
Fターム[3B153EE05]の内容
ロープ又はケーブル一般 (6,360) | 後処理加工 (405) | 処理の目的 (115) | 矯正 (18)
Fターム[3B153EE05]に分類される特許
1 - 18 / 18
スチールコードの製造装置及び製造方法
【課題】バンチャー型撚線機を用いて製造されるスチールコードの最外層フィラメントのふくらみを有利に抑制することのできるスチールコードの製造装置及び製造方法を提供する。
【解決手段】複数本の素線又はコードを撚り合わせて撚線を製造するバンチャー型撚線機10と、このバンチャー型撚線機10により製造された撚線に捩じりを加えるオーバーツイスター13と、上記バンチャー型撚線機10により製造された撚線の移動経路における上記オーバーツイスター13より前に設けられ、当該撚線に塑性加工を加える塑性加工装置14とを備える装置1及びこの装置によりオーバーツイスター13による捩じり加工の前に、撚線cに塑性加工を施す方法。
(もっと読む)
スチールコードの製造方法および製造装置

【課題】スチールコードのトーションを、より安価かつ簡便に制御することのできる、トーションの制御性に優れたスチールコードの製造方法および製造装置を提供する。
【解決手段】複数本のスチールフィラメントを撚り合わせてスチールコード1とした後、スチールコード1を複数個の溝付きプーリ11に通過させるスチールコードの製造方法である。スチールコード1の通線時に、溝付きプーリ11の溝に平行な面と、スチールコード1とが、角度をなすものとする。溝付きプーリの溝に平行な面と、スチールコードとのなす角度θが、0.9°≦θ≦6.0°を満足することが好ましい。
(もっと読む)
スチールコードの製造方法
【課題】スパイラルフィラメントを有するスチールコードを製造するにあたり、安価にトーション安定性に優れたスチールコードが得られるスチールコードの製造方法を提供する。
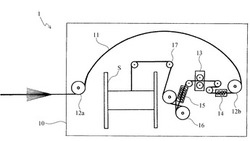
【解決手段】複数本のスチールフィラメントが撚り合わされてなる撚りコード1の周囲に、1本のスパイラルフィラメント2を撚り合わせてスチールコードを製造する方法である。撚りコード1の周囲にスパイラルフィラメント2を撚り合わせる撚り合わせ部12と、スパイラルフィラメントが撚り合わされた撚りコード3に繰り返し曲げ加工を施す矯正ロール13との間に、少なくとも1個のプーリ15を配置して、撚り合わせ後、繰り返し曲げ加工が施される前の撚りコード3を、プーリ15に通過させる。
(もっと読む)
衝撃吸収ロープ及び衝撃吸収ロープの製造方法
【課題】軽量でありながら、機械的強度に優れると共に衝撃吸収性にも優れる衝撃吸収ロープ、衝撃吸収ロープの製造方法及び防護体を提供すること。
【解決手段】本発明は、ポリトリメチレンテレフタレート繊維1を撚り合わせてなる直径10〜40mmの衝撃吸収ロープ10であって、ポリトリメチレンテレフタレート繊維1の伸度が30〜100%、タフネスが90〜400%・cN/dtex、沸水収縮率が5〜14%である衝撃吸収ロープ10である。
(もっと読む)
衝撃吸収ロープ及び衝撃吸収ロープの製造方法
【課題】軽量でありながら、機械的強度に優れると共に衝撃吸収性にも優れる衝撃吸収ロープ、衝撃吸収ロープの製造方法及び防護体を提供すること。
【解決手段】本発明は、ポリアミド繊維1を撚り合わせてなる直径10〜40mmの衝撃吸収ロープ10であって、ポリアミド繊維1の伸度が50〜200%、タフネスが200〜400%・cN/dtex、沸水収縮率が5〜8%である衝撃吸収ロープ10である。
(もっと読む)
スチールコードの製造方法
【課題】断線発生の懸念がより少なく、かつ、大きな設備投資なしで安価にトーション安定性に優れたスチールコードが得られるスチールコードの製造方法を提供する。
