
宇部日東化成株式会社により出願された特許
11 - 20 / 203
細径脱気チューブ及びその製造方法
【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、引張強度が高く、かつ、生産性の高い速度で連続的に製造可能な構成の細径脱気チューブを提供すること。
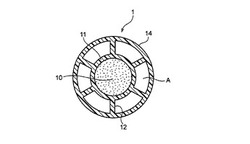
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂と、連続状の抗張力体からなり、該抗張力体を被覆した内環状部と、該内環状部から放射状に延設された複数のリブ部と、該複数のリブ部を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下の細径脱気チューブである。
(もっと読む)
極細多孔チューブ及びその製造方法

【課題】外径精度に優れた極細多孔チューブを安定して製造する方法を提供すること。
【解決手段】極細多孔チューブの製造方法であって、該製造方法は以下の(1)〜(2)の工程を有することを特徴とする。
(1)ダイス直下の、40℃以上で樹脂部を形成する樹脂の融点近傍未満に加熱した加熱筒中で押出成形物を引き落とす徐冷工程、(2)次いで、室温付近の空冷ゾーンを少なくとも1段階以上設け、空冷しつつ通過させ樹脂部を室温付近まで冷却するか、又は空冷ゾーンの後、さらに必要に応じて水冷し室温付近まで押出成形物を冷却する冷却工程。
(もっと読む)
細径脱気チューブ及びその製造方法
【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂からなり、前記熱可塑性樹脂が充実した芯部と、該芯部から放射状に延設された複数のリブ部と、該複数のリブ部の外端間を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部(通液部)が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下である、ことを特徴とする細径脱気チューブ。
(もっと読む)
成形品の製造方法
【課題】凹凸パターンの転写精度を高めることの容易な成形品の製造方法を提供する。
【解決手段】賦形型材11と熱可塑性樹脂基材21とを重ね合わせてなる成形用基材31は、ベルト54,55の間で搬送される。搬送方向に延在する加熱部72は、熱可塑性樹脂基材21に賦形型材11の有する凹凸パターンが転写され得る温度まで熱可塑性樹脂基材21を加熱する。加熱部72よりも下流側で搬送方向に延在する冷却部73は、熱可塑性樹脂基材21を冷却する。成形用基材31は、加熱部72及び冷却部73により加圧され、加熱部72より搬出されてから冷却部73に搬入されるまでに要する時間が5秒以下となるように、加熱部72から冷却部73へ搬送される。好ましくは、加熱部72及び冷却部73により、搬送方向に沿って連続した加圧領域を形成し、加熱部72に搬入されてから冷却部から73搬出されるまで、成形用基材31の加圧を継続させる。
(もっと読む)
光ケーブル用スペーサの製造方法
【課題】ドラムへの捲回により残留する鋼線歪みを矯正して、スペーサ本体の螺旋溝のピッチ、反転角度の変動を抑制できる光ケーブル用スペーサの製造方法を提供する。
【解決手段】光ケーブル用スペーサの製造方法であって、鋼線の回転歪みの除去と伸直のための鋼線矯正工程を含み、かつ、前記鋼線矯正工程が次の工程のいずれかを含む。(1)鋼線21を矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却する。(2)鋼線21を表面温度400〜600℃に加熱処理した後、表面温度を60〜100℃に冷却して、矯正角度2〜10°の矯正器6bに挿通して曲げ処理する。(3)鋼線21を第1の矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却して、矯正角度2〜10°の第2の矯正器6bに挿通して曲げ処理する。
(もっと読む)
同軸ケーブル用中空コア体の製造に用いる成形ダイス
【課題】 中空率が高く、真円度の良好な中空コア体を製造すること。
