
株式会社フジキカイにより出願された特許
21 - 30 / 129
横形製袋充填機の物品供給コンベヤ
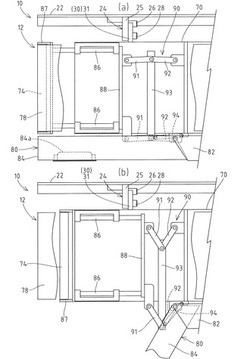
【課題】ベルトコンベヤのメンテナンス作業を簡便にする。
【解決手段】供給コンベヤのベルトコンベヤ12は、可動プーリ74を無端ベルト78に対して進退動可能に支持する進退機構90と、ベルトコンベヤ12の手前側面に対して水平回動可能に設けられると共に進退機構90に連係された操作カバー84とを備えている。ベルトコンベヤ12は、操作カバー84の開放操作に連係して可動プーリを緩み位置に移動するように進退機構90が作動されると共に、操作カバー84の閉成操作に連係して可動プーリ74を張り位置に移動するように進退機構90が作動される。
(もっと読む)
テープ貼付装置

【課題】貼付アームから垂れ下がった粘着テープの始端部を吸着状態に自動復帰させる。
【解決手段】貼付アーム32の先端部に、粘着テープ16の始端部16aを吸着保持する第1吸着部48が設けられる。貼付アーム32における第1吸着部48よりテープ引出し経路の上流側に、テープ引出し経路より上方に位置するようにエア吹出し手段60が配設される。吸着不良が発生して粘着テープ16の始端部16aが貼付アーム32から垂れ下がった状態で、エア吹出し手段60からアーム先端に向けてエアが噴出される。このエア噴出によって第1吸着部48の周辺の気圧が低下して負圧が発生し、垂れ下がっていた粘着テープ16の始端部16aは第1吸着部48に引き寄せられて該第1吸着部48による吸着状態に復帰する。
(もっと読む)
製袋充填機におけるシール装置
【課題】筒状フィルムの搬送路を挟んで対向する一対のシール体が筒状フィルムを挟持した状態で筒状フィルムの搬送方向に直線的に移動し得る簡素な構成からなる製袋充填機におけるシール装置を提供する。
【解決手段】作動体14の回転により、上下のシール体8,9が押圧体26に連係して両シール体8,9の対向方向及び筒状フィルムの搬送方向に移動する。この対向方向の移動において、両シール体8,9が当接しても、押圧体26は作動体14の回転によって移動することで、コイルばね34が下シール体9を付勢し、両シール体8,9が対向方向における噛合位置を維持した状態で筒状フィルムの搬送方向へ直線的に移動して筒状フィルムに所定のシール圧を付与する。
(もっと読む)
包装方法およびその装置
【課題】安価な包装コストで弁機能を備えた袋詰品を得ることが可能な包装方法およびその装置を提供する。
【解決手段】フィルムロール26から引き出した帯状フィルムFの一方の端縁部に、塗布手段44でシリコーンオイルSを塗布する。製袋手段34に供給した帯状フィルムFを、両端縁部がシリコーンオイルSの塗布面を内側で重合するように筒状に成形すると共に合掌状の重合部12を形成する。不織布ロール30から引き出した不織布24を、重合部12の内側基部を跨ぐようにフィルム内面に加熱溶着する。筒状フィルムFaの重合部12に縦シールを施すことで、縦シール部14に部分溶着部をシリコーンオイルSの塗布部位に形成すると共に、残りの部位に気密溶着部を形成する。筒状フィルムFaを、縦シール部14の部分溶着部を挟む上下位置で、不織布24と共に気密の横シールを施すと共に切断する。
(もっと読む)
食パンスライサにおけるブレードの保守装置
【課題】食パンスライサの運転中にブレードへの切りカスの付着を防いで、作業者の手作業での除去作業を不要として、必要最低限のメンテナンスによってブレードの切れ味の低下を抑制し得る。
【解決手段】第1ドラム10の周囲に、ブレード13の表面に当接可能なカス取り部材18,18、スクレーパ17およびオイル塗布部材19,19が、この順でブレード13の走行方向の上流側から下流側に配置される。スクレーパ17、カス取り部材18およびオイル塗布部材19の夫々は、間隔調節機構でブレード13の間隔を調節可能な最大の間隔調節領域に亘って延在する。スクレーパ17、カス取り部材18およびオイル塗布部材19は、対応する作動手段20,31,32,48,49の作動によってブレード13に当接する作用位置と離間する退避位置との間を移動する。
(もっと読む)
食パンスライサ
【課題】処理速度を高速にした場合においても、ブレードへの食パンの連続的な搬送を途切らすことなく、食パンのブレード通過速度を可及的に低速に設定し得る。
