
日鐵住金溶接工業株式会社により出願された特許
81 - 90 / 172
被覆アーク溶接棒用Mg合金粉および低水素系被覆アーク溶接棒
【課題】溶接金属の低温靭性が良好で、かつ溶接作業性を満足しつつ、被覆剤の耐脱落性に優れる被覆アーク溶接棒用Mg合金粉およびこれを使用した低水素系被覆アーク溶接棒を提供する。
【解決手段】被覆アーク溶接棒を製造する際に被覆剤に添加されるMg合金粉であって、Mgを13〜36質量%、Siを33〜56質量%、Feを15〜45%質量%含有し、かつ平均粒径が50〜200μmであることを特徴とする。またこのMg合金粉を、被覆剤全質量に対して3〜17質量%含有する低水素系被覆アーク溶接棒。
(もっと読む)
倣い溶接装置
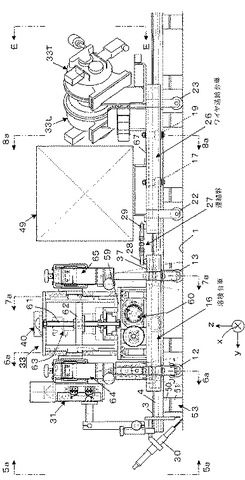
【課題】 可搬性を高くする。溶接パワーが大きい曲り厚板溶接の品質を高くする。作業員操作の簡易化。
【解決手段】 上下,左右方向z,xに可撓性があって鋼板の上下,左右方向の傾斜と同じく傾斜したラック付きレール4を、挟持する倣いローラを含むレール倣い装置9と、ラック3に噛合うピニオン10を含む走行駆動装置11と、鋼板に乗る車輪と、を備え、鋼板で下支持される溶接台車16;レールを挟持する倣いローラを含むレール倣い装置21と、鋼板の上面に乗る複数の車輪と、を備え、鋼板で下支持されるワイヤ送給台車26;連結分離が可能な台車連結手段27;溶接台車に搭載された倣いセンサ30;溶接トーチ32および倣いセンサが検出した開先位置に溶接トーチを位置合わせするトーチ倣い装置33;および、ワイヤ送給台車に搭載され溶接トーチに溶接ワイヤを送給するワイヤ送給装置36;を備える倣い溶接装置。
(もっと読む)
2電極すみ肉ガスシールドアーク溶接方法

【課題】プライマ塗装鋼板を溶接速度が1m/min以上の2電極高速水平すみ肉ガスシールドアーク溶接方法の提供。
【解決手段】先行電極と後行電極の電極間距離を10〜40mmとし、後行電極のトーチ角度が下板に対して0〜60°で溶接進行方向に対して1〜25°の前進角にして、ワイヤ全質量に対する質量%でフラックスに、Ti酸化物:TiO2換算値で1.5〜2.8%、Si酸化物:SiO2換算値で0.4〜1.2%、Zr酸化物:ZrO2換算値で0.1〜0.5%、Si:0.6〜1.2%、Mn:2.0〜3.0%、Al:0.3〜1.0%、但し、Ti酸化物のTiO2換算値/Al≧2.0、弗素化合物:F換算値で0.01〜0.07%、NaおよびK:Na2O換算値およびK2O換算値の合計で0.10〜0.025%を含有するフラックス入りワイヤを先行電極および後行電極に用いて溶接する。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 スパッタ付着量の低減およびアンダーカットや止端部の膨らみがない良好なビード形状が得られる黒皮鋼板の2電極高速水平すみ肉溶接に適したガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 鋼製外皮のC:0.03質量%以下、ワイヤ全質量に対する質量%で、フラックスに、Ti酸化物:TiO2換算値で1.8〜2.8%、Si酸化物:SiO2換算値で0.4〜1.0%、Zr酸化物:ZrO2換算値で0.2〜0.5%、Fe酸化物:FeO換算値で0.1〜0.6%、さらに、鋼製外皮とフラックスの合計で、Si:0.3〜1.2%、Mn:1.5〜3.5%、Al:0.4〜1.0%、NaおよびK:Na2O換算値およびK2O換算値の合計で0.10〜0.25%、弗素化合物:F換算値で0.02〜0.08%を含有し、残部はFe成分からなることを特徴とする。
(もっと読む)
ガスシールドアーク溶接用鋼ワイヤ
【課題】 長尺のコンジットライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまで良好なワイヤ送給性およびアークが安定した溶接を行うことができるガスシールドアーク溶接用鋼ワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用鋼ワイヤ表面に常温で液体である潤滑油の1種以上の基油に二硫化モリブデンを8〜30質量%、油溶性高分子化合物の1種以上を5〜15質量%含有し、その他不可避不純物からなる送給潤滑剤がワイヤ10kg当たり0.5〜3.0g付着していることを特徴とする。また、送給潤滑剤にリン脂質を1〜10質量%さらに含むことも特徴とするガスシールドアーク溶接用鋼ワイヤ。
