
武州瓦斯株式会社により出願された特許
1 - 9 / 9
サドル形エレクトロフュージョン継手用のクランプ
【課題】外径60mm以上のエレクトロフュージョンサドル継手をプラスチック管にクランプによって固定する際、主管部でのプラスチック管との密着性を向上させて該部での融着不良を解消する。
【解決手段】サドル継手11とプラスチック管3を固定するクランプ14は、サドル継手11の主管部2aに通し、サドル部2bに上方より被せて装着され、凸状に湾曲した内周面で主管部両側の湾曲したサドル部2bを押える上締め金具15と、下向きに凸状の半円形をなしてプラスチック管3に下方より当てがわれる下締め金具7よりなり、両締め金具7、15を締結すると、上締め金具15の内周面でサドル部2bを押え締着する。
(もっと読む)
シール方法とホールソー

【課題】大口径の熱可塑性樹脂製のガス管に分岐管を電気融着又は熱融着し、ついで分岐継手を通してガス管に穿孔したのちの分岐継手のシール方法において、シャッター装置やシールプラグを用いることなく、シールが簡便に施工性よく行えるようにする。
【解決手段】ホールソー15にはoリング16が装着され、ガス管1への穿孔後、継手14のトランク12内でホールソー15を引出し、oリング16をトランク内周面に接触させてシールする。
(もっと読む)
ガス供給装置
【課題】供給圧力を幅広い範囲で調節自在とするとともに、その調節の際に、原料ガスと空気との混合比率を所定の範囲内に維持し得るようにする。
【解決手段】中圧調整器2、低圧ガバナ5、上下限圧遮断コントローラ11、昇圧防止弁12、開閉弁13、開閉弁コントローラ14、空気弁15の各ダイヤフラム16のバネ室17に、ローディング用ガバナ20を介して、コンプレッサ18からの加圧空気を導入することによって、このバネ室17側からの付勢力を高める。これによって、前記中圧調整器2からの原料ガスの出口圧力を高めつつ、前記空気弁15を介しての空気の取り込み量を増やすことができるため、混合ガスの混合比率を所定範囲内に制御するとともに、混合ガスを一時的に貯蔵するクッションタンク4内のガス圧を高めることができる。このため、需要者の幅広い使用規模及び用途に対応してこのガス供給装置を適用することができる。
(もっと読む)
活管分岐遮断工法および分岐継手
【課題】ガスを通したままの既設配管の一部分を管路変更する工事がバイパス管を使用することなしに行え、そのうえ既設配管の偏心穿孔後、切削屑を切削屑受け皿に溜めて取り出すことができ、また既設配管の内部にバッグ式封止部材の挿入作業を可能にする。
【解決手段】既設配管21上の分岐継手22,23に取付けた穿孔機により既設配管21の周壁一部を切除し偏心穿孔を形成して既設配管21と分岐管50とを連通させる。穿孔操作口34にノーブローバッグを取付けて切削屑受け皿の内皿を取外して底抜け口を開け、既設配管21の内部における分岐継手22よりも下流側の位置と分岐継手23よりも上流側の位置にそれぞれ封止部材75を穿孔操作口34、前記底抜け口、偏心穿孔の順に通して挿入する。封止部材75にて封止した状態下で、既設配管21における封止部材75,75どうし間の部分を切断除去する。
(もっと読む)
活管分岐遮断工法
【課題】通ガス中の埋設活管の一部分を管路変更するに際し、小さな掘削面積で、しかも使用すべき部材の点数を削減して、特にバイパス管を使用することなしに、工事を行えるようにする。
【解決手段】通ガス中のガス管21に、管外との間での連通孔27を有し、かつ間に新管26がわたされた一対の分岐管22、23を接合する。ガス管21の管壁を除去することで、ガス管21と分岐管22、23とを連通させる。連通孔27を介して、ガス管21における分岐管22の接合部よりも下流側の位置と分岐管23の接合部より上流側の位置とにそれぞれ封止部材33を挿入する。封止部材33にて封止した状態で、ガス管21における封止部材33、33どうしの間の部分を切断除去する。ガス管21における各切断端部37を閉止し、その後に封止部材33、33を連通孔27から管外に取り出したうえで、連通孔27を閉止する。
(もっと読む)
エレクトロフュージョン継手
【課題】大口径用のエレクトロフュージョンサドル継手において、継手への通電時間が長くなり、サドル部表面まで加熱されて例えサドル部表面が軟化し、溶融するようなことがあっても、クランプによる押付け力を確保し、融着界面の圧力を確保して継手とプラスチック管との融着を確実に行うことができるようにする。
【解決手段】サドル部3の外周面にサドル部3が当てられるプラスチック管7の管軸方向に沿って周方向に適当間隔でリブ14を形成する。
(もっと読む)
サドル系の電気融着継手と、電気融着方法
【課題】サドル部の肉厚を適正な範囲とし、かつ単位融着面積当り必要な電気エネルギー量を付与して適正な融着を行うことができる大口径用のサドル系の電気融着継手を提供する。
【解決手段】スピゴット12に対応する孔14の周りに電熱線を渦巻状に巻込んでなる融着部15a、15bを同心円状に設けると共に、融着部15a、15b間に幅10mm以上のコールドゾーン15cを設けた熱可塑性樹脂製シート16をインサートして成形したサドル継手。
(もっと読む)
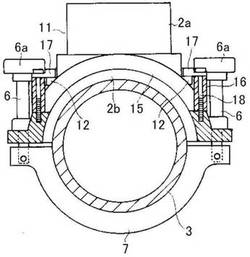
サドル形エレクトロフュージョン継手とクランプ
【課題】外径60mm以上のエレクトロフュージョンサドル継手をプラスチック管にクランプによって固定する際、主管部でのプラスチック管との密着性を向上させて該部での融着不良を解消する。
【解決手段】サドル継手11には主管部2aの基部外周に上面を平坦部とした突起部12を対称位置に形成する。サドル継手11とプラスチック管3を固定するクランプ14は、サドル継手11の主管部2aに通し、サドル部2bに上方より被せて装着される、四隅にフォーク部4を備えた上締め金具15と、下向きに凸状の半円形をなして両端に締込用のロッド6を開閉可能に軸着した一対の下締め金具7よりなり、上締め金具15には突起部12と対向する箇所にそれぞれ取付部16を介して平坦な押え部17が一対のボルト18にて固着される。電気融着時にはクランプ14の押え部17がサドル継手11の突起部12を押え、界面圧力に抗した押圧力を付与する。
(もっと読む)
分岐継手
【課題】プラスチック管との接続が熱融着によって行われ、高い内圧を負荷したときでも変形したり、ガス洩れを生ずることのないガス管用のサドル継手を提供する。
【解決手段】サドル部4と、該サドル部4より立上がり、図示しない分岐管が接続される円筒部5からなり、該円筒部5の肉厚の基部5aには、該基部5aを補強する円環状の鋼製インサート6が埋設される。
(もっと読む)
1 - 9 / 9
[ Back to top ]