【解決手段】第1の押送部材46および第2の押送部材50とは、移動方向に隣り合うように独立して走行するよう対応する第1の無端チェン38および第2の無端チェン40とに配設される。切離しコンベヤ16から食パン12を受け取った第1の押送部材46は、第1速度でブレード10でのスライス位置Sまでの間で相互に圧接される食パン12を押送する期間中は第1速度より低速の第2速度で前進移動する。そして、後続の食パン12が第2の押送部材50で押送されて第1の押送部材46で押送される先行の食パン12の後端に当接し、第2の押送部材50が第2速度で該食パン12を押送して加圧開始する時期に合わせて第1の押送部材46が食パン12の押送を解除して搬送路Cから退避する。
(もっと読む)
包装袋
【課題】簡単な構成でガスを排出し得ると共に気密性を確保し得る包装袋を提供する。
【解決手段】包装袋10は、フィルムの端縁を重合した重合部12の延在方向の両端部に、横シール部20が形成される。重合部12は、気密性の縦シールが施された縦シール部14と、袋の内部と外部とを連通可能な通路18がフィルム間に形成された通路形成部16とを有する。また袋内側には、重合部12における内側端縁12aを全長に亘り跨ぐように不織布24が貼着される。更に、通路形成部16には、通路18を閉塞可能なシリコーンオイルが充填してある。袋内部の圧力が所定圧まで高まった際にはシリコーンオイルによる通路18の閉塞状態が解除され、該通路18からガスの排出を許容する。そして、袋内部の圧力が低下すると通路18が再びシリコーンオイルで閉塞された状態に戻る。
(もっと読む)
テープ貼付装置
【課題】従来装置より多くの品種の容器に対応し得るテープ貼付装置を提供する。
【解決手段】導入コンベヤ12と搬送コンベヤ14との渡り部の左右両側に、渡り部に位置する容器10に粘着テープ16を貼付する貼付アーム68が夫々配設される。導入コンベヤ12は、搬送終端となる終端移動プーリを備えた移動フレーム22が固定フレーム20に対して搬送方向に沿って水平移動可能に配設される。移動フレーム22を上流側に水平移動することで、導入コンベヤ12の搬送終端と搬送コンベヤ14の搬送始端との間に、貼付アーム68の容器底面側の移動空間を確保する間隙が画成される。すなわち、渡り部に位置する容器10の上面に粘着テープ16の始端部を貼付した貼付アーム68を、容器側面に沿って移動した後に容器底面側の移動空間を移動することで、容器底面に粘着テープの終端部を貼付し得る。
(もっと読む)
テープ貼付装置
【課題】従来装置に対して多品種のテープ貼付態様に柔軟に対応し得るテープ貼付装置を提供する。
【解決手段】導入コンベヤ12と搬送コンベヤ14との渡り部の左右両側に、渡り部に位置する容器10に粘着テープ16を貼付する貼付アーム68が夫々配設される。各貼付アーム68は、横行用駆動モータ80により作動される横行機構70および昇降用駆動モータ86で作動される昇降機構72により夫々独立して動作するよう構成される。そして、容器10に対する粘着テープ16の貼付態様に応じて左右の貼付アーム68,68を夫々独立して動作することで、容器10の左右で粘着テープ16の貼付数が異なる品種の容器10に対応して任意の貼付位置、貼付数となるように粘着テープ16を貼付することができる。
(もっと読む)
製袋充填機におけるシール温度制御装置
【課題】シール体の温度を目標シール温度付近で安定させるための設定を、極めて簡単に自動設定する。
【解決手段】製袋充填機は、シール体24,30による目標シール温度を包装品種ごとに設定する設定手段40と、シール体24,30の温度を検出する温度検出手段28,36と、シール体24,30の温度が、温度検出手段28,36により検出された温度に基づき、適正シール温度内になるように、ヒータ26,34で該シール体24,30を加熱する温度調節手段38を備えている。制御手段42は、フィルム14の搬送状況に応じて、温度調節手段38によって、温度検出手段28,36で検出しサンプリングした温度が包装品種ごとに設定された目標シール温度に対応した適正シール温度の範囲内になるように温度制御信号を生成して、シール体24,30を加熱する温度補正運転モードを備えている。
(もっと読む)
21 - 30 / 129
[ Back to top ]