
Fターム[2F069GG73]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 基準との比較を行うもの (136) | 基準データの測定 (15)
Fターム[2F069GG73]に分類される特許
1 - 15 / 15
鋼管湾曲量測定装置及びその方法
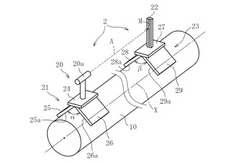
【課題】容易かつ高精度に、鋼管の湾曲量を測定することが可能な鋼管湾曲量測定装置を提供する。
【解決手段】鋼管湾曲量測定装置2は、レーザ光照射装置20を保持し、鋼管10の表面に固定して配置する固定側保持体21と、目盛りMを付したスケール部材22を保持し、鋼管10の表面上を軸方向に移動させて所定の測定位置に配置する移動側保持体23とを備える。固定側保持体21と移動側保持体23は、鋼管10の外周面に当接した際に鋼管10の当接した箇所の軸方向に対する向きが特定の一の向きとなる形状に構成されている。固定側保持体21と移動側保持体23とを鋼管10の外周面に当接させた状態で、レーザ光照射装置20の光軸Aの方向、及びスケール部材22の目盛りMの臨む方向が、それぞれ鋼管10の前記当接した箇所の軸方向と平行になるように保持する。
(もっと読む)
形状検査装置および形状検査方法

【課題】被検査体が所定の形状および寸法よりもわずかでも小さい場合には寸法不足を確実に検出して欠陥であると判定できる形状検査装置および形状検査方法を提供すること。
【解決手段】被検査体であるスパイダの素形材2の突起部22,23の形状を測定してその断面形状を示す「形状データ」を作成し、作成した「形状データ」からスパイダの素形材2の突起部22,23の軸線方向の全長にわたって最も外側に位置する部分の抽出することにより得られる形状を「基準形状」としてこの「基準形状」をデータ化した「基準形状データ」を作成し、「基準形状データ」と「形状データ」との差分を算出し、算出した差分に基づいてスパイダの素形材2の突起部22,23に欠陥があるかを判定する。
(もっと読む)
長距離構造物の位置管理装置、その位置管理システムおよびその位置管理プログラム
【課題】パイプラインのような長距離構造物の保守管理を行うための技術を提供する。
【解決手段】パイプが連結されて構成されるパイプラインにおいて、パイプが掘り起こされて、そのパイプの両端の位置(更新点C1,D1)が計測される。そして、図5(a)に示すように、計測された位置が計測前の位置(対応点C’,D’)と異なっていたとする。この場合、図5(b)に示すように、まず、平面形状については、更新前図形の形状の特徴を保持したまま、相似な図形となるようにして、更新図形を作成する。次に、更新点C1−D1間の実測距離が更新図形に反映されるようにするために、図5(c)に示すように、深さ・高さ方向を変更して、図形上の距離と実測距離とが整合される。そのため、腐食等の位置を、パイプラインの開始点からの累積距離によって管理することが可能となる。
(もっと読む)
XYステージ
【課題】バーミラーの形状、スライダの走り、スライダのヨーイング角の情報を、高精度に識別して測定可能な機能を備えるXYステージを実現する。
【解決手段】プラテン上をX軸方向及びY軸方向に位置制御されるスライダと、前記スライダの一辺近傍に配置されたバーミラーと、このバーミラーに光を当てて距離を計測するレーザ干渉計とを具備するXYステージにおいて、
前記バーミラーに沿って等間隔に固定配置された3個の距離計と、
前記スライダを所定距離づつn回(n≧2)平行移動させるスライダ移動手段と、
前記スライダの初期位置及び所定距離の移動毎に、前記距離計の測定値に基づいて前記バーミラーの形状、前記スライダの走り、前記スライダのヨーイング角の少なく共いずれかを演算するバーミラー形状演算装置と、
を備える。
(もっと読む)
測長装置
【課題】ステージのガイドの真直度誤差、テーブルの運動誤差をリアルタイムで補正することができ、これらの誤差による形状測定への影響を最小限に抑えた高精度の形状測定を実現することができ、しかも構造が簡単で、比較的安価に実施できる形状測定用測長装置を提供する。
