
Fターム[2F069BB19]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053) | 鋼板 (17)
Fターム[2F069BB19]に分類される特許
1 - 17 / 17
印字装置および印字方法
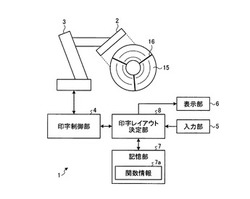
【課題】金属コイルを固縛するバンドに跨って印字することなく、固縛後の金属コイルの表面に対して、印字レイアウトの制約を遵守しつつ情報を的確に印字できること。
【解決手段】本発明の一態様にかかる印字装置1は、バンド16によって固縛された金属コイル15に印字する装置であり、検出部2および印字レイアウト決定部8を備える。検出部2は、金属コイル15の印字対象領域の中から、バンド16の位置等を含む印字不可領域と、この印字不可領域以外の印字可能領域とを検出する。印字レイアウト決定部8は、指示された制約を加味した印字レイアウトと印字可能領域との適合度を所定の評価関数によって評価して、この制約を遵守しつつ印字可能領域に文字群を印字できる印字レイアウトの候補を複数選出し、選出した複数の候補のうち、文字群の印字面積が最大となる候補を印字レイアウトとして決定する。
(もっと読む)
熱間長尺材の長さ測定方法および装置

【課題】熱間圧延後の長尺材がその長さ方向に搬送されつつある時に、その長さを精度良く、しかも安価に、測定することができる、熱間長尺材の長さ測定方法および装置を提供する。
【解決手段】後端センサとしてのロードセル10から搬送ライン下流側に順次所定のセンサ配置間隔で複数のアナログHMD121、122‥‥12nを配置し、最上流側のアナログHMD121を用いて先端検出用の閾値を決定し、該決定した閾値を下流側のアナログHMD122‥‥12nに設定してこれらを先端センサとして用いる。長尺材(鋼管)1の長さは、後端センサ(ロードセル)での後端検出時刻と、その直前に先端検出した先端センサ(アナログHMD)での先端検出時刻と、センサ配置間隔とから算出される。
(もっと読む)
変位センサシステムに適用する拡張ユニット
【課題】センサシステムを構成するアンプユニットから時系列的に得られる計測データに対して所望の解析処理を適用し、その解析結果に対応する出力を生成することが可能なセンサシステムに適用される拡張ユニットを提供すること。
【解決手段】アンプユニットに連装される拡張ユニットには、計測データ蓄積メモリと、伝送ラインを介して到来する計測データを取得して前記メモリに蓄積する計測データ取得手段と、蓄積された一連の計測データを所定のアルゴリズムに従って解析するデータ解析手段と、データ解析結果を判定する判定手段と、判定結果に対応する制御信号を外部へと出力する出力手段とを具備する。計測アルゴリズムが部品化された複数の処理プログラムが拡張ユニットに組み込まれており、パソコンからの指示に従って、処理プログラムが選択され、選択された処理プログラムが所定の順序で実行される。
(もっと読む)
金属帯板の形状測定ロール
【課題】調整が容易で部品の交換だけで長期間使用することができ、金属帯板の幅方向の端部まで精度良く形状を測定することができる金属帯板の形状測定ロールを提供する。
【解決手段】金属帯板が走行するラインに両端が回転自在に支持され前記金属帯板を巻き付けるように設置する金属帯板の形状測定ロール1において、表面に少なくとも1本以上の軸方向溝を形成した内側ロール10と、内側ロール10に嵌合する中空円筒20と、内側ロール10の軸方向溝40内に設置され金属帯板の巻付け圧力を測定する複数のセンサセット30とを備えた。
(もっと読む)
凹凸検出位置呈示装置および凹凸検出位置呈示方法
【課題】 簡単な構成で凹凸が検出された位置を的確に呈示することができる凹凸検出位置呈示装置および凹凸検出位置呈示方法を提供することを目的とする。
【解決手段】 本発明の凹凸検出位置呈示装置は、物体の表面との相対移動により変形を生じることで該物体の表面の凹凸を検出する複数の検出部を有するシート状検出部材と、該シート状検出部材の片面側に位置し複数の発光体を有するシート状呈示部材と、からなる検出呈示本体と、前記シート状検出部材の検出結果に応じて前記発光体を発光させる演算部と、を有する。