【解決手段】複数本のスチールフィラメント1を、チューブラー型の撚線機10を用いて撚り合わせてスチールコードを製造する方法である。スチールフィラメント1を撚り合わせる撚り合わせ部12と、撚り合わされたスチールフィラメントに繰り返し曲げ加工を施す矯正ロール部13との間に、2個以上のプーリおよび/またはキャプスタン14を配置して、撚り合わせ後、繰り返し曲げ加工が施される前のスチールフィラメント1を、撚り合わせ部12と矯正ロール部13との間で、プーリおよび/またはキャプスタン14に2回以上通過させる。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、複数のストランド材1,2同士を撚り合わせた金属コード20が解撚されて合計断面積の異なる2つの線材群に分けられ、合計断面積の大きい方のストランド材1の群を再使用線材群3とし、合計断面積の小さい方のストランド材2の群を不使用線材群4として、再使用線材群3の内の1本のストランド材が、複数周回環状にされつつその環状部分1dにおける再使用線材3の内の他のストランド材1及び不使用線材群4の抜けた螺旋状の空隙部5に余長部1eが嵌め入れられて巻き付けられている。
(もっと読む)
伝動ベルト及びその製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コードを備え、破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部70とを備え、環状金属コードC1は、複数のストランド材1,2同士を撚り合わせた金属コード20が解撚されて合計断面積の異なる2つの線材群に分けられ、合計断面積の大きい方のストランド材1の群を再使用線材群3とし、合計断面積の小さい方のストランド材2の群を不使用線材群4として、再使用線材群3の内の1本のストランド材が、複数周回環状にされつつその環状部分1dにおける再使用線材3の内の他のストランド材1及び不使用線材群4の抜けた螺旋状の空隙部5に余長部1eが嵌め入れられて巻き付けられている。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】数本のスチールフィラメントを撚り合わせてゴム物品補強用スチールコードを製造する製造方法において、大きな設備投資をすること無く安価に真直性に優れたゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】数本のスチールフィラメントを撚り合わせてゴム物品補強用スチールコードを製造する製造方法において、数本のスチールフィラメント2を撚り合わせてスチールコードとする撚り線工程Aの後、他の工程を経ることなく、得られた撚りコードに対し、ロールを千鳥足状に配置した矯正ロール群により繰り返し曲げ加工を施す。
(もっと読む)
衝撃吸収ロープ、衝撃吸収ロープの製造方法及び防護体
【課題】軽量でありながら、機械的強度に優れると共に衝撃吸収性にも優れる衝撃吸収ロープ、衝撃吸収ロープの製造方法及び防護体を提供すること。
【解決手段】本発明は、有機繊維糸1からなる直径10〜40mmの衝撃吸収ロープ10であって、有機繊維糸1の伸度が110〜200%、タフネスが200〜400%・cN/dtex、150℃乾熱収縮率が0〜7%である衝撃吸収ロープ10である。
(もっと読む)
扁平断面を有するゴム物品用スチールコードの製造方法とゴム物品用スチールコードの扁平化装置
【課題】スチールコード断面の扁平の度合いを広い範囲で調整することができるとともに、スチールコードの真直性を十分に矯正することのできるゴム物品用スチールコードの製造方法とこれに用いられる扁平化装置を提供する。
【解決手段】スチールコード10の入線側Pに3つの平ローラ24Aから成る平ローラ群24Xを配置して上記スチールコード10に繰り返し曲げを与えて上記スチールコード10の断面を扁平化するとともに、その後段の出線側Qに、6つの溝付きローラ24Bから成る溝付きローラ群24Yを配置して、上記扁平化されたスチールコード10の真直度を矯正するとともに、平ローラ24Aの噛み込量と上記溝付きローラ24Bの噛み込量とを別個に調整可能とした。
(もっと読む)
捻回特性に優れた鋼線材及びその製造方法
【課題】縦割れの起こりにくい鋼線材を製造し、品質の安定したスチールコードを提供する。
【解決手段】乾式伸線された鋼線材3をパテンティング処理し、めっき処理し、さらに温度25〜50℃の潤滑液2を用いた湿式伸線により伸線する。また、下記(1)式及び(2)式を満たす捻回特性に優れた鋼線材を形成する。 TN≧−0.025×A+52・・・(1) 但し、400≦A≦2080 A=(TS−TS0)/exp(ε/4)・・・(2) 但し、TN:捻回値[回]、A:加工硬化係数、ε:湿式伸線による真歪み、TS:湿式伸線後の引張強さ[MPa]、TS0:湿式伸線前の引張強さ[MPa]である。