【解決手段】成形ダイス20は、フランジ22と先端凸部24とを有している。凸部24には、内部導体12の挿通用中心孔24aが設けられている。中心孔24aの外周には、内環状孔24bが隣接設置されると共に、内環状孔24bの外周から、当角度間隔で外方に向けて放射状に延びる6本の直線状孔24cが設けられている。直線状孔24cの外端間には、これらを連結する外環状孔24dが設けられている。このようなダイス24を用い、中心孔24a内に内部導体12を挿通させながら、内,外環状孔24b,24dおよび直線状孔24cから溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却固化させると、所定断面形状の中空コア体が得られる。
(もっと読む)
同軸ケーブル用中空コア体の製造装置
【課題】 単一の成形ダイスで中空コア体を製造すること。
【解決手段】製造装置は、成形ダイス20と冷却装置とを備え、冷却装置は、風例筒42と水冷却装置46とを有している。成形ダイス20は、フランジと先端凸部とを有し、凸部には、内部導体の挿通用中心孔が設けられている。中心孔の外周には、内環状孔が設置され、内環状孔の外周から、当角度間隔で外方に向けて放射状に延びる直線状孔が設けられている。直線状孔の外端間には、これらを連結する外環状孔が設けられている。このようなダイス20を用い、中心孔内に内部導体を挿通させながら、内,外環状孔、直線状孔から溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却装置で冷却固化させると、中空コア体が得られる。
(もっと読む)
中空構造板及びその製造方法
【課題】特定位置に任意の厚さの薄板部を形成することが可能な中空構造板及びその製造方法を提供する。
【解決手段】マトリクス状に中空状の凸部2a,3aが形成された熱可塑性樹脂シート2,3の両側に、熱可塑性樹脂からなる1対の表面材5,6を積層し、更に必要に応じて表面材5,6の一方又は両方に面材を貼付したものの特定領域に、切り込み7を形成する。そして、この切り込み7を境に一方の領域を押圧して薄板部10を形成し、切り込み7を境界として厚板部と薄板部10とが設けられている中空構造板とする。また、その際、切り込みを形成する工程及び押圧する工程を常温で行う。
(もっと読む)
繊維強化樹脂シートおよびその製造方法
【課題】バリア層を確実に最外表面として、容易に貼着施工できるコンクリート構造物の補修・補強用繊維強化樹脂シートを提供する。
【解決手段】バリア層用透明硬化性樹脂組成物(A)を硬化してなる非通気性のバリア層と、補強繊維によって所定の開口部が形成されたメッシュ体10にバリア層と相溶性を有する本体用透明硬化性樹脂組成物(B)を含浸・硬化させた繊維強化樹脂本体層とを、積層一体化させてなる透明性繊維強化樹脂シートを含むコンクリート構造物の補修又は補強用繊維強化樹脂シート100であって、該バリア層の表面には第1離型フィルムが、該繊維強化樹脂本体層の表面には第2離型フィルムが積層されてなる連続状のシート状物を、該第1離型フィルム側(バリア層側)を外側にしてロール状に巻取られてなるコンクリート構造物の補修又は補強用繊維強化樹脂シート100である。
(もっと読む)
繊維強化樹脂シートの製造方法および繊維強化樹脂シート
【課題】コンクリート構造物表面の経時観察が可能であって、施工時に未硬化の接着剤の漏出等のない補強又は補修用の繊維強化樹脂シートの製造方法及び繊維強化樹脂シートを提供すること。
【解決手段】(1)キャリアフィルム上又は該キャリアフィルム上に形成されたバリア層上に、本体用透明硬化性樹脂組成物(A)を塗布する液層形成工程、(2)メッシュ体を、前記本体用透明硬化性樹脂組成物(A)と相溶性を有し、かつ粘度50〜15000cPの予備含浸用透明硬化性樹脂組成物(B)が注入された含浸槽に浸漬させつつ走行させ、次いで樹脂液を保持したメッシュ体を含浸ローラー間に通して、ローラー線圧5〜30N/cmで含浸・脱泡する予備含浸工程、(3)前記本体用透明硬化性樹脂組成物(A)の液層上面から前記予備含浸用透明硬化性樹脂組成物(B)が含浸されたメッシュ体を前記液層中に進入させ、さらにその上面に第1のカバーフィルムを載置して、キャリアフィルム上又は該キャリアフィルム上に形成されたバリア層との間に挟み込んでメッシュ体に本体用透明硬化性樹脂組成物(A)を含浸する本含浸工程、及び(4)前記予備含浸用透明硬化性樹脂組成物(B)及び本体用透明硬化性樹脂組成物(A)を硬化する硬化工程、を含む繊維強化樹脂シートの製造方法である。
(もっと読む)
11 - 20 / 203
[ Back to top ]