(もっと読む)
金属帯の形状測定装置
【要 約】
【課 題】 極薄金属帯の形状を精度良く測定する形状測定装置を提供する
【解決手段】 金属帯を垂直方向に搬送する搬送手段と、金属帯に付加される張力を制御する張力制御手段と、金属帯の搬送速度を測定する速度測定手段と、非接触式距離計によって得られた測定データから金属帯の形状指標を演算する演算手段と、を有する金属帯の形状測定装置。
(もっと読む)
金属帯板の形状測定装置
【課題】単純な構造で精度が良く、その上安価な金属帯板の形状測定ロール及び金属帯板の形状測定装置を提供する。
【解決手段】金属の帯板が走行する設備に両端が回転自在に支持され前記帯板を巻き付けるように配置されるロールにおいて、該ロールの表面には少なくとも1本以上の周方向から傾斜した溝、又は、少なくとも2本以上の円周方向の溝を設けるとともに、前記ロールの軸方向位置には少なくとも1個以上の前記帯板の変位を測定する変位測定手段を備えた。
(もっと読む)
ストリップ又はスラブの幅及び/又は位置を測定するための装置
ストリップ(2)又はスラブの幅(B)及び/又は位置を測定するための装置(1)であって、この装置が、少なくとも2つの測定システム(3,4)を備え、これら測定システムのそれぞれ一方が、ストリップ(2)又はスラブのそれぞれの側(5,6)に配設され、各測定システム(3,4)が、ストリップ(2)又はスラブの側端部(8,9)を検出するために形成されたセンサ(7)を備える、装置において、しっかりとした測定装置を提供し、動的測定を可能にするために、センサ(7)が、ストリップ(2)の長手方向(L)に対して横の方向(Q)に平行移動可能な移動要素(10)に配設されている。  (もっと読む)
(もっと読む)
鋼板の伸び率測定装置および伸び率測定方法
【課題】圧延機の入側および出側に設置した圧延鋼板測長ロールによって圧延鋼板の伸び率を測定する際に、鋼板の波形状によって測長ロールが上下方向に位置変動した量を測定しても、従来よりも高精度に鋼板の伸びを測定する。
【解決手段】鋼板に所定の伸び率を付与する圧延機の入側および出側に、前記鋼板に接触しながら協動する入側測長ロール3および出側測長ロール4を設置し、前記入側測長ロールおよび出側測長ロールそれぞれの回転数を検出する入側ロール回転検出器5および出側ロール回転検出器6を設置し、前記入側測長ロールおよび出側測長ロールそれぞれの位置変位を検出する入側ロール位置検出器7および出側ロール位置検出器8を設置して、前記入側測長ロールおよび出側測長ロールそれぞれの位置変位の測定値、並びに入側および出側での鋼板の移動距離測定値を基にして所定の伸び率演算を行って、鋼板の伸びを測定する。
(もっと読む)
鋼材厚さ測定装置
【課題】構成が簡素であり、しかもコストを低減することができる鋼材厚さ測定装置を提供する。
【解決手段】鋼材厚さ測定装置において、加熱源である光源1と、この光源1から光を導くスリット2と、このスリット2を介して光が照射される一方の表面とこの表面の一方の裏面を有する山形鋼3と、この山形鋼3の一方の表面の温度を計測する熱電対17を有する第1の測定プローブ16と、前記熱電対と同軸上であって、かつ前記山形鋼3の一方の裏面の温度を計測する熱電対11〜15を有する第2の測定プローブ6〜10と、前記山形鋼3の他方の表面の温度を計測する熱電対20を有する第3の測定プローブ19と、前記山形鋼3の周囲の雰囲気温度を計測する温度計21と、前記第1〜第3の測定プローブからの計測値に基づいて、前記山形鋼3の厚さを計測する処理装置31を具備する。
(もっと読む)
鋼板のエッジ検出方法
【課題】鋼板の表面欠陥や内部欠陥を検出する検査装置に適用し、安価にかつ正確に鋼鈑のエッジ検出ができる鋼板のエッジ検出方法を提供することを目的とする。
【解決手段】検出スキャン毎に得られる各チャンネルの信号の中から、エッジを検出したチャンネルの候補を抽出し、該候補から板幅推定値を算出し、該算出した値と板幅実測値を比較し、さらに前回のスキャンでのエッジチャンネル位置と今回のチャンネル位置を比較する。
(もっと読む)
ワークの曲げ角度検出装置およびワークの曲げ加工機
