷却効果を高め、かつ簡単な構造によって冷却液が直接圧延材に当たらないようにする。
【解決手段】 圧延ロールの軸方向に沿って相互に対向する一対のガイドホルダ2と、このガイドホルダに連結された上下に2分割され、1または複数の孔型部を有するガイド部3とを備える。このガイドホルダは、それぞれパスラインの方向から見てL字形状断面を有する。ガイド部3の左右の外側面に、それぞれ外側に突出するフランジ部分32を設け、このガイド部の左右の外側面と下側面の左右端部とを、それぞれガイドホルダの上側水平面と内側垂直面とに密接させる。ガイド部3のフランジ部分32を、それぞれガイドホルダ2の圧延ロールと反対側に位置する端面にボルト5によって結合する。
(もっと読む)
移動式テント装置
【課題】スパイラル鋼管の置き場に応じて容易に移動可能であり、製品品質の低下を招くことなく、作業環境も良好にできる移動式テント装置を提供する。
【解決手段】四隅にそれぞれ支柱13〜16を備えた鉄製の骨組み17及びその周囲を覆うシート18を備える平面視して矩形の屋根12を有し、スパイラル鋼管11を覆うために使用する移動式テント装置10であって、屋根12は、前後に幅広の開口部20、21を、左右に幅狭の側壁部22、23をそれぞれ備え、しかも開口部20、21の幅W2を側壁部22、23の幅W1の2倍以上5倍以下とし、並設配置された2本の支柱13、14の下部に自走可能な駆動車輪28、29を設けると共に、並設配置された他の2本の支柱15、16の下部に同期して移動方向を変更可能とする制御手段を備えた従動車輪30、31を設けた。
(もっと読む)
冷間タンデム圧延機の制御方法
【課題】形状評価モデルから算出したワークロールベンディング力を、板厚・形状非干渉制御理論により更に修正して板厚と形状との非干渉制御を可能にする。
【解決手段】冷間タンデム圧延機で板厚、板形状を同時制御する方法であり、板クラウン比率変化、板幅、圧延荷重を検出或いは推定し、出側板厚の目標値と推定値の偏差を求め、当該偏差から仮の圧下位置制御目標値を設定し、その一方で板クラウン比率変化等の検出値又は推定値に基づき形状評価パラメータを計算し、形状評価パラメータの計算値と目標値との偏差を求め、当該偏差を相殺するワークロールベンディング力を仮のワークロールベンディング力制御量とし、当該制御量及び板厚制御のための仮の圧下位置制御量を板厚・形状非干渉制御理論に基づき修正し、修正したワークロールベンディング力制御量及び圧下位置制御量に基づき圧下位置とワークロールベンダーとを同時に制御する。
(もっと読む)
1,381 - 1,390 / 6,474
[ Back to top ]