
Fターム[2B250FA23]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 曲げ・折り曲げ (63)
Fターム[2B250FA23]に分類される特許
1 - 20 / 63
鏡面化粧板
【課題】 端部にコーナーアール等の小さな曲面加工が施され、かつ高い鏡面性を有する鏡面化粧板を提供する。
【解決手段】 基材上に鏡面化粧シートが設けられた鏡面化粧板であって、
前記鏡面化粧シートが、厚さ50〜300μmでヘイズ値が1%未満の透明樹脂フィルムと、厚さ200〜900μmの樹脂フィルム層とが、加飾層を介して積層され、総厚が400〜1000μmであり、鏡面化粧板の少なくとも一端がダイレクトポストフォーム加工により曲面加工された鏡面化粧板により、小さな曲面加工が施されていても高い鏡面性を実現できる。
(もっと読む)
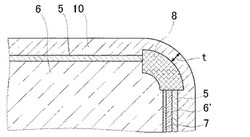
筒状材およびその製造方法

【課題】特別に高度、複雑かつ高コストの処理方法を用いることなく、より簡易かつ低コストにて木材に筒状加工を施すことができ、プラスチック材料にも代替可能な、筒状材を提供する。
【解決手段】筒状材10は、木材板が曲げられて筒状に形成されたものであって、木材板の木目の方向が、筒状材10の軸方向と同じであり、製造過程において木目横断方向に構造保持用のマスキングテープ5が貼着されて、最終的に形成されるものである。マスキングテープ5の具体的な仕様や貼着方法は、特に限定されない。
(もっと読む)
化粧材の製造方法
【課題】角部の両側で表面柄や材質を自由に選択して異ならせることができる化粧材の製造方法を提供する。
【解決手段】表面柄が互いに異なる第1および第2板材12、14の側面12a、14aを、互いの表面を面一とした状態でそれぞれ当接させ、当接状態を維持しつつ、裏面から、第1板材12と第2板材14との当接面22にその溝底部20aが一致した状態で、両板材12、14の表面あるいはその手前近傍に至るV字状の溝20を形成し、溝20に接着剤36を付着させ、然る後、溝20を閉じて互いに固着させることにより、上記課題を解決することができる。
(もっと読む)
化粧材の製造方法
【課題】生産性および歩留まりが良く、さらには厚さや材質が異なる複数種類の基材も使用することのできる化粧材の製造方法を提供する。
【解決手段】第1板材12および第2板材14の表面を面一とした状態で、当該第1板材12の表面とで鋭角を成すテーパー面60が形成された第1板材12の側面12aと、これに対向する第2板材14の側面14aとを互いに当接させ、当接状態を維持しつつ、第1板材12の表面から第2板材14の表面にかけて可撓性を有するテープ材28を貼り付け、裏面から、両板材12、14の当接面22にその溝底部20aが一致した状態で、両板材12、14の表面あるいはその手前近傍に至るV字状の溝20を形成し、溝20に接着剤36を付着させ、然る後、溝20を閉じて両板材12、14を互いに固着させ、最後にテープ材28を剥がすことにより、上記課題を解決することができる。
(もっと読む)
ステアリングホイール
【課題】ステアリングホイールの被覆部材を竹で製作した際に、被覆部材を加工し易くする。
【解決手段】ステアリングホイールでは、竹部材30が円弧状に湾曲されている。ところで、竹の内部では、竹の外皮側部分における道管密度が竹の内皮側部分における道管密度に比べて高いため、竹の外皮側部分は竹の内皮側部分より硬い。また、竹片40内では、内面40B側の部分に竹の内皮側部分が配置され、外面40A側の部分に竹の外皮側の部分が配置されている。したがって、竹部材30を曲げる際には、竹片40の外面40Aを外側にして曲げるほうが、竹片40の内面40Bを外側にして曲げるより曲げ易い。ここで、竹片40の内面40Bは、竹部材30の径方向内側に配置されている。このため、竹部材30を曲げる際には、竹部材30を曲げ易くできる。したがって、竹部材30を竹で製作する際に、竹部材30を加工し易くできる。
