
Fターム[2B260AA12]の内容
Fターム[2B260AA12]に分類される特許
121 - 134 / 134
樹木竹繊維質の不燃性・細加工技法素材
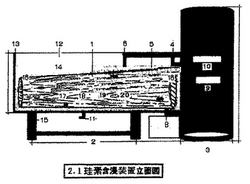
【課題】燃えない、あるいは燃えにくい建築物を作るための素材、とりわけ木材、繊維質材を不燃化する。
【解決手段】原樹木竹繊維質素材1を脱水後、無機物珪酸ソーダ又は無機珪素系粉末5の入った液槽14に浸漬して該アルカリ液20を吸収させ、常温又は乾燥装置で固定して乾燥する。
(もっと読む)
木質樹脂成形体及びそれを用いた化粧材

【課題】熱可塑性樹脂と木質系充填材を含有し、嵌合部を有する木質樹脂成形体において、成形体の細部の忠実な形状が得られ、寸法精度が良く、内部残留応力が少なく、ひけや反りなどの変形が起こり難く、物理強度に優れ、異形押出成形時の成形サイクルが早く生産効率が高い木質樹脂成形体及びそれを用いた化粧材を提供することにある。
【解決手段】少なくとも熱可塑性樹脂と木質系充填材を含有し、嵌合部を有する木質樹脂成形体において射出圧縮成形されてなる木質樹脂成形体であり、また、該木質樹脂成形体が発泡樹脂成形体であり、また、その木質樹脂成形体の表面の一部面若しくは全面に、該木質樹脂発泡成形体に含有される前記熱可塑性樹脂と同種の熱可塑性樹脂を主体とする化粧シートが積層されている化粧材である。
(もっと読む)
木質ボードの製造方法
【課題】ポリエチレングリコールを使用した木質ボードの寸法安定化処理を、加熱装置のような付加的装置を用いることなく、高い作業効率で行い得るようにした、より改良された木質ボードの製造方法を提供する。
【解決手段】木質ボードの原料10をフォーミング用基台2の上に散布してマット状11とし、フォーミングされたマット11を熱圧プレス3により熱圧締する。熱圧プレス直後の熱圧時の熱が残っている状態の木質ボード12にポリエチレングリコールまたはポリエチレングリコールモノメタクリレート5を塗布し、塗布後の木質ボード12aを自然放熱により常温まで冷却する。
(もっと読む)
繊維成形体の製造方法
【課題】効率よくバインダ樹脂が分散した繊維成形体を製造する方法を提供する。
【解決手段】本発明にかかる繊維成形体の製造方法は、繊維と流動性が付与されたバインダ樹脂液とを含む成形原体を、バインダ樹脂が溶融せず且つバインダ樹脂液の液状媒体の沸点±20℃の範囲の温度に加熱すると共に加圧して、前記成形原体中の液状媒体を蒸発させる乾燥工程を備える。成形原体を加圧することで、流動性を有するバインダ樹脂液を繊維間に浸透させ、この状態で、バインダ樹脂液の液状媒体を蒸発させてバインダ樹脂の流動性を失わせ、バインダ樹脂を繊維間に分散した状態で安定化できる。加熱温度を沸点±20℃とすることにより液状媒体の蒸発を緩やかにすることができ、加圧によって繊維やバインダ樹脂液を密着させることにより内部までより早く熱を伝達することができ、液状媒体の蒸発に起因する流れによってバインダ樹脂が移動することを良好に抑制する。
(もっと読む)
建築用基材の製造方法
【課題】 薄くて吸湿による寸法変化や反りが生じ難く、かつ材料損失が少ないことによる低コスト化が可能な繊維板20を用いた建築用基材1の製造方法を提供する。
【解決手段】 型35内に木質繊維5と樹脂接着剤10とを混合充填して加熱圧縮することにより平板状の繊維基板15を形成し、繊維基板15を所定の厚みに裁断して繊維板20を形成した後に、繊維板20と合板30とを接着する建築用基材1の製造方法において、繊維板20の裁断面23の全域に熱硬化性樹脂液25を塗布して、熱硬化性樹脂液25を繊維板20の内部に浸透させるために所定時間繊維板20を保持した後に、熱硬化性樹脂液25が塗布された裁断面23を合せ面として繊維板20と合板30とを重ね合せた状態で加熱することにより、繊維板20と合板30とを接着すると共に、繊維板20の内部に浸透した熱硬化性樹脂液25を硬化させる。
(もっと読む)
パーティクルボード
【課題】 従来のパーティクルボードと同様の機械的強度と木口面の性状、見栄えを備えながら、より軽量化した(比重を小さくした)パーティクルボードを得る。
【解決手段】 内層と表層を備えるパーティクルボードにおいて、内層は15重量%以上のプレーナー屑と残り木材チップを含み、表層は50重量%以上のファイバーと残り木材チップを含む。全体の比重は0.5〜0.55の範囲である。
(もっと読む)
竹製木材及びその製造方法
【課題】高硬度、高密度、高安定性などのメリットを持った竹製材料を提供する。
【解決手段】竹材料から形成され、部分的に竹繊維を切断若しくは変形させた多数の竹薄片を接合材液中に浸漬した後、加圧成型して得た密度1.0〜1.3g/m3、硬度64〜110mpa、静的曲げ強度97〜180mpa、24時間で吸水厚さの膨張率が0.3〜0.45%、ショック粘り強さが114〜140kj/m2であることを特徴とする。
(もっと読む)
木質熱可塑性樹脂組成物及び木質熱可塑性樹脂成形体の製造方法