【解決手段】接触式又は非接触式のプローブを用い、測定物またはプローブのいずれかを可動テーブルに搭載して相対移動させることで、測定物を測長する装置において、端子を測長方向に沿う方向に向けて配置され、測定物をスキャンする第1のプローブと、端子を測長方向に沿う方向に向けて配置され、平面基準面をスキャンする第2のプローブと、前記第2のプローブからの測定情報と第1のプローブからの測定情報を処理して可動テーブルのガイドの真直度誤差および可動テーブルの運動誤差を補正する手段とを備えた。
(もっと読む)
マルチプローブを用いた変位量測定装置及びそれを用いた変位量測定方法
【課題】 微小試験片に張力を加えた際の変位量を高精度に測定することができる変位量測定装置及び変位量測定方法を提供すること。
【解決手段】先端部にチップ(T)が形成された第1及び第2カンチレバー(11、12)を有するマルチプローブ(1)と、第1及び第2カンチレバー(11、12)の形状変化を検出する検出部と、マルチプローブ(1)を走査させるスキャナと、スキャナを制御する制御部と、試験片(2)に張力を加える引張機構とを備えた変位量測定装置であって、複数の凸部(22)が等間隔に表面に形成された試験片(2)に対して引張機構によって張力を加える前後で、制御部がスキャナを制御し、マルチプローブ(1)を用いて、凸部(22)が配列された方向に沿って試験片(2)の表面を所定距離走査し、検出部が、チップ(T)の位置変位による第1及び第2カンチレバー(11、12)の形状変化から試験片(2)の表面の高さ情報を取得する。
(もっと読む)
形状測定器
【課題】 測定プローブを傾斜させて支持しながら被測定物の表面形状を高精度に測定できる形状測定器を提供する。
【解決手段】 形状測定器30により既知形状の被測定物(真球)の形状を測定する(S12)。次に、測定プローブの設計傾斜角度の値から±0.5度間を5等分し、それぞれの形状誤差を算出し、誤差が最小となる角度値を決定する(S16)。更に同様な計算を繰り返すことで、誤差が最小となる傾斜角度に収束させる(S18、S20)。被加工部材を測定する際には、測定した形状を傾斜角度による誤差分で補正することで、測定精度を高める。
(もっと読む)
軸間角度補正方法
【課題】 複数軸をもつ機械の軸間角度補正が高精度に且つ容易に行える方法の提供。
【解決手段】 機械16のテーブル12に置かれた一の基準球36上の指定移動軸方向位置での測定軸方向形状情報をテーブル12の直線移動により同一基準球36上の複数の異なる指定移動軸方向位置について取得する基準球測定工程(S10)と、該形状情報に基づき該基準球36の測定軸方向形状のピーク点での該センサー14よりの測定軸方向位置情報を各指定移動軸方向位置について求めるピーク検出工程(S12)と、該各ピーク点の位置情報に基づきテーブル12の実際の移動方向を表わす実直線情報を求める誤差情報取得工程(S14)と、該実直線情報に基づき補正用情報を求める補正用情報取得工程(S16)と、該補正用情報に基づき該センサー14よりの測定軸方向位置情報を補正する補正工程(S20)と、を備えたことを特徴とする軸間角度補正方法。
(もっと読む)
不確かさ推定方法及びプログラム
【課題】 理論解析が困難な測定システムの不確かさをモンテカルロ法により推定すると共に、ユーザの負担を小さく抑え、かつ信頼性の高い不確かさ推定を行うことを可能にする。
【解決手段】 推定対象の測定機により得られた測定値を入力し、測定値の誤差を推定する(S1)。推定された測定値の誤差に基づいて測定値間の共分散行列又は相関行列を求め(S2)、共分散行列又は相関行列を固有値分解することにより固有値と固有ベクトルを求め(S3)、各固有ベクトルに対して、期待値が0で、且つ分散がその固有ベクトルに対応する固有値となるような正規乱数を結合係数として生成し、全固有ベクトルの線形結合をとることにより前記測定機の擬似測定値を生成する(S4)。得られた擬似測定値を統計処理することにより測定機の不確かさを推定する(S5)。
(もっと読む)
車輌用ドア形状検査装置
【課題】低コストでしかも作業効率に優れた車輌用ドア形状検査装置を提供する。
【解決手段】車輌用ドア形状検査装置1は、検査対象である被検査ドアDの下部を、当該被検査ドアDの前後方向に沿って移動可能に支持する第1の支持機構11、及び、被検査ドアDの内側主面を、当該被検査ドアDの前後方向に沿って移動可能に支持する第2の支持機構12、を有するゲージ10と、ゲージ10により起立状態で支持された被検査ドアDの形状を検査する基準位置計測センサ20、形状計測センサ30及びコンピュータ40と、を備えている。