(もっと読む)
金属素線のゴム被覆方法、コードの製造方法、コード、ゴム被覆装置およびコードの製造装置
【課題】
本発明は、コードを構成する素線に、安定してゴムを被覆させることによって、特にゴム物品の補強コードにおけるゴムの浸入性を改善したコードの提供を可能にすることを目的とする。
【解決手段】
金属素線を押出機に導いて該押出機の口金からゴムと共に押出して該金属素線にゴムを被覆するに当たり、該口金内において複数本の金属素線を並列させてゴムと共に押出す。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】無撚りの並列コア素線を有するゴム物品補強用スチールコードを製造するにあたり、複数本の無撚りコア素線が重なり合うことなく、長手方向に安定して並行配置されたゴム物品補強用スチールコードを得ることができる製造方法を提供する。
【解決手段】複数本のコア素線を撚り合わせることなく並列して配置したコアと、その周囲に撚り合わされた複数本のシース素線とからなり、コード断面形状が略楕円形であるゴム物品補強用スチールコードを、バンチャー撚り線機により製造する製造方法である。コアとシース素線とを撚り合わせて最終撚りコード1とし、最終撚りコード1の捩れをオーバーツイスター11で除去した直後に、捩れの除去された最終撚りコードを、コードとの接触面が平坦であるフラットロール12の3個以上を介して加工する。
(もっと読む)
ワイヤの癖付け方法および癖付け装置
【課題】1本のワイヤに対して、適切な癖付け方法および癖付け装置を提供することを目的とする。
【解決手段】ワイヤのパスライン上に配置した回転軸から該回転軸の径方向外側へ延びるピンに、ワイヤを係止し、前記回転軸をパスライン上で回転させてパスラインから離隔した位置でピンに係止したワイヤ部分をパスラインの周りで回転させることによりワイヤに癖付けを施す。
(もっと読む)
スチールコードの製造方法
【課題】長手方向にくせが異なるワイヤ(素線)を複数本撚り合わせた、長手方向で性質の異なるスチールコードの製造方法を提供する。
【解決手段】素線1を一定の張力下で引き出しながら、素線1の1部分に装置20によりくせ付けを行い、一定の長さ引き出した後、引き出しを停止し、この素線を均等な位置に配置した3ヵ所のチャッキング装置40、41で把持し、チャッキング装置41を回転させて撚り線加工と残留応力の除去を行い、ついで全チャッキング装置を開放し、引き取り装置を兼ねた送り出し装置50、70によりこれを送り出す加工を繰り返し行う。
(もっと読む)
タイヤ用の弾性複合コード
直径d1の織物コアヤーン(10)を含むコアまたは内部層(Ci)および層Ciの周りにピッチp2により螺旋状に一緒に巻かれた直径d2のN本のワイヤー(12)の金属外部層(Ce)から形成された1+N本構造の2つの層(Ci、Ce)を含む弾性金属/繊維複合コード(C-1)であって、下記の特徴(mmでのp2):
・As > 1.0%;At > 4.0%;Af > 6.0%;d1 > 1.1d2;4 < p2 < 14;
・コアヤーン(10)は、織物繊維であり、ジエンエラストマー組成物のシース(11)によって被覆されている;
(上記において、Asは前記複合コードの構造的伸びであり、Atはその破壊時全伸びであり、Afは前記織物繊維の破壊時伸びである)
を有することを特徴とする上記弾性複合コード。そのようなコードのタイヤの補強における、例えば、これらタイヤのベルト中での使用。  (もっと読む)
(もっと読む)
エレベータ引張り部材アセンブリ
エレベータベルト(20)やロープ(25)は、ポリウレタンジャケット(24、28)で覆われた複数の引張り部材(22、26、46)を含む。各々の引張り部材は、各々複数のワイヤ(40)からなる複数のストランド(42)を含む。引張り部材の製造工程の間、切れているワイヤの端部(44、54)が再度取り込まれ、これによって、これらのワイヤの端部(44、54)がストランド(42)もしくはコード(46)から外側に突出しない。種々の切れているワイヤの端部(44、54)を再度取り込む方法が、開示される。  (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]