(もっと読む)
亜鉛めっき鋼板のプラズマ溶接方法
【課題】 亜鉛めっき鋼板のプラズマ溶接において、インサートチップの、ヒュームの付着および亜鉛蒸気の付着による、合金化を防ぎ長時間安定した溶接が行う。
【解決手段】 亜鉛めっき鋼板のプラズマ溶接方法において、インサートチップ先端のプラズマガス噴出孔周囲に設けた複数のサイドプラズマガス噴出孔からプラズマガスを噴出しながら溶接することを第1の特徴とする。インサートチップ先端のプラズマガス噴出孔の直径が1.6〜4.0mm、サイドプラズマガス噴出孔の直径が0.5〜1.5mmであることを、第2の特徴とする。サイドプラズマガス噴出孔が、プラズマガス噴出孔を中心とする円上に等ピッチで分布する3〜6個であることを第3の特徴とする。
(もっと読む)
パルスMAG溶接用ソリッドワイヤ
【課題】薄鋼板の溶接部材とのなじみが良く、ギャップが広い場合でもビード幅の広い良好な溶接ビードが得られるパルスMAG溶接用ソリッドワイヤを提供する。
【解決手段】ワイヤ全質量に対する質量%で、Si:0.10%未満、C:0.01〜0.15%、Mn:1.80〜2.50%、S:0.001〜0.070%を含有し、P:0.030%以下、O:0.010%以下で、その他はFeおよび不可避的不純物よりなることを特徴とする。また、TiおよびAlの1種または2種の合計を0.20%以下含有することを特徴とする。さらに、Moを0.30%以下含有することも特徴とするパルスMAG溶接用ソリッドワイヤ。
(もっと読む)
溶接用ワイヤの装填物
【課題】複数のペール容器に収納された溶接用ワイヤを連続して使用する場合において、溶接用ワイヤが押え板とワイヤ積層体との間から飛び出してもつれることがなく、円滑に取り出して溶接部へ送給することを可能とした溶接用ワイヤの装填物を提供する。
【解決手段】ペールパック1内に溶接用ワイヤがループ状に積層され、このワイヤ積層体9の上端に環状の押え板4が載置され、溶接用ワイヤの使用に当たって溶接用ワイヤ始端部7が押え板の内側から引き出されるものである溶接用ワイヤの装填物において、前記押え板は外周の一部に切り欠き部10を有し、積層された溶接用ワイヤの終端部6はペールパック内壁面に沿って上方に導かれ、押え板における前記切り欠き部を有する個所の下部を介して押え板の内側5から引き出されてペールパック上方の内壁面に取り付けられている。
(もっと読む)
ステンレス鋼溶接用フラックス入りワイヤおよびその製造方法
【課題】 ステンレス鋼溶接用フラックス入りワイヤに係わり、溶接した際に生成するスラグ中の水に可溶性の6価Cr量の低減を図ったステンレス鋼溶接用フラックス入りワイヤおよびその製造方法を提供する。
【解決手段】 オーステナイト系ステンレス鋼外皮内にフラックスが充填され、該外皮およびフラックスに含有されるCrを合計で12〜32質量%含有するステンレス鋼溶接用フラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、外皮およびフラックスに合計で、Nを0.005〜0.06%、Na化合物およびK化合物のNa換算値およびK換算値の1種または2種の合計で0.01〜0.5%を含有し、Caが0.01%以下で、前記Cr、N、Na換算値、K換算値およびCaが下記式のD値で60以下であることを特徴とする。
D=1.5Cr−800N+1950Ca+87(Na+K)・・・(式)
(もっと読む)
ガスシールドアーク溶接用ルチール系フラックス入りワイヤ
【課題】全姿勢溶接において良好なビード形状が得られるとともに、アーク状態が良好でスパッタ発生量が少ないなど溶接作業性が良好で溶接作業者技量を要することなく高能率に溶接することができるガスシールドアーク溶接用ルチール系フラックス入りワイヤを提供する。
【解決手段】ワイヤの直径が1.25〜1.34mmで、ワイヤ全質量に対して、フラックスに、Ti酸化物のTiO2換算値:5.1〜7.0%、SiO2:0.4〜1.0%、ZrO2:0.2〜0.8%、金属弗化物のF換算値:0.02〜0.15%、Mg:0.05〜0.5%を含み、かつ鋼製外皮とフラックスの一方または両方にAlとAl2O3のAl換算値の合計:0.2〜1.2%を含有させる。
(もっと読む)
81 - 90 / 172
[ Back to top ]