【課題】 表面にうねりや捻れが少ない幅の広い建材等の成形品を簡単なプレス成形法により成形でき、かつ得られる成形品が木質系原料固有の表面性や暖かみを維持している木質熱可塑性樹脂複合体を用いた成形品の成形方法及びその成形品を得るための木質熱可塑性樹脂複合体を提供する。
【解決手段】 厚み又は幅が1mm以上、長さが10mm未満で且つアスペクト比が3未満の木材破砕チップを20重量%以上含有する木質系原料30重量%〜80重量%、及び熱可塑性樹脂20〜70重量%からなる熱可塑性樹脂組成物を、複数枚の撹拌羽根を設けた混合容器に投入し、撹拌による摩擦熱によって樹脂が溶融され、該樹脂と木質系原料とが混合されて溶融混合物となるまで撹拌し、上記溶融混合物をプレス金型内に投入し、加圧しながら冷却する。
(もっと読む)
圧縮成形木材およびそれを用いた電子機器の外装材
【課題】 圧縮成形木材およびそれを用いた電子機器の外装材において、強度異方性を簡単に低減することができるとともに、外観を向上することができるようにする。
【解決手段】 底面部2の外周に側面部3A、3Bを設けることで、一方が開口した函状に成形された圧縮成形木材1において、側面部3A、3Bの圧縮率を一定とし、それらの木質繊維方向および板厚内の木質繊維長さの少なくともいずれかに応じてそれぞれの板厚を変える。
(もっと読む)
圧縮成形木材およびその製造方法
【課題】 圧縮成形木材およびその製造方法において、板状のブランク木材を圧縮成形して、2次元または3次元の屈曲部を形成する際、外表面の表面性を向上することができるようにする。
【解決手段】 外表面10aを略平面として切り出し、その裏面である内表面10bにおいて、圧縮成形後、屈曲部の凹面が形成される部位に、逃げ溝11bなどを切削して設ける。そして、キャビティ側金型3、コア側金型4を用いて、高温高圧水蒸気雰囲気で圧縮成形する。逃げ溝11bは、成形後、屈曲部の凹面側と凸面側との密度が略等しくなるように除去量を設定する。
(もっと読む)
複合合板及びその製造方法
【課題】点圧力や水分に強く、乾燥・吸湿に対する耐久性に優れ、且つ生産コストを低減させた複合合板の提供にある。
【解決手段】台板32と、前記台板32の一面に貼着された合成樹脂板40とで構成される複合合板30において、前記合成樹脂板40は、木粉1〜60重量%を含有し、かつ厚さ0.1〜1mmのオレフィン系樹脂で形成され、また、水分含有率はほぼ0%(0.1%〜1%)である。またさらに、前記オレフィン系樹脂にはポリプロピレンを使用している。
(もっと読む)
リグノセルロース系製品用エマルジョン、その製造方法、改良リグノセルロース系製品、及びその製造方法
リグノセルロース系製品に耐水性を付与するうえで有用なエマルジョンを提供する。一実施形態では、エマルジョンは不鹸化性ワックス、鹸化ワックス、アルキルフェノール成分、ポリナフタレンスルホン酸の塩などの分散剤/界面活性剤及びカルボキシメチルセルロースを含む。このエマルジョンは分離、凝固することなく温水、場合により沸騰した熱湯に加えることが可能である。エマルジョンの実施形態としては、室温で保存された場合に長期安定性を有し、リグノセルロース系製品の生分解を防止するための防腐殺生物剤を添加する必要がないものである。エマルジョンは室温では流動性を有する液体である。必要に応じて、エマルジョンを防腐剤とともにリグノセルロース系製品に使用して防腐剤の浸出を防止することが可能である。 (もっと読む)
薄板曲げ加工機、その薄板曲げ加工機を使用した薄板曲げ加工方法および木粉混入樹脂製薄板の曲げ加工品
【課題】木粉混入樹脂製の薄板を確実に曲げ加工できる薄板曲げ加工機、および薄板曲げ加工方法を提供する。
【解決手段】薄板曲げ加工機1を、テーブル3と、V字状溝7Aを有し薄板10を載せる雌型部材7と、薄板10を加熱する加熱装置20と、加熱状態の薄板10を押圧してその折り曲げ部10Aに沿って曲げる雄型部材6とを備えた構成とし、雄型部材6の押圧部6B先端に、折り曲げ部10Aを溝7Aの底部に押圧する小径Rを形成する。これにより、薄板を、所定温度で加熱しながら、雄型部材の押圧部先端でV字状溝の底部に押圧して折り曲げ加工を行うので、確実に曲げ加工ができる。その結果、薄板が木粉混入樹脂製であっても、割れやクラックが生じることなく、V字状溝に沿った角部を確実に形成できる。
(もっと読む)
圧密材の製造方法及びその装置
【課題】軟化処理工程での成形用金型内のチップ状材料の加熱時間の短縮、圧密固定処理工程でのプレス圧を低下させることによる作業性の向上、圧密材の製造コストの低廉化、及び、高品質の圧密材の提供
【解決手段】この圧密材の製造装置は、チップ状材料8を充填した圧密成形容器2を処理槽1内に載置し、蒸気導入配管3から高温高圧の加熱用の水蒸気を処理槽1に供給するとともに、チップ状材料8を通過した水蒸気を蒸気排出配管4を通して連続的に排出することにより、高温高圧の加熱用の水蒸気を連続的にチップ状材料8全体に均一に通過させることができる。これにより、チップ状材料8全体を早期かつ均一に軟化温度に加熱することができるから、高品質の圧密材を製造することができる。
(もっと読む)
121 - 134 / 134
[ Back to top ]