【課題】上金型と下金型との協働によってワークの曲げ加工を行う曲げ加工機におけるワークの曲げ角度検出装置において、ワークの曲げ角度を精度よく測定することができるワークの曲げ角度検出装置を提供する。
【解決手段】上金型Pと下金型Dとの協働によってワークWの曲げ加工を行う曲げ加工機1に用いるワークWの曲げ角度検出装置2において、筐体9を備えこの筐体9が前記下金型Dの被接触部に接触し固定された状態で、前記ワークWの曲げ角度を検出可能な検出器本体3を有する。
(もっと読む)
タンク底板の板厚測定装置
【課題】 タンク底板鋼板の板厚の測定をより効率的に行うこと。
【解決手段】 タンク底板の板厚を測定する板厚測定装置Aであって、板厚測定装置Aの筐体1には、装置Aを車輪を用いて走行させる走行機構10と、超音波探触子22及び渦流型センサ23を搭載してタンク底板の情報を取得するための測定台車20と、測定台車20から得た情報を演算処理する演算手段30と、演算手段30により得た情報を表示する表示手段50と、超音波探触子22に対して接触媒質を供給する接触媒質供給手段60と、上記各手段に電源を供給する電源供給手段70と、を一体的に有することを特徴とする。
(もっと読む)
形状検出装置及び形状検出プログラム
【課題】 板状部材の形状の検出精度を高めると共に,上記板状形状の幅方向への板ズレ,板幅長さ及び板端部の位置を高い精度をもって検出することを可能とすること。
【解決手段】 局所的な荷重の周辺部への荷重変化を来たす層状部材12によって荷重センサーEと共に外周面が被装されたセンサーローラ4の表面に板状部材1が接触することにより,少なくとも隣接する二以上の荷重センサーEで検出された上記板状部材1からの荷重に基づいて上記板状部材1の形状を検出するよう構成する。
(もっと読む)
鋼板の伸び率計測装置および伸び率計測方法
【課題】 圧延機やレベラー等によって鋼板に所定の伸び率を付与する場合において、実際の伸び率を正確に測定する装置を提供する。
【解決手段】 圧延機2等により実際に付与した伸び率を測定する際に、伸び率補正値演算手段9にて、ロール径測定誤差や、ロール自体の磨耗、熱膨張等に起因した伸び率測定誤差εerrを演算し、伸び率演算手段10にて従来と同様の方法によって測定される測定誤差を含んだ伸び率ε′に加算することで、誤差を補正する。
(もっと読む)
板状製品のプロフィール計測装置
【課題】 計測装置自体が走行する時に生じる蛇行、うねりがあっても、それを補正して板状製品の反りやうねり及びねじれを安価に精度良く計測できることを目的とする。
【解決手段】 静止した鋼板1の上方に位置し、鋼板の長さ方向に移動する計測台車7と、計測台車の移動量を計測するPLG9と、計測台車に設置され、静止した鋼板表面までの距離を計測する3つの平面部距離計10c、10dと、計測台車の側方位置にそれぞれ設けられたピアノ線21bと、計測台車に設置され、ピアノ線に対して垂直方向の変動量を検出する垂直位置検出器11c、11dと、PLGと平面部距離計と垂直位置検出器との計測値に基づき、鋼板の長さ方向における各位置の鋼板表面までの距離を、計測台車が走行するときに生じる蛇行やうねりの影響を除去するように補正演算するデータ解析演算処理装置32とを備えて構成されている。
(もっと読む)
板反り制御システム、板反り検出装置
【課題】 板反り量を定量的に制御することが可能な板反り制御システム、板反り検出装置を提供することを目的とする。
【解決手段】 入側及び出側テーブルローラ13、14間に設けられた板反り検出装置2、3と、下作業ロール10b天面と入側テーブルローラ天面の間の寸法(ピックアップ量)を測定するピックアップ量検出回路4と、ピックアップ量Xiを制御して板反りを制御する圧延機1とを備え、圧延機は、前記圧延材20の圧延パス毎に、前記ピックアップ量を設定し、圧延材の入側における板厚及び出側における板厚と通板高さ位置とを測定し、設定されたピックアップ量と前記出側の通板高さ位置との差から圧延された圧延材の反り量Δhを求め、求めた反り量が所定の範囲以下となるようにピックアップ量の設定値を制御するようにしたことを特徴とする。
(もっと読む)
1 - 17 / 17
[ Back to top ]