(もっと読む)
表面層材料及びメラミン化粧板
【課題】 メラミン化粧板の表面硬度を維持しつつ、3R以下の曲げ成形が可能な、アルミニウム層を有するメラミン化粧板に用いられる表面層と、これを用いてなるメラミン化粧板を提供する。
【解決手段】 表面層、又は表面層とアルミニウム層とを有する化粧板に用いられる表面層材料であって、表面層基材にはメラミン樹脂(A)と、ウレタンアクリル樹脂(B)とが担持されてなり、表面層基材の意匠面である第一の面から離れるに従い、メラミン樹脂の含有率が漸次減少し、ウレタンアクリル樹脂の含有率が漸次増加するものである表面層材料及び表面層材料の第二の面側に、アルミニウム層を積層してなるメラミン化粧板。
(もっと読む)
木材のプレス成形装置および木材を立体状に成形加工する方法
【課題】単純な機構で低コストで構成され、小さな圧力から連続して大きな圧力を印加できる木材のプレス成形装置を提供する。
【解決手段】大きな圧力を発生させる加圧シリンダー1と、成形する上下金型2b,2aと、可動側の金型2bを上下方向に平行に移動させるダイセット装置3bと、この可動側のダイセット装置3bと加圧シリンダー1の間に配置されたスプリング4とで構成された、薄板状の木材シート8を立体形状に成形するプレス成形装置であって、加圧シリンダー1の降下でスプリング4に荷重が印加され、このスプリング4のばね力で可動側のダイセット装置3bが降下し、金型2a,2b内に配置された木材シート状の被成形物8を加圧し、所定の時間スプリング4による被成形物8の加圧が行われた後、更に加圧シリンダー1を降下し続けて、可動側のダイセット装置3bに加圧シリンダー1による圧力が直接作用して所定の時間加圧されるようにした。
(もっと読む)
木製部材、筐体及びその製造方法
【課題】 木製部材のプレス成形における加工歩留まりを向上させる。
【解決手段】 第1の金型151と第2の金型152との間に、樹脂シート120と木製板130とが重ねて配設される。木製板130は、樹脂シート120とともに、第1及び第2の金型151及び152を用いて立体形状にプレス成形される。その後、樹脂シート120は剥離される。樹脂シート120の存在により、金型151と木製板130との間での引っ掛かり等に起因する屈曲部での割れの発生が抑制される。一部の実施形態において、木製板又は樹脂シートの一方に所定パターンで接着剤が配設され、プレス成形時の木製板の折り畳み位置が制御される。
(もっと読む)
建築用造作材および建築用造作材セットの製造方法
【課題】表面材に用いた化粧紙が折り曲げ加工によって破れることのない建築用造作材の製造方法を提供する。
【解決手段】木質基材12の表面に弾性接着剤層14を形成した後、弾性接着剤層14の表面に化粧紙16を配設するとともに、木質基材12に底部18aがV字状の溝18を形成し、然る後、溝18を閉じるようにして折り曲げ加工を行い、このとき、溝18を、木質基材12を切断するが、弾性接着剤層14は切断しない深さに設定し、弾性接着剤層14を、少なくとも折り曲げ加工が行われている間において弾性を有するようにすることにより、上記課題を解決することができる。
(もっと読む)
圧縮成型品の製造方法
【課題】石油系樹脂を使用しない、又は石油系樹脂の使用量が少なくてすみ、機械強度が高く、電子機器の筐体に好適な植物材料を用いた圧縮成型品の製造方法を提供する。
【解決手段】まず、植物を粉砕して植物粉砕物を得る。次に、第1の加圧成型工程を実施し、植物粉砕物に圧力を加えて仮成型体とする。次いで、第2の加圧成型工程を実施し、仮成型体を加熱しながら圧力を加え、植物粉砕物由来の接着成分を析出させる。これによおり、機械強度が高く、電子機器の筐体に好適な植物材料を用いた圧縮成型品が得られる。
