
株式会社岡本工作機械製作所により出願された特許
51 - 60 / 161
半導体基板の平坦化加工装置およびそれに用いる仮置台定盤
【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置、およびそれに用いる仮置台定盤の提供。
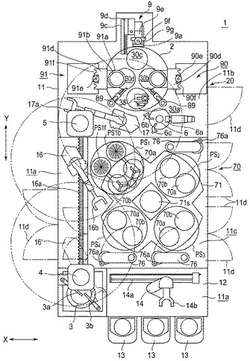
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、裏面研削加工ステージ室11bに各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
半導体基板の平坦化加工装置および平坦化加工方法

【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、裏面研削加工ステージ室11bに各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
シリコンインゴットの円筒研削装置および円筒研削方法
【課題】 被研削材の円筒研削加工時間を短縮できる円筒研削方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11aと前記カップホイール型砥石の直径より10〜25mm小さい直径のカップホイール型砥石11gを軸承する前後移動可能な砥石軸11aを、これら砥石軸11a,11aの軸芯11oが同一直線上にあり、かつ、この同一直線は前記ワーク軸に対し直角になる位置に設けた円筒研削装置1を用いて、クランプ機構7a,7bに支架された回転している円柱状ワークwに切り込みを掛け、ついで、回転している円柱状ワークwを横方向に移動させながら前記カップホイール型砥石11g,11gでトラバース研削加工する。
(もっと読む)
シリコンインゴットの面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】角柱状インゴットの4隅Rコーナ部の円筒研削加工を1個の研削車9gで、角柱状インゴットの4側平面の面取りを一対の粗研削砥石10g,10gで同期制御研削加工行ったのち、その面取り面4面を一対の精密仕上げ研削砥石11g,11gで同期制御研削加工して面取りを完成させるインゴットの面取り加工装置1。
(もっと読む)
半導体基板の平坦化加工装置および平坦化加工方法
【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化装置の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、裏面研削加工ステージ室11bに各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化装置1。
(もっと読む)
機上画像計測システムを備えたNC研削装置
【課題】 寸法精度の優れる研削加工ワークを与える。
【解決手段】 機上画像計測7,8システムおよびエアブロー機器6を備えたNC研削装置1。
(もっと読む)
研削加工ワークの補正研削加工方法
【課題】被研削加工ワークの補正研削加工時間を短縮でき、かつ、寸法精度の優れる加工ワークを与える。
【解決手段】機上画像計測システムおよびエアブローを備えたNC研削装置を用いて、ワークの測定基準位置と公差を数値制御装置に入力した後に砥石によるワークの研削加工を開始し、ついで、研削加工を終了させて得られた研削加工ワークにエアブローしながら公差を測定し、補正研削加工プログラムを作成した後、補正研削加工を行う。
(もっと読む)
データロガー装置
【課題】 哺乳類、爬虫類、両生類、鳥類、魚類、甲殻類、軟体類等の移動体に付帯させて移動体の姿勢や環境データなどを蓄積するコンパクトなデータロガー装置の提供。
【解決手段】 メモリ装置103とサーミスタ104と圧力センサ105と3軸加速度センサ201と中央演算装置(MCU)203を搭載するデータロガー装置100。温度、圧力の環境データとともに、移動体の姿勢のデータも採録できる。
(もっと読む)
複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できる複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、ワークテーブルの中心点31cと粗研削砥石26aの直径方向と仕上研削砥石26bの直径方向を含む鉛直平面上に、かつ、ワークテーブルの中心点31c位置が、研削加工開始時待機位置の前記粗研削砥石の中心点25aと前記仕上研削砥石の中心点25bから等距離の位置に砥石26a,26bを配置してなり、砥石軸に超音波発信器49を備えさせた複合平面研削装置1。砥石の交換をすることが不要であり、砥石軸を超音波振動させることにより被研削材と砥石間の研削屑の離脱を容易とするので、研削加工時間を短縮できる。
(もっと読む)
クレードル式傘歯車創成装置およびそれを用いて傘歯車を製造する方法
【課題】表面粗さの値が小さい歯形、歯筋を有する傘歯車を創成する。
【解決手段】 ワーク軸Wをクレードル軸ACRに対して傾け、前記ワーク軸に固定された台形円錐状ワーク10をクレードルで揺動させながらこの台形円錐状ワーク外周面に切削工具軸Tに回転可能に軸承された切削工具3を前進・当接・回転させて前記ワーク外周面に歯形、歯筋を創成するクレードル式傘歯車創成装置1であって、前記回転および前進する切削工具軸Tに超音波振動を付加する超音波発生装置9を設ける。
(もっと読む)
51 - 60 / 161
[ Back to top ]