(もっと読む)
保持歪み測定方法および装置
【課題】フォトマスク等の板状の被検体を所定の保持状態で保持した際に、その保持状態に起因して被検体に生じる保持歪みを被検面の形状とは別に測定し得るようにする。
【解決手段】所定の保持状態で保持された被検体40の表面41の形状を測定する第1測定と、同状態で保持された被検体40の裏面42の形状を測定する第2測定と、逆歪みが生じるように保持された被検体40の裏面42の形状を測定する第3測定とを行なう。第1測定により得られた表面形状データと、第2測定により得られた裏面形状データとに基づき第1のデータを得るとともに、第1測定により得られた表面形状データと、第3測定により得られた裏面形状データとに基づき第2のデータを得、これら第1、第2のデータに基づき保持歪みを求める。
(もっと読む)
プリンタ装置
【課題】 複数の感光ドラムを備える電子写真式のプリンタ装置において連続用紙に重ね合わされるトナー画像の間にズレが生じるのを防止できるプリンタ装置の提供。
【解決手段】連続用紙を一定の方向に搬送する紙送り手段と、前記紙送り手段の下流側において前記用紙の搬送方向に沿って同一ピッチで配設された複数の感光ドラムとを備える電子写真式のプリンタ装置であって、前記紙送り手段と前記感光ドラムとの間において、前記連続用紙が巻き掛けられて従動する1以上の従動ローラのうち、前記連続用紙とのラップ角が最も大きな従動ローラは、前記感光ドラムのピッチと等しいか、または前記ピッチの整数分の1である周長を有することを特徴とするプリンタ装置。
(もっと読む)
表面性状測定機の校正標本および表面性状測定機
【課題】 表面性状測定機の校正作業を単純化するとともに校正作業にかかる時間の短縮を可能とする校正標本を提供する。
【解決手段】表面性状測定機が単一の軌跡として測定できる一のラインに沿って、各種のパラメータを校正するための異なる幾何学的形状が連続して配設されている。幾何学的形状としては、略平坦な平面部1、所定の周期および振幅を有する正弦波形状に形成された正弦波部2、所定の深さを有する溝部3、既知の形状であってランダムな凹凸を有する擬似ランダム波部4、所定の傾斜角を有する斜面である傾斜面部5、高精度な平面に仕上げられた高精度平面部6、スタイラスの当接圧によって弾性的にしなる弾性片部7、既知の高さを有するとともにその先端が先鋭である先鋭部8、がある。
(もっと読む)
3次元形状測定方法及び3次元形状測定装置
【課題】簡易な構成で、迅速に被測定物の表面形状を測定できる3次元形状測定方法等を提供すること。
【解決手段】 被測定物102の表面102aの形状を測定する第1面形状測定ステップと、治具103の回転軸105cに対する位置関係を少なくとも一対の位置検出器A1、B1により検出する第1の位置検出ステップと、被測定物102を反転する被測定物反転ステップと、反転された治具103の回転軸105cに対する位置関係を少なくとも一対の位置検出器A1、B1により検出する第2の位置検出ステップと、第1面形状測定ステップの測定結果を第1の位置検出ステップの検出結果に基づいて座標変換し、第2面形状測定ステップの測定結果を第2の位置検出ステップの検出結果に基づいて座標変換する座標変換ステップとを有する。
(もっと読む)
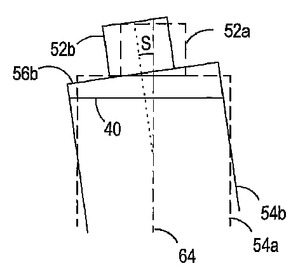
走査方法
走査方法が開示され、それは、試料ホルダ(14)および相対移動可能な走査デバイス(18)を有する走査システム(10)を備え、試料ホルダ(14)に配置された対象(22)の少なくとも一部の走査を行い、試料ホルダの向きを確定し、その向きを使用して走査からのデータを解釈する工程を含み、それによって、その向きは、試料ホルダの表面の走査からのデータを使用して確定される。その向きは、試料ホルダの面(56b)を画定することによって確定でき、この面は、境界(76a、76b)によって制限されてもよい。
 (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]