(もっと読む)
化粧板
【課題】化粧溝の底部まで化粧シートを密着させつつ、化粧溝のシャープさを損なわない化粧板であって、なおかつ、1枚の基板のみで化粧溝を作製し、台板に加工を必要としない化粧板が望まれていた。
【解決手段】表面に化粧シートが貼着された基板の裏面に、垂直な両側壁面と、基材を略化粧シートに達するまで切削形成された化粧シートに平行な第1水平底部構成面を両側に備え、両第1水平底部構成面からそれぞれ切削溝の開口方向に垂直に立ち上がる2つの第1垂直底部構成面および2つの第2垂直底部構成面と、この第1垂直底部構成面と連接する第1水平底部構成面と平行な第2水平底部構成面と、両第1水平底部構成面と両側壁面との間に逆V字形底部構成面と、逆V字形底部構成面と第2垂直底部構成面とに連接する第1水平底部構成面と平行な第3水平底部構成面とを備えていることを特徴とする化粧板。
(もっと読む)
木質調加飾シート、その製造方法、木質調樹脂成形物およびその製造方法
【課題】樹脂成形物に木質調の格調高い外観を容易に付与することができる木質調加飾シートを提供する。
【解決手段】透明樹脂シート、接着剤層、および、木質層がこの順に積層されて構成され、かつ、前記接着剤層の接着剤の目付が70g/m2以上150g/m2以下である木質調加飾シート。
(もっと読む)
圧縮木製品の製造方法
【課題】木目が自然な感じで連続的に変化し、意匠性にも優れた木目模様を生じさせることができる圧縮木製品の製造方法を提供する。
【解決手段】周回して閉じた周縁部が第1の平面を通過し、かつ前記第1の平面によって分けられる二つの空間の一方にのみ複数の凸状の頂点を含む起伏を有し、かつ前記複数の凸状の頂点のうち任意の二つの頂点は、該二つの頂点を通過するとともに前記第1の平面と直交する第2の平面上で見たとき、前記第1の平面からの高さが高い頂点ほど中心部の近くに位置し、かつ圧縮によって減少する分の容積を加えた容積を有する形状をなすブランク材を形成するブランク材形成工程と、前記ブランク材形成工程で形成したブランク材を軟化させる軟化工程と、前記軟化工程で軟化したブランク材を、大気よりも高温高圧の水蒸気雰囲気中で圧縮することによって略椀状に変形させる圧縮工程と、を有する。
(もっと読む)
圧縮木製品の製造方法
【課題】曲面を含む3次元形状をなし、寸法安定性に優れるとともに意匠性にも優れた圧縮木製品を得る。
【解決手段】略椀状をなす木材からなるブランク材を軟化させる軟化工程と、前記軟化工程で軟化した前記ブランク材に圧縮力を加えることによって前記軟化工程前とは異なる略椀状に変形する圧縮工程と、前記圧縮工程で変形した前記ブランク材の形状を固定化する固定化工程と、前記固定化工程で形状を固定化した前記ブランク材を乾燥させる乾燥工程と、前記乾燥工程で乾燥させた前記ブランク材を大気中で加熱しながら該ブランク材の形状と略相似する形状に整形する加熱整形工程と、を有し、前記乾燥工程後であって前記加熱整形工程前の前記ブランク材が、略椀状における内側面の形状が外側面の形状より前記加熱整形工程後に到達すべき最終形状に近く、かつ前記外側面の表面積が前記最終形状における外側面の表面積より大きくなるようにする。
(もっと読む)
圧縮木製品の製造方法、および圧縮木製品
【課題】開口を有する箱状のブランク材を成形する際に割れを発生することがなく、成形後に適切な強度を付与する。
【解決手段】略長方形の主面を有する平板状の主板部と、前記主板部の周縁から該主板部に対して斜め方向に湾曲して延在し、周回する開口端面を有する側板部とを備えた箱状をなし、木材の繊維方向が、前記主板部の主面と略平行であり、かつ前記主面上で該主面の外縁をなす略長方形の四辺とそれぞれ交差するブランク材を形成するブランク材形成工程と、前記ブランク材形成工程で形成したブランク材を軟化させる軟化工程と、前記軟化工程で軟化したブランク材に圧縮力を加えることによって前記軟化工程前のブランク材よりも容積が小さくかつ前記軟化工程前のブランク材と異なる箱状に変形させる圧縮工程と、前記圧縮工程によって変形したブランク材の形状を固定化する固定化工程とを有する。
(もっと読む)
木材集成板
【課題】温度や湿度等の変化に対して確実に反り難い木材集成板を提供する。
【解決手段】木材の木口方向に対して直角方向へ所定幅で両側端が木口方向を軸として所定振幅且つ所定ピッチで凹凸状に形成された複数の単板2を、幅方向へ接着した木材集成板1であって、凹凸状の両側端を、各単板2の幅をW、振幅をS、及びピッチをPとした時に、振幅Sを0.5W≦S≦2.5Wの範囲内とし、且つ、ピッチPを5W≦P≦10Wの範囲内を満たす波状の曲線に形成する。
(もっと読む)
成形同時加飾繊維成形品とその製造方法
【課題】 美麗な加飾が可能な成形同時加飾繊維成形品とその製造方法を提供する。
【解決手段】 微細な皺を一面に形成し見かけ上の寸法を小さくした易成形用紙1にあらかじめ図柄2を形成し、易成形用紙1を金型3に挟み込み、次いで型締めし、次いで繊維性主材料に高分子結合材および水を添加して混練した混合物を成形材料5として用い、加熱した金型3のキャビティ4内に成形材料5を充填し、次いで金型3のパーティング面の間に0.02〜0.50mmの間隙を形成し、この間隙から前記キャビティ4内で発生した水蒸気を放出除去して成形材料5を乾燥し固化させ、次いで型開きして易成形用紙1が表面に一体成形された繊維成形品6を得るように構成した。
(もっと読む)
伸縮可能な構造体および当該構造体をコア材とするフラッシュパネル
【課題】板基材が有する剛性を最大限に利用でき、且つ、伸展させた際、構造体のセルが均一に開口し、強度に偏りが生じず、さらに、製造が容易である構造体を提供する。
【解決手段】帯状の板基材を、板面同士を対向させて多数積層したこと、前記板基材には、板基材の幅方向に平行な折曲用溝が一定のピッチで設けられており、当該折曲用溝は、前記板基材の上面・下面に交互に開口していること、前記板基材は、偶数枚目の板基材と奇数枚目の板基材との間で折曲用溝の位置がずれるように積層されていること、各板基材の板面は、接着部によって隣接する板基材と連結されており、隣接する二枚の板基材間の接着部は、互いの板基材に向かって開口する溝同士によって挟まれた部分であること、前記折曲用溝の反対側の板面に貼着されたフレキシブルシートにより、板基材が折り曲げ可能に繋がっていることを特徴とする構造体。
(もっと読む)
木製単板容器の製造方法とこれにより製造した木製単板容器ならびに木製単板容器製造ホットプレス装置
【課題】木材単板を金型によりパンク現象を防止しつつ熱圧して形状自由度の大きい木製単板容器を効率よく生産し得る成形技術の実現を目的としている。
【解決手段】金型に挟持される木製単板を熱圧して所定形状の容器に成形する木製単板容器の製造方法であって、前記木製単板は熱圧前又は熱圧時に可塑化するとともに、熱圧に際して水分除去手段により木製単板中の水分除去をなした後、所定時間熱圧を連続して前記所定形状の固定をなすようにした木製単板容器の製造方法を提供して、上記課題を解決する。
(もっと読む)
圧縮用木材および木材の成形方法
【課題】複雑な3次元形状を有する木材を圧縮成形する際にも割れ等の不具合の発生を防止し、歩留まりを向上させることができる圧縮用木材および木材の成形方法を提供する。
【解決手段】略均一な肉厚を有する椀状をなし、内側面および外側面に凹部および凸部を有し、前記凹部の形状が前記凸部の形状よりも前記3次元形状に近い形状をなす圧縮用木材を形成し、この形成した木材に圧縮力を加えることによって所定の3次元形状に成形する。
(もっと読む)
1 - 20 / 63
[ Back to top ]